带层压头
1.相关专利申请的交叉引用
2.本技术是国际专利合作条约专利申请,要求享有2020年2月6日提交的美国临时专利申请号62/971018的优先权,其全部内容包含在本文中。
技术领域
3.本技术涉及带层压机(tape lamination machines),具体涉及装备在带层压机中的带层压头,用于在复合工件形成的过程中将复合带施加在模具或心轴(mandrels)上。
背景技术:
4.带层压机用于生产复合工件。所述机器用于航天零件的航天应用以及其他零件的其他应用。浸渍有树脂的纤维材料形式的复合材料由所述机器以精确的位置和长度施加到模具或心轴上,总体形成复合工件。带层压机使带层压头移动到模具上方,以便以复合工件的最终形状精确地施加复合带。随着带层压头移动,它在模具上留下多个复合带段,也称为层。这些复合带段自动施加在模具上涉及用于固定、移动并最终切割复合带的各种机构的集合的合作。
5.复合带通常卷绕在卷轴装置中并被装入带层压头。复合带在其绕组的底侧有衬纸,以避免带与带粘附。当在使用过程中从卷轴上解绕并被引导穿过带层压头时,失去衬纸的复合带的顶侧(也被称为粘性或黏性侧)面朝下施加在模具上并与模具直接接触。因此,穿过带层压头的复合带的路径被设计为,随着复合带离开带层压头并且一旦施加到模具上,确保复合带的带有衬纸的底侧朝上且向外。
技术实现要素:
6.在一个实施方式中,带层压头可以包括带供应盘和多个辊。带供应盘接收带供应卷轴。在带供应盘的下游多个辊承载(carry)带供应卷轴的复合带。复合带由多个辊承载,围绕由带层压头限定出的复合带路径。一个或更多个辊将复合带置于沿复合带路径的位置,使得复合带的衬纸侧在复合带施加在铺设表面上之前面对铺设表面。
7.在另一个实施方式中,带层压头可以包括带供应盘、多个辊和压实器。带供应盘接收带供应卷轴。在带供应盘的下游多个辊承载带供应卷轴的复合带。压实器位于带层压头的出口附近,可以采用压实辊的形式,也可以采用其他形式。在使用带层压头的过程中,在压实器的上游的位置从复合带上移除由复合带承载的衬纸。复合带的衬纸侧在带层压头的出口处呈面朝下。
8.而在另一个实施方式中,带层压头可以包括带供应盘、多个辊和压实器。带供应盘接收带供应卷轴。在带供应盘的下游多个辊承载带供应卷轴的复合带。复合带围绕在由带层压头处限定出的复合带路径被承载。压实器位于带层压头的出口附近,可以采用压实辊的形式,也可以采用其他形式。一个或更多个辊将复合带置于沿复合带路径的第一位置,使得在将复合带施加在铺设表面之前,复合带的衬纸侧面对铺设表面。在沿复合带路径的第
二位置,从复合带上移除由复合带输送的衬纸。
附图说明
9.图1是描绘了带层压机和组件的实施方式的立体图;
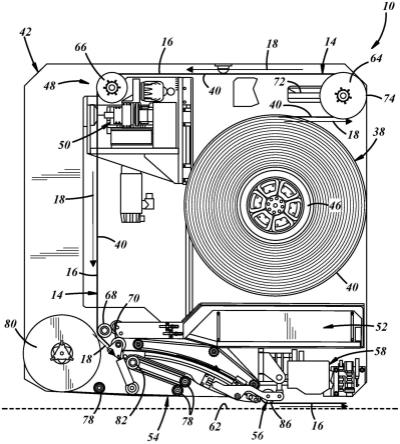
10.图2是描绘了可装备在带层压机和组件中的带层压头的实施方式的立体图;
11.图3是展示了复合带路径的带层压头的侧视图;
12.图4是旨在示出从复合带上移除衬纸的带层压头的区域的放大图;以及
13.图5是示出从复合带上移除衬纸后的衬纸路径的带层压头的另一个区域的放大图。
具体实施方式
14.附图显示了装备在大型带层压机和组件12中的带层压头10的实施例。与以往的带层压头不同,带层压头10以使复合带14的衬纸侧16最终面朝下被引到模具上的方式将复合带14施加在下面的模具或心轴上。因此,复合带路径18(复合带14围绕复合带路径18被引导穿过带层压头10)是不同的,并且在附图所示的实施例中通常与以往的带层压头相反。使用带层压头10可以提供更高的带效率和增强的带与带的一致性,并且在一些情况下,还可以减少增加热量的需要以实现层压结果。这些以及其他改进措施将在下文中详细描述。此外,如本文所用,术语“下游(downstream)”和“上游(upstream)”是相对于复合带在带层压头的运动方向而言的,因此“下游”是指与运动方向一致的方向,而“上游”是指与运动方向相反的方向。
15.参考图1,带层压机和组件12用于通过将复合带14施加在模具上来制备复合工件。航天工业将所述机器和组件用于航天工件,诸如狭长的扁平零件、嵌套的多零件层压板、区域成形的蒙皮、翼梁、纵梁、横梁、襟翼、抗剪拉杆、铺层组件、机翼和尾翼蒙皮以及许多其他零件。另外,所述机器和组件也适用于其他行业和其他零件。带层压机和组件12可以具有各种布局、设置和设备,这取决于其用于制备的特定应用和特定零件。在图1的实施方式中,带层压机和组件12通常包括机架20、真空台22和操作台24。带层压头10停靠在机架20上,机架20在复合带14的施加期间提供带层压头10的特定运动。x轴运动通过一对纵向通道26进行,并且例如可以通过齿条和小齿轮驱动装置来实现。y轴运动通过十字鞍座(cross saddle)28进行,并且例如可以通过线性马达和永磁体来实现。z轴运动通过竖直滑块30进行,并且例如可以通过带有齿轮箱和伺服马达的精密滚珠丝杠致动器来实现。竖直滑块30还可以提供c轴旋转运动,例如可以通过伺服马达和齿轮箱来实现。另外,带层压头10也可以由其他设备承载并且其运动可以以其他方式提供;例如,带层压头10可以安装在机械臂上,机械臂以与上述不同的方式操纵其运动。
16.仍然参考图1,真空台22保持模具(未示出),同时模具受到从带层压头10施加的复合带14。操作台24可以用作人机界面(hmi)站点并允许操作员控制和管理带层压机和组件12。此外,如图1所示,带层压机和组件12可以包括具有零件切除的能力的辅助机架32,并且可以包括第二带层压头和交换台34,用于在需要复合带供应或出于其他原因时更换机架20处的带层压头。虽然示出和描述了这些布局、设置和设备,但在其他实施方式中,带层压机和组件12可以具有更多的、更少的和/或不同的布局、设置和/或设备。
17.由带层压头10铺设的复合带14的确切性质取决于特定应用和零件。在航天的示例中,复合带14可以是浸渍了热固性或热塑性树脂的单向碳纤维带的形式,并且在复合带14的两侧中的一侧上具有载体或衬纸36。复合带14的边到边宽度可以改变(同样取决于应用和零件),在航天的示例中可以是五十毫米(50mm)、七十五毫米(75mm)、一百五十毫米(150mm)或三百毫米(300mm);另外,其他宽度尺寸也是可能的。在将复合带装入带层压头10之前,以复合带14的粘性或黏性侧40径向向外且复合带14的衬纸侧16径向向内的方式将复合带14卷绕在带供应卷轴38上。
18.在复合带施加工序之间的暂停期间以及其他时间,复合带可以在带层压头内保持静止。因此,由辊张紧的静止复合带的长度和范围会在一定时间内暴露在周围环境和大气中。已发现在这样的时间段内,没有衬纸保护的复合带的暴露的粘性侧会劣化。粘性侧可能会失去粘性、变干或出现其他不希望的情况。以往,当复合带的粘性侧最初面朝下放置在模具上并且随后面朝下施加在先前放置的带上时,复合带的劣化程度妨碍了复合带的粘附效果。由于粘附效果较差,通常需要增加层压的热量。
19.附图所示的带层压头10解决了这些以往的带层压头的缺点。带层压头10以衬纸侧16面朝下被引到模具上施加复合带14,而不是像以前的施加工序那样将粘性侧40面朝下。当复合带14从带层压头10退出时,衬纸侧16直接与下面的模具的铺设表面62面对并对置。因此,放置并施加在铺设表面62上的是衬纸侧16,而不是粘性侧40。即使在复合带14是静止的情况下,衬纸侧16也受到衬纸36的保护免受周围环境和大气的影响,因此避免了不必要的劣化并保持了粘附效果。因此,使用带层压头10可以实现复合带段之间粘附性的更加一致,并且可以避免增加热量以影响层压的需要。带层压头10可以具有各种设计、构造和部件,这取决于其所要使用的特定应用和所要准备的特定零件。在图2-图5的实施例中,带层压头10一般包括框架42、联接器(coupler)44、带供应盘46、一组辊48、切割器50、废料收集器52、衬纸移除组件54、压实器56和检查设备58。然而,在其他实施例中,带层压头10可以具有比这里所述的部件更多、更少的部件和/或不同的部件。
20.特别参考图2和图3,框架42用作带层压头10的主要结构,其他部件安装在框架42上并且其他部件绕框架42布置。框架42可以形成封闭的壳体,或者可以是如图所示的侧边敞开的结构。联接器44提供扩展接口,用于将带层压头10与机架20附接和从机架20上拆卸。带供应盘46接收带供应卷轴38以将带供应卷轴38及其卷绕好的复合带14装入带层压头10中。带供应盘46可以经由伺服马达被驱动旋转,以从带供应卷轴38退绕复合带14并使复合带14穿过带层压头10以供下游使用。切割器50在使用带层压头10的过程中切割复合带14,以便根据特定模具的需要生成复合带段的末端。废料收集器52收集因切割复合带14而产生的复合带14的废料。废料收集器52可以包括用于容纳废料的箱。当复合带14放置在下面的模具上时,检查设备58检测其搭接和间隙公差。
21.辊48协助在带供应盘46的下游承载来自带供应卷轴38的复合带14。复合带14经由辊48在内部被引导穿过带层压头10到达出口60(图4),以施加在下面的模具的铺设表面62上。复合带14沿此路径可以通过除辊48之外的其他部件承载并支撑。辊48可以有不同的布置并且可以具有不同的数量。在图2和图3的实施例中,辊48包括第一辊64、第二辊66、第三辊68和第四辊70。第一辊64紧靠地位于带供应卷轴38的下游,并且是一组辊48的初始辊,用于在复合带14从带供应卷轴38上脱离时接受复合带14的接合。这里,第一辊64是张力调节
辊的形式,其功能是当复合带14被引导穿过带层压头10时以及当带供应卷轴38上的复合带用完时保持复合带14的张力和张紧度。就此而言,第一辊64可沿线性导轨72前后运动。第二辊66位于第一辊64的下游,第三辊68和第四辊70位于第二辊66的下游。
22.穿过带层压头10的复合带14的精确引导由辊48的位置设定并限定出复合带路径18。复合带路径18在图3中由多个箭头线示意表示,这些箭头线位于复合带14的旁边沿着它的张紧范围从带供应卷轴38、越过辊48而到达出口60。在图3的实施例中,复合带路径18以与以往的带层压头相反的方式引导复合带14。反转的作用是使复合带14的衬纸侧16面朝下并与铺设表面62面对。在不同的实施例中,可以以各种方式执行反转。在本实施例中,当复合带14最初离开带供应卷轴38时,其运动方向通过第一辊64转到相反方向。在这里的示例中,第一辊64将复合带14从其先前方向重新定向一百八十度(180
°
);在其他示例中,其他方向的改变也是可能的。这发生在沿复合带路径18的第一位置74处,第一位置74紧邻带供应卷轴38的下游并且在复合带14与下游辊接合之前。然而,在其他实施例中,反转可以在沿复合带路径18的其他位置并通过其他辊发生。在附图的实施例中,由于复合带14的反转引导,当复合带14在辊上运动时,粘性侧40与辊64、66、68、70的外表面面对面抵接。
23.衬纸移除组件54将衬纸36从复合带14的带主体上分离和剥落。此时参考图4,分离发生在沿复合带路径18的第二位置84处。第二位置84位于第一位置74的下游和所有辊48的下游。此外,第二位置84紧邻压实器56的上游并且紧邻出口60的上游。一旦分离,第二粘性侧76露出并准备好用于面对面地施加在铺设表面62上。在附图的实施例中,此时参考图2、图3和图5,衬纸移除组件54包括一组辊78和衬纸收取盘80。一旦衬纸36与带主体分离,辊78协助承载衬纸36。特别参考图5,辊78包括彼此位于下游和上游的多个辊,其中一个辊是张力调节辊82的形式,张力调节辊82的作用是当衬纸36从带主体被拉出并送入衬纸收取盘80时保持衬纸36的张力和张紧度。衬纸收取盘80收集衬纸36并卷绕被送入辊78的下游的衬纸36。衬纸收取盘80可以经由伺服马达被驱动旋转,以收取被剥落的衬纸36。
24.当带主体被施加在铺设表面62上时,压实器56对复合带14的带主体施加压实压力和负载。在不同的实施例中,压实器56可以具有各种设计、构造和部件。在本实施例中,参考图2、图3和图4,压实器56为压实辊86的形式。压实辊86安装在出口60处或与出口60相邻,以便当带主体穿过出口60被分配时,压实辊86可以与带主体接触。在附图的示例中,压实辊86是单个柔软的聚氨酯压实辊。由于衬纸36在压实辊86的上游从复合带14的带主体上被移除,当带主体的施加遇到在铺设表面62中的平面过渡(诸如斜坡、垫块和特定轮廓)时,增强了对带主体的压实效果。
25.应当理解,上述内容是对本发明一个或更多个实施例的描述。本发明不限于本文公开的特定实施例,而是仅由以下权利要求定义。此外,上述描述中包含的陈述涉及特定实施例,并且不应被解释为对本发明范围或权利要求中使用的术语的定义的限制,除非术语或短语在上文有明确的定义。对于本领域技术人员来说,各种其他实施例以及对所公开的实施例的各种变更和修改是显而易见的。所有这些其他实施例、变更和修改都旨在属于所附的权利要求的范围。
26.如在本说明书和权利要求书中使用的,术语“比如”、“例如”、“譬如”、“诸如”和“等”以及动词“包含”、“具有”、“包括”及它们的其他动词形式,当与一个或更多个部件或其他物品的列举一起使用时,均应被解释为开放式,这意味着该列举不应被视为排除了其他、
额外的部件或物品。其他术语应使用其最广泛的合理含义进行解释,除非它们被用于需要不同的解释的上下文中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。