1.本发明属于故障检测技术领域,特别是涉及一种基于耦合区间观测器的注塑机电液控制系统故障监测方法、装置、计算机设备和存储介质。
背景技术:
2.众所周知,塑料是包装行业中主要的材料之一,凭借耐腐蚀、易加工等优点,在食品、医疗、化工等行业得到了广泛应用。塑料包装加工过程机械数量众多,其中利用塑料的热塑性原理的注塑机是塑料加工行业的主要成型机电设备。注塑机的主要动力来源为其液压控制系统中定量油泵提供的。在液压控制过程中,合理的控制决策,决定了注塑机工作的准确性和有效性,并间接影响产品的尺寸精度、收缩效果、产品外观以及物理性能。为了提高注塑机电液控制过程的稳定性和可靠性,比较传统的方法则是采用质量更高,鲁棒性更强的传感器、执行器或处理器,然而,这并不能保证系统始终处于安全的运行状态。因此,注塑机电液控制过程的故障监测具有十分重要的意义。
3.故障检测研究可以大致分为数据驱动和基于模型的方法。数据驱动技术旨在通过直接利用分析模型的历史记录和在线数据来解决故障检测问题。因此,它更适合大型系统,特别是当模型难以提出明确的数学描述符时,但该方法的实时性不高。相比之下,基于模型的方法能够以数学方式描述过程动力学并揭示物理意义且故障监测及时,这在实际应用中非常重要。目前关于注塑机的相关的估计监测和分析,大多是人工排查或基于数据驱动的方法。值得注意的是,一旦监督过程的分析模型建立良好,在许多实际案例中,如伺服电机、机械臂等,基于模型的方法被研究,取得了较好的效果。然而,在现有的研究成果中,需要考虑很多假设条件,具有较大的局限性。此外,还没有具体针对于注塑机电液控制过程的基于观测器的故障监测方法被提出。基于模型的故障检测的关键核心是残差的产生,即从系统可测变量中提取故障信息的过程。近年来,观测器作为一种有效的残差产生器,在故障检测领域受到了广泛的关注。
技术实现要素:
4.为了解决针对于注塑机电液控制过程中不确定性的问题,提出一种基于耦合区间观测器的注塑机电液控制系统故障监测方法、装置、计算机设备和存储介质,该方法根据不确定性的注塑机电液控制系统动力学模型,在未考虑故障的情况下,构建耦合区间观测器,该耦合区间观测器提供了两个系统状态的估计值状态变量(注塑机电液控制系统状态的上下界估计值);并通过求解线性矩阵不等式获得耦合区间观测器的有效解,其中线性矩阵不等式是在无故障的情况下成立,当故障发生时,破坏了成立的条件,则满足故障规则,预警产生。本发明提供的方法,充分考虑了系统的不确定性,且由耦合区间观测器形式可知,该监测算法具有较好的鲁棒性和较强的适应性。
5.本发明的第一个目的在于提供一种基于耦合区间观测器的注塑机电液控制系统
故障监测方法。
6.本发明的第二个目的在于提供一种基于耦合区间观测器的注塑机电液控制系统故障监测装置。
7.本发明的第三个目的在于提供一种计算机设备。
8.本发明的第四个目的在于提供一种存储介质。
9.本发明的第一个目的可以通过采取如下技术方案达到:
10.一种基于耦合区间观测器的注塑机电液控制系统故障监测方法,所述方法包括:
11.根据注塑机电液控制系统,建立具有不确定性的注塑机电液控制系统动力学模型;
12.根据所述注塑机电液控制系统动力学模型,在不考虑故障的情况下,构建耦合区间观测器;通过求解线性矩阵不等式获得所述耦合区间观测器的有效解,进而得到耦合区间观测器;
13.根据所述耦合区间观测器中注塑机电液控制系统状态的上下界估计值,构建故障检测规则,实现对注塑机电液控制系统进行故障检测。
14.进一步的,所述根据注塑机电液控制系统,建立具有不确定性的注塑机电液控制系统动力学模型,包括:
15.根据注塑机电液控制系统,在忽略油缸泄露的假设下,得到注塑机电液控制系统的状态空间数学模型为:
[0016][0017][0018]
其中,且a2和a3为活塞无杆侧和杆侧的作用面积,b1为液压系统中油缸负载和油缸内活塞的粘性阻尼系数,k5为负载刚度,m为电液系统中油缸的活塞及负载的总质量,β为液体体积弹性模量,v1液压缸两腔总面积,k1为比例增益,k2、k4分别为伺服阀增益、伺服阀流量压力系数,x(t)、y(t)和u(t)分别为系统的状态、测量输出和控制输入,系统状态x(t)为液压缸位移和速度以及负载压降;
[0019]
在所述状态空间数学模型的基础上,考虑系统不确定性的存在可能,得到具有不确定性的注塑机电液控制系统动力学模型为:
[0020]
[0021]
y(t)=cx(t) d2(t)
[0022]
其中,d1(t)和d2(t)为注塑机电液控制系统的干扰和传感器测量噪声。
[0023]
进一步的,所述根据注塑机电液控制系统,在忽略油缸泄露的假设下,得到注塑机电液控制系统的状态空间数学模型,包括:
[0024]
电液控制系统分为伺服放大器、电液伺服阀和注塑机系统液压缸及其负载,其中:
[0025]
伺服放大器系统特性描述方程为:
[0026]
i=k1u
[0027]
其中,i为电流信号,u为控制信号;
[0028]
电液伺服阀空载和负载流量方程为:
[0029]
q1=k2i=k3xv[0030]
q2=k3x
v-k4p
l
[0031]
其中,q1和q2分别为空载和负载流量,xv和p
l
分别为伺服阀阀芯位移和负载压降,k3为伺服阀流量系数;
[0032]
注塑机系统内部液压动态方程为:
[0033][0034][0035]
其中,p
l
为负载压降,为压降变化速率,x
p
为液压缸活塞位移,为液压缸活塞速度,为液压缸活塞加速度ps为供油压力则有和c1为液压缸的总泄露系数;
[0036]
在忽略油缸泄露的假设下,跟据上述三个方程,得到注塑机电液控制系统的状态空间数学模型。
[0037]
进一步的,根据所述注塑机电液控制系统动力学模型,在不考虑故障的情况下,构建的耦合区间观测器为:
[0038][0039]
其中,和x(t)分别为注塑机电液控制系统状态的上下界估计值,l为观测器增益矩阵,f为耦合增益矩阵,矩阵l
为观测器增益矩阵l与同维度0矩阵的较大者,且l-=l-l
,和d1(t)以及和d2(t)为不确定性的上下界。
[0040]
进一步的,所述通过求解线性矩阵不等式获得所述耦合区间观测器的有效解,包括:
[0041]
线性矩阵不等式为:
[0042][0043][0044]
f≥0
[0045]
其中,z1、z2为待求系数;
[0046]
求解所述线性矩阵不等式,且根据和得到有效解l和f。
[0047]
进一步的,所述线性矩阵不等式是在不考虑故障的情况下成立,即满足如下条件:
[0048][0049][0050]
其中,e(t)为误差区间。
[0051]
进一步的,所述根据所述耦合区间观测器中注塑机电液控制系统状态的上下界估计值,构建故障检测规则,实现对注塑机电液控制系统进行故障检测,包括:
[0052]
定义上界误差估计
[0053]
定义下界误差估计e(t)=x(t)-x(t);
[0054]
构建故障检测规则,包括:
[0055]
若且e(t)≥0,则系统无故障产生,耦合区间观测器始终有效的提供注塑机电液控制系统状态变量的上下界;
[0056]
否则,系统发生故障,捕获注塑机电液控制系统状态变量的上下界的误差信号。
[0057]
本发明的第二个目的可以通过采取如下技术方案达到:
[0058]
一种基于耦合区间观测器的注塑机电液控制系统故障监测装置,所述装置包括:
[0059]
模型构建模块,用于根据注塑机电液控制系统,建立具有不确定性的注塑机电液控制系统动力学模型;
[0060]
有效解求解模块,用于根据所述注塑机电液控制系统动力学模型,在不考虑故障的情况下,构建耦合区间观测器;通过求解线性矩阵不等式获得所述耦合区间观测器的有效解,进而得到耦合区间观测器;
[0061]
系统检测模块,用于根据所述耦合区间观测器中注塑机电液控制系统状态的上下界估计值,构建故障检测规则,实现对注塑机电液控制系统进行故障检测。
[0062]
本发明的第三个目的可以通过采取如下技术方案达到:
[0063]
一种计算机设备,包括处理器以及用于存储处理器可执行程序的存储器,所述处理器执行存储器存储的程序时,实现上述的注塑机电液控制系统故障监测方法。
[0064]
本发明的第四个目的可以通过采取如下技术方案达到:
[0065]
一种存储介质,存储有程序,所述程序被处理器执行时,实现上述的注塑机电液控制系统故障监测方法。
[0066]
本发明相对于现有技术具有如下的有益效果:
[0067]
本发明提供的基于耦合区间观测器的注塑机电液控制系统故障监测方法、装置计算机设备和存储介质,根据注塑机电液控制系统,建立具有不确定性的注塑机电液控制系统动力学模型;根据注塑机电液控制系统动力学模型,构建针对于具有扰动和测量噪声的注塑机电液控制过程的耦合区间观测器结构;基于对线性矩阵不等式求解,获得该耦合区间观测器的有效解,进而得到注塑机电液控制过程中系统状的估计值;依据估计值,直接构建电液控制过程中的故障检测规则,用于实现注塑机电液控制系统的监测任务。本发明提供的方法,充分考虑了系统的不确定性,且由耦合区间观测器形式可知,该监测算法具有较好的鲁棒性和较强的适应性,同时,相较于传统的观测器算法具有较低的保守性和计算复杂度。
附图说明
[0068]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
[0069]
图1为本发明实施例1的基于耦合区间观测器的注塑机电液控制系统故障监测方法的流程图。
[0070]
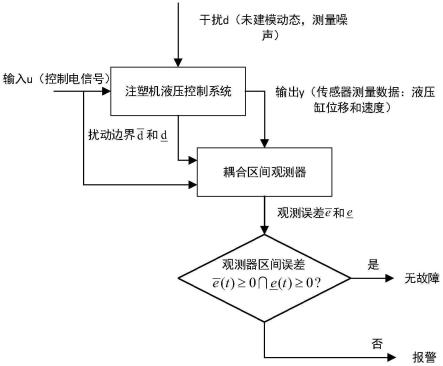
图2为本发明实施例1的基于比例积分观测器的冷凝过程故障检测的原理图。
[0071]
图3为本发明实施例1的注塑机中电液控制系统组成部分。
[0072]
图4为本发明实施例2的耦合区间观测器对于无故障系统状态的区间估计。
[0073]
图5为本发明实施例2的是执行器在40s时刻发生故障下监测情况。
[0074]
图6为本发明实施例2的传感器在40s时刻发生故障下监测情况。
[0075]
图7为本发明实施例4的基于耦合区间观测器的注塑机电液控制系统故障监测装置的结构框图。
[0076]
图8为本发明实施例5的计算机设备的结构框图。
具体实施方式
[0077]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。应当理解,描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
[0078]
实施例1:
[0079]
如图1、2所示,本实施例提供的基于耦合区间观测器的注塑机电液控制系统故障监测方法,包括以下步骤:
[0080]
s101、根据注塑机电液控制系统,建立具有不确定性的注塑机电液控制系统动力学模型。
[0081]
针对于全电动注塑机,如图3所示,其电液控制系统可分为三个部分:第一部分为
伺服放大器、第二部分为电液伺服阀、第三部分为注塑机系统液压缸及其负载,其中:
[0082]
伺服放大器系统特性描述方程为简单的比例环节:
[0083]
i=k1u(1)
[0084]
其中,i为电流信号,k1为比例增益,u为控制信号。
[0085]
电液伺服阀空载和负载流量方程同样为一比例环节:
[0086][0087]
其中,q1和q2分别为空载和负载流量,xv和p
l
分别为伺服阀阀芯位移和负载压降,q=2,3,4,kq分别为伺服阀增益、伺服阀流量系数和伺服阀流量压力系数。
[0088]
注塑机系统内部液压动态方程:
[0089][0090]
其中,a2和a3为活塞无杆侧和杆侧的作用面积且ps为供油压力则有和c1为液压缸的总泄露系数,v1液压缸两腔总面积,β为液体体积弹性模量,m为电液系统中油缸的活塞及负载的总质量,b1为液压系统中油缸负载和油缸内活塞的粘性阻尼系数,k5为负载刚度。
[0091]
在忽略油缸泄露的假设下,即c1=0,依据式(1)、(2)和(3),可得最终获得其状态空间数学模型为:
[0092][0093][0094]
其中,x(t)、y(t)和u(t)分别为系统的状态、测量输出和控制输入,系统状态x(t)为液压缸位移和速度以及负载压降。由于设计工艺,外部环境和测量噪声等影响,在电液控制系统中不可避免的存在着误差,因此在标称模型(4)基础上,进一步考虑系统不确定性的存在可能,最终获得注塑机电液控制系统的不确定性描述下的状态空间数学模型为:
[0095]
[0096]
其中d1(t)、d2(t)为电液控制系统的干扰和传感器测量噪声。
[0097]
s102、根据注塑机电液控制系统动力学模型,构建耦合区间观测器;通过求解线性矩阵不等式获得耦合区间观测器的有效解,进而得到耦合区间观测器。
[0098]
构建如下形式的耦合区间观测器:
[0099][0100]
其中,和x(t)分别为注塑机液压控制系统状态的上下界估计矢量,l为观测器增益矩阵,f为耦合增益矩阵,矩阵l
为观测器增益矩阵l与同维度0矩阵的较大者,且l-=l-l
,和d1(t)以及和d2(t)为不确定性的上下界。
[0101]
定义上下界误差向量和e(t)=x(t)-x(t),则依据式(6)和(5),其动态响应可被表述为:
[0102][0103]
和
[0104][0105]
结合式(7)和(8),可得如下误差联合动态系统:
[0106][0107]
依据矩阵与向量乘积的缩放定理,可知θ(t)为非负向量,即θ(t)≥0。由下述引理:针对于连续系统当矩阵a为梅茨勒矩阵且输入u(t)为非负向量时,
该连续系统为非负的,即x(t)≥0。利用该引理可知当矩阵为梅茨勒矩阵时,误差联合动态系统(9)为非负的,则有:
[0108][0109]
此外,进一步构建误差区间向量则有:
[0110][0111]
依据连续系统稳定性判定条件,当a-lc 2f为赫尔维茨矩阵时,误差区间系统(11)一致有界且非负,即:
[0112][0113]
由结论(10)和(12)可知该动态系统(6)为注塑机电液控制系统的稳定的耦合区间观测器。
[0114]
接下来,求解观测器的增益矩阵l和f:利用梅茨勒矩阵定义对区间观测器误差系统非负条件进行分解,可得f为非负矩阵为a-lc f为梅茨勒矩阵。那么,耦合区间观测器的存在条件为:
[0115]
c1.耦合增益矩阵f为非负矩阵;
[0116]
c2.矩阵a-lc f为梅茨勒矩阵;
[0117]
c3.矩阵a-lc 2f为赫尔维茨矩阵。
[0118]
对矩阵a-lc 2f进行转置可得a
t-c
t
l
t
2f
t
,则其为赫尔维茨矩阵等价于存在正向量λ使得下式:
[0119]
(a
t-c
t
l
t
2f
t
)λ<0(13)
[0120]
令和则式(13)可被进一步表述为如下的线性矩阵不等式形式:
[0121][0122]
同理条件c2可被表述为:
[0123][0124]
其中,β为正标量,同样地带入l和f的定义可得:
[0125][0126]
由上述推导可知,耦合区间观测器的增益矩阵l和f可通过求解下述线性矩阵不等式:
[0127][0128][0129]
f≥0
[0130]
获得且被表述为和
[0131]
s103、根据耦合区间观测器中的注塑机液压控制系统状态的上下界估计值,构建故障检测规则,实现对注塑机电液控制系统进行故障检测。
[0132]
由构建的耦合区间观测器的状态重构特性可知,不需要构建任何新的残差信号,直接利用耦合区间观测器的误差区间系统作为可用信息,实现对注塑机电液控制系统进行故障检测。构建相应的故障监测规则如下:
[0133]
(1)当无故障产生时,耦合区间观测器始终有效的提供注塑机电液控制系统状态变量的上下界,即相对观测器误差为和e(t)≥0;
[0134]
(2)当故障产生时,上下界的误差信号捕获,即或者
[0135]
本领域技术人员可以理解,实现上述实施例的方法中的全部或部分步骤可以通过程序来指令相关的硬件来完成,相应的程序可以存储于计算机可读存储介质中。
[0136]
应当注意,尽管在附图中以特定顺序描述了上述实施例的方法操作,但是这并非要求或者暗示必须按照该特定顺序来执行这些操作,或是必须执行全部所示的操作才能实现期望的结果。相反,描绘的步骤可以改变执行顺序。附加地或备选地,可以省略某些步骤,将多个步骤合并为一个步骤执行,和/或将一个步骤分解为多个步骤执行。
[0137]
实施例2:
[0138]
注塑机电液控制系统相关参数见表1:
[0139]
表1注塑机电液控制系统相关参数
[0140]
[0141][0142]
相应的单反馈电液控制系统的状态空间方程的矩阵参数为:
[0143][0144][0145]
其不确定被假定为:
[0146][0147]
通过求解线性矩阵不等式(16),可得耦合区间观测器的增益l和f为:
[0148][0149]
最终的耦合区间观测器被构建如下:
[0150][0151]
其中,和x(t)为注塑机液压控制系统状态的上下界估计矢量,u(t)为控制输入,y(t)为传感器测量输出。最终的监测结果见图4-6。图4为设计的耦合区间观测器对于无
故障系统状态的区间估计;图5为执行器在40s时刻发生故障下监测情况;图6为传感器在40s时刻发生故障下监测情况。从仿真实验结果可以看出,耦合区间观测器很好的解决了扰动对于故障监测的影响,具有较好的观测特性且在不需要额外构建残差信号的情况,直接利用区间误差信号,能够及时的对于液压控制过程中故障发生给出警告,并配合偏差项规则更为全面的辨识了故障的类型,避免了更进一步危害的产生。
[0152]
实施例3:
[0153]
注塑机在工作过程中,除了电液控制系统过程需要相关状态检测外,在其他许多生成工序上,同样存在监测的必要。在塑化和冷凝过程中,利用料筒外壁加热丝进行热塑,若温度过低,塑料熔化不均匀,塑化不完全,熔融后的塑料颗粒中存在气泡,若温度过高,易造成塑料溶体热分解,造成原材料的浪费和出现流涎问题。值得注意的是,料筒热塑控制过程的数学模型与(4)类似:
[0154][0155]
其中,γ为一阶惯性环节系数,τ为时间系数,t(t)为温度变量,u(t)为控制输入。因此,本方法同样适用于注塑机的冷凝和热塑过程的温度的监测任务。
[0156]
实施例4:
[0157]
如图7所示,本实施例提供了一种基于耦合区间观测器的注塑机电液控制系统故障监测装置,该装置包括模型构建模块701、有效解求解模块702和系统检测模块703,其中:
[0158]
模型构建模块701,用于根据注塑机电液控制系统,建立具有不确定性的注塑机电液控制系统动力学模型;
[0159]
有效解求解模块702,用于根据所述注塑机电液控制系统动力学模型,在不考虑故障的情况下,构建耦合区间观测器;通过求解线性矩阵不等式获得所述耦合区间观测器的有效解,进而得到耦合区间观测器;
[0160]
系统检测模块703,用于根据所述耦合区间观测器中注塑机电液控制系统状态的上下界估计值,构建故障检测规则,实现对注塑机电液控制系统进行故障检测。
[0161]
本实施例中各个模块的具体实现可以参见上述实施例1,在此不再一一赘述;需要说明的是,本实施例提供的装置仅以上述各功能模块的划分进行举例说明,在实际应用中,可以根据需要而将上述功能分配由不同的功能模块完成,即将内部结构划分成不同的功能模块,以完成以上描述的全部或者部分功能。
[0162]
实施例5:
[0163]
本实施例提供了一种计算机设备,该计算机设备可以为计算机,如图8所示,其通过系统总线801连接的处理器802、存储器、输入装置803、显示器804和网络接口805,该处理器用于提供计算和控制能力,该存储器包括非易失性存储介质806和内存储器807,该非易失性存储介质806存储有操作系统、计算机程序和数据库,该内存储器807为非易失性存储介质中的操作系统和计算机程序的运行提供环境,处理器802执行存储器存储的计算机程序时,实现上述实施例1的注塑机电液控制系统故障监测方法,如下:
[0164]
根据注塑机电液控制系统,建立具有不确定性的注塑机电液控制系统动力学模型;
[0165]
根据所述注塑机电液控制系统动力学模型,在不考虑故障的情况下,构建耦合区
间观测器;通过求解线性矩阵不等式获得所述耦合区间观测器的有效解,进而得到耦合区间观测器;
[0166]
根据所述耦合区间观测器中注塑机电液控制系统状态的上下界估计值,构建故障检测规则,实现对注塑机电液控制系统进行故障检测。
[0167]
实施例6:
[0168]
本实施例提供了一种存储介质,该存储介质为计算机可读存储介质,其存储有计算机程序,所述计算机程序被处理器执行时,实现上述实施例1的注塑机电液控制系统故障监测方法,如下:
[0169]
根据注塑机电液控制系统,建立具有不确定性的注塑机电液控制系统动力学模型;
[0170]
根据所述注塑机电液控制系统动力学模型,在不考虑故障的情况下,构建耦合区间观测器;通过求解线性矩阵不等式获得所述耦合区间观测器的有效解,进而得到耦合区间观测器;
[0171]
根据所述耦合区间观测器中注塑机电液控制系统状态的上下界估计值,构建故障检测规则,实现对注塑机电液控制系统进行故障检测。
[0172]
需要说明的是,本实施例的计算机可读存储介质可以是计算机可读信号介质或者计算机可读存储介质或者是上述两者的任意组合。计算机可读存储介质例如可以是但不限于电、磁、光、电磁、红外线、或半导体的系统、装置或器件,或者任意以上的组合。计算机可读存储介质的更具体的例子可以包括但不限于:具有一个或多个导线的电连接、便携式计算机磁盘、硬盘、随机访问存储器(ram)、只读存储器(rom)、可擦式可编程只读存储器(eprom或闪存)、光纤、便携式紧凑磁盘只读存储器(cd-rom)、光存储器件、磁存储器件、或者上述的任意合适的组合。
[0173]
综上所述,本发明基于液压缸位移的测量值,提出针对于具有扰动和测量噪声的注塑机电液控制过程的耦合区间观测结构;基于对线性矩阵不等式求解,获得该耦合区间观测器增益有效解,进而得到注塑机电液控制过程中液压缸位移和速度以及负载压降的估计值。依据有效估计值,直接构建电液控制过程故障检测规则实现对于注塑机电液控制系统的监测任务。本发明提供的方法,充分考虑了系统的不确定性,且由观测器形式可知,该监测算法具有较好的鲁棒性和较强的适应性。同时,相较于传统的观测器算法具有较低的保守性和计算复杂度。
[0174]
以上所述,仅为本发明专利较佳的实施例,但本发明专利的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明专利所公开的范围内,根据本发明专利的技术方案及其发明构思加以等同替换或改变,都属于本发明专利的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。