1.本实用新型涉及模具技术领域,更具体地说,它涉及陶瓷产品成型模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,在外力作用下使坯料成为有特定形状和尺寸的制件的工具。
3.现有技术的不足之处:现有的陶瓷产品成型模具在使用时,模具的压合精度较差,导致产品的成型精度较差,与配套零件不匹配,造成产品资源的浪费,且现有的陶瓷产品成型模具在产品成型后,较难脱模,费时费力,为此,急需解决上述问题。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供陶瓷产品成型模具,其具有的特点能够使模具的压合精度较高且便于脱模。
5.为实现上述目的,本实用新型提供了如下技术方案:
6.包括陶瓷模具主体,所述陶瓷模具主体的顶端设有精密压模组件,所述陶瓷模具主体的顶端活动连接有上模具,所述上模具的底端两侧均固定连接有定位杆,两个所述定位杆的一侧均活动连接有第一伸缩块,两个所述第一伸缩块的一端外壁均活动套接有第一限位弹簧,两个所述定位杆的另一侧均活动连接有第二伸缩块,两个所述第二伸缩块的一端外壁均活动套接有第二限位弹簧,所述陶瓷模具主体的底端中部设有脱模组件,所述陶瓷模具主体的底端中部活动连接有齿轮卡槽,所述齿轮卡槽的底端活动卡和有齿轮卡块,所述齿轮卡块的底端活动连接有旋转盘,所述旋转盘与齿轮卡块的底端活动连接有双极丝杆;
7.通过采用上述技术方案,有利于快速将陶瓷成型产品由陶瓷模具主体中进行脱模,避免传统脱模过程效率较差的问题。
8.进一步地,所述陶瓷模具主体的顶端两侧均开设有定位槽,两个所述定位槽的内部两对立侧均开设有柱形放置槽,所述陶瓷模具主体的一侧活动连接有两个第一按钮,所述陶瓷模具主体的另一侧活动连接有两个第二按钮。
9.通过采用上述技术方案,便于将两个第一伸缩块与两个第二伸缩块活动卡接在定位槽内部的柱形放置槽内,将上模具固定在陶瓷模具主体上。
10.进一步地,所述上模具的顶端固定连接有两个电动伸缩杆,两个所述电动伸缩杆的顶端固定连接有支撑架。
11.通过采用上述技术方案,便于在支撑架的固定支撑下,开启两个电动伸缩杆,带动上模具向下移动,对陶瓷模具主体进行紧密压合。
12.进一步地,所述支撑架的底端固定连接有底座,所述底座的顶端中部固定连接有
陶瓷模具主体。
13.通过采用上述技术方案,便于对陶瓷模具主体与支撑架起到固定支撑作用。
14.进一步地,所述齿轮卡块的中部开设有十字卡槽,所述齿轮卡槽的中部为凸起的十字结构。
15.通过采用上述技术方案,便于将齿轮卡槽的底端与齿轮卡块进行卡和,在旋转双极丝杆时,带动齿轮卡块内部的齿轮卡槽向上移动。
16.综上所述,本实用新型具有以下有益效果:
17.1、通过设置精密压模组件,在支撑架的固定支撑下,开启两个电动伸缩杆,带动上模具向下移动,当移动至两个定位槽处时,此时,两个第一伸缩块与两个第二伸缩块在两个第一限位弹簧与两个第二限位弹簧的弹性作用下收缩卡进定位槽内部卡槽中,从而将上模具固定在陶瓷模具主体的顶端,从而实现了快速将上模具与下模具进行紧密贴合,避免了因模具错位而造成陶瓷产品成型精度差的问题。
18.2、通过设置脱模组件,当陶瓷产品成型后开始脱模时,按动两个第一按钮与两个第二按钮,将上模具由陶瓷模具主体的顶端移出,转动双极丝杆,带动与之活动连接的齿轮卡块由旋转盘处向上移,将齿轮卡块顶端的齿轮卡槽顶出,即可带动齿轮卡槽顶端的陶瓷成型产品向上移出,有利于快速将陶瓷成型产品由陶瓷模具主体中进行脱模,避免传统脱模过程效率较差的问题。
附图说明
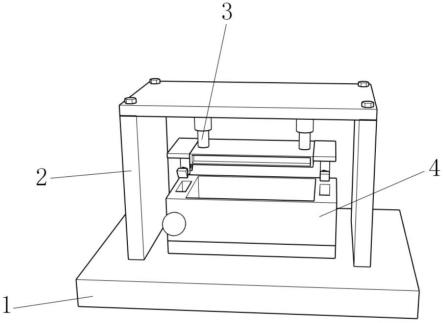
19.图1为本实用新型的整体结构示意图;
20.图2为本实用新型的主体处剖视结构示意图;
21.图3为本实用新型中精密压模组件处结构爆炸示意图;
22.图4为本实用新型中第一按钮处结构爆炸示意图;
23.图5为本实用新型中脱模组件处结构爆炸示意图。
24.图中:
25.1、底座;2、支撑架;3、精密压模组件;301、上模具;302、电动伸缩杆;303、第一伸缩块;304、第一限位弹簧;305、定位杆;306、第二限位弹簧;307、第二伸缩块;308、定位槽;309、第二按钮;310、第一按钮;4、陶瓷模具主体;5、脱模组件;501、齿轮卡槽;502、齿轮卡块;503、旋转盘;504、双极丝杆。
具体实施方式
26.实施例:
27.以下结合附图1-5对本实用新型作进一步详细说明。
28.请参阅图1-5,本实用新型提供一种技术方案:陶瓷产品成型模具,如图1-3所示,包括陶瓷模具主体4,陶瓷模具主体4的顶端设有精密压模组件3,陶瓷模具主体4的顶端活动连接有上模具301,上模具301的底端两侧均固定连接有定位杆305,两个定位杆305的一侧均活动连接有第一伸缩块303,两个第一伸缩块303的一端外壁均活动套接有第一限位弹簧304,两个定位杆305的另一侧均活动连接有第二伸缩块307,两个第二伸缩块307的一端外壁均活动套接有第二限位弹簧306,陶瓷模具主体4的顶端两侧均开设有定位槽308,两个
定位槽308的内部两对立侧均开设有柱形放置槽,陶瓷模具主体4的一侧活动连接有两个第一按钮310,陶瓷模具主体4的另一侧活动连接有两个第二按钮309,上模具301的顶端固定连接有两个电动伸缩杆302,两个电动伸缩杆302的顶端固定连接有支撑架2,支撑架2的底端固定连接有底座1,底座1的顶端中部固定连接有陶瓷模具主体4;
29.本实施例中,在支撑架2的固定支撑下,开启两个电动伸缩杆302,带动上模具301向下移动,当移动至两个定位槽308处时,此时,两个第一伸缩块303与两个第二伸缩块307在两个第一限位弹簧304与两个第二限位弹簧306的弹性作用下收缩卡进定位槽308内部卡槽中,从而将上模具301固定在陶瓷模具主体4的顶端。
30.如图4-5所示,陶瓷模具主体4的底端中部设有脱模组件5,陶瓷模具主体4的底端中部活动连接有齿轮卡槽501,齿轮卡槽501的底端活动卡和有齿轮卡块502,齿轮卡块502的底端活动连接有旋转盘503,旋转盘503与齿轮卡块502的底端活动连接有双极丝杆504,齿轮卡块502的中部开设有十字卡槽,齿轮卡槽501的中部为凸起的十字结构;
31.本实施例中,当陶瓷产品成型后开始脱模时,按动两个第一按钮310与两个第二按钮309,将上模具301由陶瓷模具主体4的顶端移出,转动双极丝杆504,带动与之活动连接的齿轮卡块502由旋转盘503处向上移,将齿轮卡块502顶端的齿轮卡槽501顶出,即可带动齿轮卡槽501顶端的陶瓷成型产品向上移。
32.工作原理:在使用时,在支撑架2的固定支撑下,开启两个电动伸缩杆302,带动上模具301向下移动,当移动至两个定位槽308处时,此时,两个第一伸缩块303与两个第二伸缩块307在两个第一限位弹簧304与两个第二限位弹簧306的弹性作用下收缩卡进定位槽308内部卡槽中,从而将上模具301固定在陶瓷模具主体4的顶端,从而实现了快速将上模具与下模具进行紧密贴合,当陶瓷产品成型后开始脱模时,按动两个第一按钮310与两个第二按钮309,将上模具301由陶瓷模具主体4的顶端移出,转动双极丝杆504,带动与之活动连接的齿轮卡块502由旋转盘503处向上移,将齿轮卡块502顶端的齿轮卡槽501顶出,即可带动齿轮卡槽501顶端的陶瓷成型产品向上移出,快速将陶瓷成型产品由陶瓷模具主体4中进行脱模。
33.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。