1.本发明属于密封圈加工技术领域,具体涉及聚四氟乙烯密封圈包覆方法。
背景技术:
2.聚四氟乙烯是一种以四氟乙烯作为单体聚合制得的高分子聚合物。白色蜡状、半透明、耐热、耐寒性优良,可在-180~260℃长期使用。这种材料具有抗酸抗碱、抗各种有机溶剂的特点,几乎不溶于所有的溶剂。同时,聚四氟乙烯具有耐高温的特点,它的摩擦系数极低,所以可作润滑作用之余,亦成为了易清洁水管内层的理想涂料,因此通过聚四氟乙烯材料制备的密封圈能够适用在多种领域中。
3.现有聚四氟乙烯密封圈在包覆中,是通过人工进行涂胶加工,该种方法不仅使得工作效率较低,还会造成涂抹不均匀的现象,甚至在后期的加工中,涂抹的胶水从内侧溢出,影响美观和后期的密封,同时现有的包覆生产中,是通过人工实现折弯以及定型,工作效率较低,无法满足大批次的生产,因此存在可改进的空间。
技术实现要素:
4.本发明的目的在于提供聚四氟乙烯密封圈包覆方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:聚四氟乙烯密封圈包覆方法,具体包括以下步骤:
6.步骤一:喷涂,将环状聚四氟乙烯密封垫片单面喷胶,喷涂完成后自然悬挂干燥;
7.步骤二:折弯,将步骤一中干燥的环状聚四氟乙烯密封垫片放置在折弯设备内,通过高温进行第一次弯折折边,折边完成并经过自然冷却后,进入下一步工序,根据环状聚四氟乙烯密封垫片第一次放置的位置进行调换,再次进行第二次弯折折边,放置定型片,并通过折弯设备带动定型片进行第三次弯折折边加工并定型;
8.步骤三:组装,初步裁剪密封条,并将密封条卡入步骤二中已完成定型的聚四氟乙烯密封垫片内;
9.步骤四:修整,去除多余部分的密封条,使得密封条的长度与聚四氟乙烯密封垫片的周长相等,随后进行硫化,硫化完成后,套设在专门的定型模具上定型,保证成品后产品的形状不变,定型完成后,通过人工将凸出至密封条外部的聚四氟乙烯密封垫片进行修剪;
10.步骤五;成品。
11.作为本发明中一种优选的技术方案,在所述步骤一中,干燥时间受空气湿度影响,具体如下:
12.a:当空气湿度为30~75%,温度为20~36℃时,干燥时间为8~12min;
13.b:当空气湿度小于30%,温度小于20℃时,干燥时间为12~20min;
14.c:当空气湿度小于30%,温度大于36℃时,干燥时间为7~12min;
15.d:当空气湿度大于75%,温度小于20℃时,干燥时间为30~50min;
16.e:当空气湿度大于75%,温度大于36℃时,干燥时间为12~15min。
17.作为本发明中一种优选的技术方案,在所述步骤二中,还包括设置在折弯设备加工区域外侧的吸附组件,该吸附组件用于将密封圈在高温加工中的异味吸附排出。
18.作为本发明中一种优选的技术方案,在所述步骤二中,第一次弯折折边设备的加工温度为106~112℃,通过高温定型,而第二次与第三次弯折折边设备的加工温度为120~135℃,每次弯折加热的时间为1~3.5min。
19.作为本发明中一种优选的技术方案,在所述步骤三中,初始裁剪的密封条长度大于弯折定型后聚四氟乙烯密封垫片的周长,避免长度短而无法实现安装,影响成品质量。
20.作为本发明中一种优选的技术方案,所述步骤四中硫化的时间为2.8~4min,而定型的时长为4~6min。
21.作为本发明中一种优选的技术方案,经过所述步骤四修整后的产品表面呈光滑状,保证后期的正常使用,无任何凸起或者毛边结构。
22.与现有技术相比,本发明的有益效果是:
23.通过本发明的设计,能够实现自动化的均匀喷胶,不仅提升了工作效率,同时不会在后期的加工中出现胶水溢出以及影响美观和密封的现象,同时在后续的折弯与定型中,均采用设备与模具进行辅助加工,进一步提升生产效率,并且根据加工中湿度来选择干燥时间,以及后期的硫化,均能够实现对产品质量的提升。
附图说明
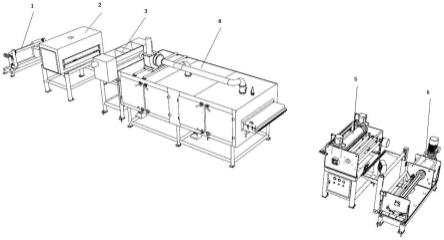
24.图1为本发明包覆方法的示意图。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.实施例1
27.请参阅图1,本发明提供一种技术方案:聚四氟乙烯密封圈包覆方法,具体包括以下步骤:
28.步骤一:喷涂,将环状聚四氟乙烯密封垫片单面喷胶,喷涂完成后自然悬挂干燥,能够实现自动化的均匀喷胶,不仅提升了工作效率,同时不会在后期的加工中出现胶水溢出以及影响美观和密封的现象;
29.步骤二:折弯,将步骤一中干燥的环状聚四氟乙烯密封垫片放置在折弯设备内,通过高温进行第一次弯折折边,折边完成并经过自然冷却后,进入下一步工序,根据环状聚四氟乙烯密封垫片第一次放置的位置进行调换,再次进行第二次弯折折边,放置定型片,并通过折弯设备带动定型片进行第三次弯折折边加工并定型,后续的折弯与定型中,均采用设备与模具进行辅助加工,进一步提升生产效率,并且根据加工中湿度来选择干燥时间,以及后期的硫化,均能够实现对产品质量的提升;
30.步骤三:组装,初步裁剪密封条,并将密封条卡入步骤二中已完成定型的聚四氟乙
烯密封垫片内;
31.步骤四:修整,去除多余部分的密封条,使得密封条的长度与聚四氟乙烯密封垫片的周长相等,随后进行硫化,硫化完成后,套设在专门的定型模具上定型,定型完成后,通过人工将凸出至密封条外部的聚四氟乙烯密封垫片进行修剪;
32.步骤五;成品。
33.本实施例中,在步骤一中,干燥时间受空气湿度影响,具体如下:
34.a:当空气湿度为30~75%,温度为20~36℃时,干燥时间为8min;
35.b:当空气湿度小于30%,温度小于20℃时,干燥时间为12min;
36.c:当空气湿度小于30%,温度大于36℃时,干燥时间为7min;
37.d:当空气湿度大于75%,温度小于20℃时,干燥时间为30min;
38.e:当空气湿度大于75%,温度大于36℃时,干燥时间为12min。
39.本实施例中,在步骤二中,还包括设置在折弯设备加工区域外侧的吸附组件,该吸附组件用于将密封圈在高温加工中的异味吸附排出。
40.本实施例中,在步骤二中,第一次弯折折边设备的加工温度为106℃,而第二次与第三次弯折折边设备的加工温度为120℃,每次弯折加热的时间为1min。
41.本实施例中,在步骤三中,初始裁剪的密封条长度大于弯折定型后聚四氟乙烯密封垫片的周长。
42.本实施例中,步骤四中硫化的时间为2.8min,而定型的时长为4min。
43.本实施例中,经过步骤四修整后的产品表面呈光滑状,无任何凸起或者毛边结构。
44.实施例2
45.与实施例1中的不同之处在于:本实施例中,在步骤一中,干燥时间受空气湿度影响,具体如下:
46.a:当空气湿度为45%,温度为28℃时,干燥时间为10min;
47.b:当空气湿度小于30%,温度小于20℃时,干燥时间为15min;
48.c:当空气湿度小于30%,温度大于36℃时,干燥时间为10min;
49.d:当空气湿度大于75%,温度小于20℃时,干燥时间为40min;
50.e:当空气湿度大于75%,温度大于36℃时,干燥时间为13min。
51.本实施例中,在步骤二中,第一次弯折折边设备的加工温度为110℃,而第二次与第三次弯折折边设备的加工温度为128℃,每次弯折加热的时间为2.5min。
52.本实施例中,步骤四中硫化的时间为3min,而定型的时长为5min。
53.实施例3
54.与上述实施例的不同之处在于:本实施例中,在步骤一中,干燥时间受空气湿度影响,具体如下:
55.a:当空气湿度为75%,温度为6℃时,干燥时间为12min;
56.b:当空气湿度小于30%,温度小于20℃时,干燥时间为20min;
57.c:当空气湿度小于30%,温度大于36℃时,干燥时间为12min;
58.d:当空气湿度大于75%,温度小于20℃时,干燥时间为50min;
59.e:当空气湿度大于75%,温度大于36℃时,干燥时间为15min。
60.本实施例中,在步骤二中,第一次弯折折边设备的加工温度为112℃,而第二次与
第三次弯折折边设备的加工温度为120~135℃,每次弯折加热的时间为3.5min。
61.本实施例中,步骤四中硫化的时间为4min,而定型的时长为6min。
62.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。