1.本发明涉及一种用于通过构建材料浆体的细丝沉积来制造三维结构的系统和方法。
背景技术:
2.增材制造目前被广泛应用,并且存在多种技术。增材制造是一种用于对结构进行逐层构建的合适的技术,并且所制造的结构可以用于各种应用。
3.基于挤出的增材制造方法已经被用于三维结构的制备。构建材料(例如,粘性浆料、可熔化的聚合物、水凝胶等)以细丝的形式通过喷嘴挤出。在通过构建材料的挤出进行沉积期间,通过喷嘴相对于打印床的相对移动可以获得特定布置的细丝。在材料沉积期间,构建材料的细丝从喷嘴挤出并且根据预定的图案相对于彼此定位,以提供所需的三维结构。铺设图案(lay-down pattern)由打印路径决定,并且对打印结构的形状和性能有主要影响。基于挤出的技术可以用于对三维结构进行打印。以这种方式,可以获得复杂的几何形状和三维结构,复杂的几何形状和三维结构可以是非多孔的或者可以是多孔的并且包括从外部可进入的内部孔的互连网络,并且对于某些应用可能是必需的。
4.现有的系统和方法对于实施三维物体(诸如多孔结构)的大规模生产来说可能是相当缓慢和低效的。需要对通过基于挤出的打印过程制造的三维结构的打印过程进行改进。通常,打印过程相当缓慢,使得在避免涉及高成本的同时,很难用于打印需要更高产量的各种物体。希望获得一种能够以有效的方式增加打印的3d结构的产量的系统。
技术实现要素:
5.本发明的目的是提供一种消除上述缺点中的至少一个缺点的方法和系统。
6.另外地或替代地,本发明的目的是改进用于三维结构的增材制造工艺。
7.另外地或替代地,本发明的目的是提高用于制备三维结构的基于挤出的增材制造过程的效率。
8.对此,本发明提供一种用于制造三维结构的系统,所述系统包括多个打印工位,所述多个打印工位用于在受限空间中执行并行打印,其中,每个打印工位包括承载部、沉积单元和工位控制器,所述沉积单元具有至少一个喷嘴,所述至少一个喷嘴被设置为用于通过至少一个喷嘴的开口区域来分配构建材料浆料的细丝,所述工位控制器被配置为操作所述沉积单元,以将构建材料浆料的细丝以在多个堆叠层中进行互连布置的方式沉积在所述承载部上,以便形成一个或多个三维结构,所述至少一个喷嘴和可拆卸承载部能够相对于彼此相对地移动,其中,所述沉积单元被联接到储存部单元,所述储存部单元被配置为容纳构建材料浆料,其中,所述储存部单元包括至少一个储存部,所述至少一个储存部被设置在所述受限空间的外部。
9.浆料储存部可以被布置在打印工位的工作空间或受限空间的外部,在该工作空间或受限空间中,通过将构建材料挤出为细丝并且将这些细丝沉积在承载部上来打印三维结
构。以这种方式,不需要在打印工位的工作空间中进行操作就可以处理浆料储存部,例如断开浆料储存部。可以获得更高效、更连续和/或更安全的打印过程。不需要接近沉积头就可以容易地更换储存部,并且该储存部与存在于承载部上的三维结构相互作用的风险可以降低到最小。与将储存部布置在打印工位的沉积头上或将储存部布置成与打印工位的沉积头相邻相比,这提供了重要的优点。储存部可以被安装在相对于沉积头的较远位置上。构建材料浆料(例如粘性浆料)可以通过管部等提供给沉积头,该管部在储存部和沉积头之间提供流体连通。
10.该系统可以在封闭环境中具有多个打印工位,在封闭环境的外部(例如,在壳体的外部)具有可互换的打印储存部。可以容易地更换被设置在封闭环境的外部的储存部,例如,当储存部被更换时不需要停止打印过程。
11.可选地,承载部是可拆卸承载部,可拆卸承载部被可移除地设置在打印工位中。
12.可选地,受限空间由壳体封闭。
13.可选地,至少一个储存部被设置在封闭受限空间的壳体的外侧。
14.将储存部设置在打印工位的壳体和/或系统的壳体的外部可以提供重要的优点。
15.被安装在外部的储存部可以便于对至少一个储存部进行更换。即使在打印工位的打印操作期间,可以更好地接近储存部15以进行更换。可以在防止使零件(例如,打印工位的沉积单元和承载部中的至少一个)移动的同时进行更换。
16.该系统可以具有一个或多个壳体。在一些示例中,该系统具有封闭多个打印工位的系统壳体。在一些示例中,每个打印工位具有至少封闭承载部和沉积单元的其自身的壳体。在一些示例中,多个打印工位可以被细分为打印工位组,每组打印工位具有至少封闭该组打印工位的承载部和沉积单元的公共壳体。壳体可以是流体密封的,使得能够处理有毒或危险的化学品,对于这些有毒或危险的化学品,例如,需要进行气体抽取。
17.可选地,系统被设置为使得每个打印单元能够通过开口(例如,面板或舱口或门或窗口)单独地进入。以这种方式,例如操作人员可以接近打印工位的内部装置(例如,更换打印喷嘴、解决喷嘴堵塞、移除打印时出错的零件等),而不会使得在其他工位中执行的打印操作受到该打印工位的影响。此外,这可以在不影响其他打印工位的承载部(例如,托盘)的供应和移除的情况下进行。
18.可选地,至少一个储存部能够通过附接装置可拆卸地连接到壳体。
19.将理解的是,可以使用不同类型的附接装置。附接装置可以提供快速附接或联接。以这种方式,可以便于在系统中装配一个或多个储存部。
20.可选地,壳体包括用于至少一个储存部的保持件,其中,保持件包括联接接口,该联接接口用于将至少一个储存部可移除地联接到打印工位的壳体,其中,保持件包括第一接口和第二接口,第一接口用于在至少一个储存部和沉积单元之间提供用于构建材料浆料的流体连通,第二接口用于向至少一个储存部提供流体压力。
21.用于容纳构建材料浆料的储存部可以被设置在受限环境的外部,在该受限环境中,通过构建材料浆料的挤出来执行打印。储存部可以具有管部(例如软管),该管部在沉积单元的喷嘴和浆料储存部之间提供流体连接(用于运送构建材料浆料)。第二接口被设置为向至少一个储存部提供压力,特别是向至少一个储存部的内部体积提供压力,以使得构建材料浆料朝向承载部挤出。
22.可选地,至少一个储存部是可更换的和/或可互换的。
23.可以容易地接近浆料储存部以进行更换、再填充等。通过这种方式可以显著地增强打印过程。该储存部可以用相同的储存部(例如再填充)或者不同的储存部来更换。
24.可选地,保持件被设置为提供万向联接,以使得能够将不同类型的储存部附接到壳体。
25.联接装置可以由快速附接构件、快速紧固装置、快速连接装置、快速连接单元、联接组件等提供。
26.可选地,至少一个储存部包括通信单元,该通信单元被配置为能够与系统的一个或多个控制器进行通信联接,其中,该通信单元被配置为传递指示储存部内的构建材料浆料的量的数据。
27.可选地,至少一个储存部包括一个或多个窗口,一个或多个窗口能够对储存部内的构建材料浆料的量进行可视指示。至少一个储存部内的构建材料浆料的量也可以通过传感器来评估,该传感器可以包含在储存部中或位于储存部的外部。
28.可选地,至少一个储存部包括至少一个传感器,至少一个传感器用于提供指示储存部内的构建材料浆料的量的数据。可选地,至少一个传感器是内部传感器。
29.可选地,至少一个喷嘴中的每一个喷嘴被联接到用于供给构建材料浆料的至少一个储存部。
30.可选地,至少一个喷嘴中的每一个喷嘴被联接到用于供给构建材料浆料的至少两个储存部。有利地,通过这种方式可以提高打印过程的连续性。
31.可选地,至少一个喷嘴中的至少一个喷嘴被连接到用于至少两个储存部的附接装置,该附接装置使得在不中断打印过程的情况下能够从第一储存部切换到另一个储存部。在不中断打印过程的情况下可以更换几乎为空的储存部。在不中断打印过程的情况下还可以从一种构建材料浆料切换到另一种构建材料浆料。
32.可选地,沉积单元至少包括第一喷嘴和第二喷嘴,其中,第一喷嘴被联接到用于供给第一构建材料浆料的第一储存部,并且第二喷嘴被联接到用于供给第二构建材料浆料的第二储存部。在一些示例中,第一构建材料浆料和第二构建材料浆料是相同的。第一构建材料浆料和第二构建材料浆料也可以是不同的。
33.可选地,第一喷嘴还被联接到第二储存部,并且第二喷嘴还被联接到第一储存部。
34.可选地,至少一个储存部是可再填充的。
35.可选地,系统包括定位结构,定位结构被设置为用于将承载部定位在打印工位内。
36.在一些示例中,承载部包括锁定单元,锁定单元用于确保承载部被正确地定位在打印工位内。锁定单元例如可以包括一个或多个锁定销。
37.可选地,系统包括光学单元,光学单元被配置为检查承载部是否被布置在打印工位中。然而,可以使用机械构件进行定位。打印工位可以例如具有运动学联接。可选地,承载部在打印工位中的位置是固定的。
38.可选地,系统包括多个集成的打印工位。
39.可选地,系统被设置为集成两个或更多个单独的打印工位。
40.可选地,系统包括受限环境,三维结构在受限环境中打印。
41.可选地,系统包括多个单独的打印工位,打印工位的至少一个子集是基于微挤出
技术得到的。
42.可选地,系统包括用于提供要在其上打印的承载部的构件,例如机器人系统。在一些示例中,机器人单元被设置为能够在打印工位中提供和移除承载部。机器人单元可以被配置为与系统的多个打印工位交互。
43.可选地,系统包括自动处理系统,自动处理系统位于由系统形成的受限环境内,自动处理系统被配置为向打印工位中的每一个打印工位提供承载部并且将例如其上打印有三维结构的承载部从打印工位移除。
44.可选地,系统包括用于收集具有打印的三维结构(例如,物体)的承载部以用于运送的构件。
45.可选地,系统包括软件程序产品,软件程序产品被配置为使得能够对集成的打印工位的产量进行优化。
46.可选地,系统包括受限环境,受限环境例如由壳体包围。
47.可选地,受限环境包括物理屏障。为了操作人员的安全可能提供该物理屏障。
48.可选地,系统包括通风单元,通风单元被配置为使受限环境中的气体通风/从受限环境中抽取气体。
49.可选地,系统包括调节单元,调节单元被配置为调节受限环境内的介质(例如空气)。在一些示例中,可以控制温度和/或湿度。
50.可选地,系统包括用于对在打印工位中的打印期间可能释放的气体、挥发性物质和/或气溶胶进行通风/抽取的构件。
51.可选地,系统被配置为在受限环境的至少区域中提供改变的气体环境。以这种方式,一个或多个打印工位能够在改变的气体环境(例如惰性气体)下操作。
52.可选地,系统被配置为在受限环境中提供受控制的光照条件。因此,一个或多个打印工位可以被配置为在受控制的光照条件下操作。打印工位可以被配置为在受控制的波长的光照下操作,例如,在uv或ir光照下或任意其他期望波长的照射下操作。一个或多个打印工位可以被配置为在受控制的光照条件下操作期望的时间段。
53.可选地,能够从系统的受限环境的外部进入每个单独的打印工位。
54.可选地,系统被配置为使得在不需要中断在其他打印工位上的打印活动或者由机器人单元对其它打印工位的自动的承载部处理的情况下,执行停止在特定打印工位上的打印活动或者在特定打印工位上的承载部处理活动中的至少一个。
55.可选地,系统的打印工位被配置为接纳用于在其上进行一个或多个三维结构的3d打印的承载部。打印工位可以包括能够以自动的方式对承载部进行定位的构件。
56.可选地,系统的打印工位被配置为以自动的方式移除其上打印有一个或多个三维结构的承载部。因此,该系统可以被设置为使用单一类型的承载部,或者使用不同类型的承载部。承载部可以例如在大小、几何形状、高度等方面不同。
57.可选地,系统的多个打印工位相对于彼此相同或不同。
58.可选地,打印工位可以具有一个或多个打印头。
59.可选地,提供用于打印的构建材料浆料的供应的至少一个储存部被布置在受限环境的外部。
60.可选地,提供用于打印的构建材料浆料的供应的至少一个储存部能够通过快速连
接装置进行交换。
61.可选地,容纳构建材料浆料的储存部是浆料盒。盒可以具有能够快速和容易地附接到打印工位或系统的连接构件。
62.可选地,机器人单元可以被配置为向打印工位提供承载部。机器人单元可以被配置为与打印工位交互,以在承载部保持件中布置承载部的堆或堆叠。另外地或替代地,可以提供支架或推车,空闲承载部能够被布置在支架或推车中。另外地或替代地,可以提供支架或推车,包括打印的三维结构的承载部能够被布置在支架或推车中能。另外地或替代地,传送带可以被用于向机器人单元供应承载部,和/或用于将承载三维打印结构的承载部从机器人单元运送走。由传送带供应的承载部例如可以是空闲承载部,使得空闲承载部可以被布置在打印工位中。
63.可选地,机器人单元可以是自动的承载部处理系统。
64.可选地,机器人单元包括自动的(计算机控制的)平移和/或旋转系统(诸如机器人、雪橇(sledge)、传送带、柱塞(plunger)、旋转盘等)中的至少一个。
65.可选地,机器人单元可以被配置为在自动处理期间,例如通过夹紧或销锁定来固定承载部。
66.可选地,在自动处理期间,可以监测承载部的固定。
67.可选地,所述承载部可以是板状件、托盘或其他物体,在板状件、托盘或其他物体上执行三维结构的打印。
68.可选地,对在承载部的运送期间产生的加速度和振动进行控制。例如,可以在机器人单元的受控制的加速度和振动下执行对其上打印有一个或多个三维结构的承载部的移除。这使得能够运送具有受限制的物理/振动稳定性的零件。
69.可选地,机器人单元被配置为能够收集三维结构。可选地,机器人单元是收集系统的一部分。
70.可选地,机器人单元被布置在受限环境内。
71.可选地,收集系统包括推车或支架,在推车或支架上能够收集多个承载部(例如,托盘、板状件、基板)。
72.可选地,收集系统包括盒部或容器,在盒部或容器中能够收集三维打印结构。
73.可选地,收集系统包括传送带,传送带用于向系统运送承载部和/或将承载部从系统运送走。
74.可选地,通过将特定位置(例如,收集对接工位(collection docking station)),解锁来使每个容器能够从受限环境移除。
75.可选地,每个收集单元具有手动或自动的移除机构。
76.可选地,系统包括被配置为在系统的一个或多个控制器上运行的计算机程序产品。
77.可选地,计算机程序产品被配置为对空闲承载部的供应进行控制和监测。
78.可选地,计算机程序产品被配置为对单独的打印机中的每一个单独的打印机上的打印过程的进度进行控制和监测。
79.可选地,计算机程序产品被配置为操作机器人单元,使得在打印工位上的针对特定承载部的打印作业结束之后,从打印工位移除特定承载部。
80.可选地,计算机程序产品被配置为操作机器人单元,使得将承载部和/或一个或多个打印的三维结构布置在收集系统中。
81.可选地,计算机程序产品被配置为对涉及多个打印工位和多个承载部的打印作业的总体状态进行跟踪。
82.可选地,计算机程序产品被配置为估计完成打印作业的时间。
83.可选地,计算机程序产品被配置为估计用于交换材料储存部的时间。
84.可选地,计算机程序产品被配置为当用于承载部的收集单元满载时进行指示。
85.可选地,系统被设置为用于制造三维结构。
86.可选地,系统包括彼此邻近的多个打印工位。在一些示例中,多个打印工位被定位成彼此紧邻。打印工位例如可以被设置为彼此相邻地。
87.可选地,系统包括多个单独的打印工位,打印工位的至少一个子集是基于微挤出技术得到的。微挤出被理解为包括将构建材料以细丝的形式通过挤出喷嘴挤出。构建材料可以是室温下的浆料。可选地,通过温度控制来调节用于3d打印的构建材料的粘度(例如,可以使用增加温度来降低粘度)。
88.根据一个方面,本发明提供一种用于制造三维结构的方法,所述方法包括提供多个打印工位,所述多个打印工位用于在受限空间中执行并行打印,其中,每个打印工位设置有承载部、沉积单元和工位控制器,所述沉积单元具有至少一个喷嘴,所述至少一个喷嘴被设置为用于通过至少一个喷嘴的开口区域来分配构建材料浆料的细丝,所述工位控制器被配置为操作所述沉积单元,以将构建材料浆料的细丝以在多个堆叠层中进行互连布置的方式沉积在所述承载部上,以便形成一个或多个三维结构,所述至少一个喷嘴和可拆卸承载部能够相对于彼此相对地移动,其中,所述沉积单元被联接到储存部单元,所述储存部单元被配置为容纳构建材料浆料,其中,所述储存部单元设置有至少一个储存部,所述至少一个储存部被设置在所述受限空间的外部。
89.至少一个储存部可以被设置在打印工位的公共封闭壳体的外部。
90.可选地,系统具有多个打印工位,其中,每个工位具有用于浆料细丝沉积的一个或多个打印头。系统可以包括一个或多个壳体,以使得能够控制被设置在壳体中的打印工位周围的条件或环境。系统可以被设置为进入多个打印工位中的一个或多个打印区域。
91.可选地,能够通过至少一个进入面板、舱口、门或窗口等进入每个打印工位。可选地,系统被配置为使得连接到包含一个或多个打印工位的壳体的门的打开自动停止由包含在壳体中的所述一个或多个打印工位的打印。
92.可选地,每个打印工位能够被单独地控制。例如,可以对打印工位中的每一个打印工位的所要遵循的打印图案、打印速度、所使用的构建材料浆料、细丝直径、细丝沉积图案等进行调节,例如,可以对打印工位中的每一个打印工位彼此独立地进行调节。
93.可选地,一个或多个构建材料浆料储存部(例如容器)被设置在壳体(一个或多个打印工位的壳体或系统壳体)的外部。可选地,储存部通过快速装配被附接到壳体的外部。储存部可以被设置为向一个或多个打印工位的打印头供应浆料。这种快速装配可以便于连接,使得一旦储存部为空,就能够快速交换储存部。
94.可选地,在可移动承载部上执行打印。承载部可以形成可移动基板,三维结构能够在可移动基板上打印。
95.可选地,每个打印工位包含定位结构,定位结构被设置为用于将承载部定位在打印工位中。以这种方式,可以确保承载部总是以相同的方式被布置在打印工位中。一旦承载部满载或者在承载部上打印有所需数量的三维结构,机器人单元就可以负责将承载部移动到储存系统和/或运送系统。可选地,机器人单元被配置为总是从相同位置取走承载部并且将承载部移动到储存系统和/或运送系统。由于机器人单元更精确地处理承载部,承载部能够更精确地将该承载部布置在储存系统和/或运送系统中。
96.根据一个方面,本发明提供了一种根据本发明的用于制造三维结构的系统的用途。
97.该系统可以在受限空间中具有多个打印工位,在受限空间的外部具有可互换的构建材料浆料储存部。根据另一个方面,该系统可以在封闭环境(例如壳体)中具有多个打印工位,在壳体的外部具有可互换的构建材料浆料储存部。可以容易地更换被设置在受限空间的外部(有利地被设置封闭环境的外部)的储存部,例如,当储存部被更换时不需要停止打印过程。
98.可以设置检测系统,检测系统被配置为检测何时需要更换或补充储存部。不同类型的检测是可能的(例如,光学检测、视觉检测等)。
99.该系统可以保证多个打印工位的打印操作的改进的连续性。当对一个或多个打印工位进行调节时,例如,当更换或再填充构建材料浆料储存部、调节打印工位的控制参数等时,打印工位可以继续工作。另外地或替代地,单个打印工位的操作可以被停止,同时其他打印工位仍在主动地打印。
100.因此可以在不影响其他打印工位的情况下对一个打印工位进行操作。因此,可以对打印工位中的一个打印工位中进行调节,同时系统仍然可以通过其他打印工位继续传送产品。例如,如果在一个工位中移除具有打印的三维结构的承载部,和/或如果在一个工位中更换构建材料浆料储存部,则只有该打印工位被暂时中断或被停止,而其他打印工位可以继续执行打印操作。
101.在一些示例中,可以在不影响其他打印工位操作的情况下改变系统的一个打印工位的打印参数(例如,调节流速)。
102.将理解的是,承载部可以以各种方式体现。该承载部可以例如被体现为板状件、托盘、打印表面、支撑件、基板、保持件等。在一些示例中,承载部提供平坦的表面,三维结构能够在平坦的表面上打印。然而,承载部不需要是平坦的。也可以设想其他形状。
103.根据一个方面,本发明提供了一种用于制造三维结构的系统,所述系统包括多个打印工位和机器人单元,所述机器人单元被配置为与所述多个打印工位交互,所述多个打印工位中的每一个打印工位被设置为能够由所述机器人单元进入,并且其中,每个打印工位包括可拆卸承载部、沉积单元和打印工位控制器,所述沉积单元具有至少一个喷嘴,所述至少一个喷嘴被设置为用于通过至少一个喷嘴的开口区域来分配构建材料浆料的细丝,所述工位控制器被配置为操作所述沉积单元,以将构建材料浆料的细丝以在多个堆叠层中进行互联布置的方式沉积在所述可拆卸承载部上,以便形成一个或多个三维结构,所述至少一个喷嘴和所述可拆卸承载部能够相对于彼此相对地移动,其中,所述打印工位中的每一个打印工位的所述工位控制器被配置为控制至少一个沉积控制参数,其中,所述机器人单元包括用于处理可拆卸承载部的处理装置,其中,所述机器人单元被配置为在所述多个打
印工位中提供、移除和/或更换可拆卸承载部。可选地,所述系统还包括系统控制器,所述系统控制器被配置为操作所述机器人单元,并且其中,所述系统控制器被通信联接到所述多个打印工位,以用于控制在所述多个打印工位上执行的打印任务的至少一个实施过程。
104.多个打印工位或打印机可以被集成在系统中,该系统还包括自动机器人单元,自动机器人单元用于在打印工位中施加、移除和/或更换承载部(例如,板状件、托盘或基板)。该系统能够在多个打印工位处实现改进的并行打印。通过提供打印工位的单独控制和/或构建材料浆料储存部的布置,打印操作可以更好地彼此对准。被设置在系统中的打印机可以以相同的方式操作(即,提供用于从喷嘴挤出构建材料浆料的细丝),或者可以以不同的方式操作,从而在受限空间中组合不同的三维打印系统。
105.该系统控制器可以被配置为控制机器人单元以及该机器人单元与系统的不同打印工位的交互。例如,当打印工位准备打印时,机器人单元可以移除承载部和/或三维打印结构。此外,系统控制器可以被设置为控制打印工位何时开始打印过程,当构建材料浆料储存部(几乎)为空时执行动作等。工位控制器可以被配置为控制本地打印工位。
106.机器人单元可以被配置为确定从打印工位移除的承载部的目的地。机器人单元不一定必须将其上打印有三维打印结构的承载部放回到承载部被供应到打印工位的相同位置(例如支架)上。这例如可以取决于用于打印的三维结构的可选的后处理步骤。
107.可以使用不同类型的挤出增材制造的布置方式,例如粘性浆料到细丝的挤出、细丝供给挤出、螺杆挤出或注射器挤出。这些技术的组合也是可能的。
108.可选地,沉积单元包括多于两个的喷嘴。在一些示例中,沉积单元包括多于四个的喷嘴,甚至多于六个的喷嘴。通过提供较大数量的喷嘴(例如,八个喷嘴),可以增加打印的三维结构的产量。喷嘴中的一些喷嘴也可以被用于不同材料的打印。
109.在注射器挤出机中,材料可以被布置在注射器中,并且打印机可以以受控制的速率压下柱塞,以通过喷嘴挤出细丝。注射器可以例如填充有粘性材料。在一些示例中,另外地,加热的护套可以用于加热或冷却注射器,以在打印前调整构建材料浆料的粘度或将材料(例如聚合物细丝或颗粒)原位熔化到所需的程度。不同类型的注射器挤出系统是可能的。气动压力可以被施加到柱塞上。替代地,柱塞可以通过机械移位来压下,该机械移位例如通过电动马达来实现。机械移位使得能够对体积挤出速率进行更直接的控制,而在气动打印机中,挤出速率可能另外地取决于针的几何形状、材料粘度、气动压力以及先前挤出的细丝的阻碍之间的相互作用。其他替代的设计也是可能的。
110.在螺杆挤出机中,材料可以被供给到由紧密装配的套筒(被称为筒部)包围的螺杆中。当螺杆旋转时,材料可以被迫使通过筒部的端部处的喷嘴。材料从喷嘴挤出的速率取决于螺杆的转速。螺杆挤出机可以容纳呈浆料形式的材料,然而,例如也可以使用聚合物颗粒。螺杆挤出机可以包含用于构建材料的加热或冷却装置。
111.细丝供给挤出机可以使用供给到加热熔化腔室中的细丝卷,该熔化腔室被附接到喷嘴。材料从喷嘴挤出的速率可以取决于细丝由细丝卷供给到熔化腔室中的速率。增材制造软件可以根据挤出细丝的期望直径和喷嘴移动的速度来控制挤出速率。
112.各种系统可以用于执行根据本发明的基于挤出的增材制造方法。
113.将理解的是,打印头的轨迹以及速度和/或加速度也被视为可以由系统/方法控制的打印参数。
114.系统和方法可以用于制造三维多孔结构,其中,三维结构形成为具有互连的孔。系统和方法可以用于制造三维致密或块状结构,其中,细丝以相邻的方式定位,并且三维结构的细丝之间没有大孔。
115.将理解的是,三维结构可以具有间隔开的细丝,或者三维结构可以是纤维彼此相邻的致密结构。当细丝彼此相邻时,孔隙率可以由细丝自身提供。当细丝彼此间隔开时,孔隙率主要由细丝之间形成的孔提供。细丝本身也可以是多孔的,具有较小的孔。
116.根据一个方面,本发明涉及一种用于打印三维结构的计算机实施方法。计算机实施方法可以被配置为操作增材制造系统,以执行根据本发明的打印方法的步骤。可选地,计算机实施方法包括以下步骤:接纳待制造的(多孔)物体的模型,选择用于打印所述(多孔)物体的多个打印工位中的一个或多个打印工位,以及使用所接纳的待制造的物体的模型,根据(多孔)物体的期望特性限定打印路径。所接纳的模型例如可以是待打印的物体的3d视图。
117.可选地,使用材料挤出增材制造过程,其中,构建材料(可选地,构建材料浆料)以所选择的布置方式连续地沉积。
118.将理解的是,挤出的细丝也可以是在本领域中已知的支柱、纤维/纤维、棒、栅格、挤出物以及其他术语。
119.将理解的是,术语细丝直径可以理解为被沉积的细丝的横截面的特征长度。其它术语(诸如细丝宽度、纤维直径、细丝尺寸、支柱宽度等)也可以用于该特征。细丝可以具有各种横截面形状。
120.将理解的是,层厚度可以被视为层高度或切片厚度。层厚度表示3d打印三维结构时的z-增量。
121.可以使用各种材料来构成构建材料,性能也很广泛。例如金属、复合材料、陶瓷、聚合物、天然材料等。不同的材料可能导致不同的机械性能。因此,打印路径可能取决于沉积期间使用的具体材料。
122.可以用于构成基于挤出的增材制造过程的构建材料的材料的示例包括:陶瓷材料(例如氧化铝、氧化锆、二氧化硅、碳化硅、氮化硅等)、复合材料(例如聚合物陶瓷复合材料)、金属(rvs、钛、铜、铝、银等)沸石、金属有机架构、碳、石墨烯等。也可以设想其它适合于基于挤出的增材制造的材料,诸如基于聚合物的材料。
123.将理解的是,孔隙率可以表示孔隙(体积)分数。三维多孔结构中的孔宽度或孔尺寸可以限定在多孔结构的一位置或区域处的孔隙率。
124.例如,可以使用能够存储指令或指令集的机器或有形计算机可读介质或物品来实施一些实施例,如果指令或指令集由机器执行,则可以使机器执行根据本实施例的方法和/或操作。
125.将理解的是,对于该系统所描述的任意方面、特征和选项同样适用于该方法和所述装置。还将清楚的是,上述方面、特征和选项中的任意一个或多个都可以组合。
附图说明
126.本发明将在附图中所示的示例性实施例的基础上进一步说明。示例性实施例以非限制性说明的方式给出。注意的是,这些附图只是本发明的实施例的以非限制性示例的方
式给出的示意性视图。
127.在附图中:
128.图1示出了系统的实施例的示意图;
129.图2示出了系统的实施例的示意图;
130.图3示出了系统的实施例的示意图;
131.图4示出了系统的实施例的示意图;
132.图5a和图5b示出了系统的实施例的示意图;
133.图6示出了系统的实施例的示意图;
134.图7示出了系统的实施例的示意图;
135.图8示出了储存部单元的实施例的示意图;
136.图9示出了用于挤出过程的方法的示意图;以及
137.图10示出了三维结构的示意图。
具体实施方式
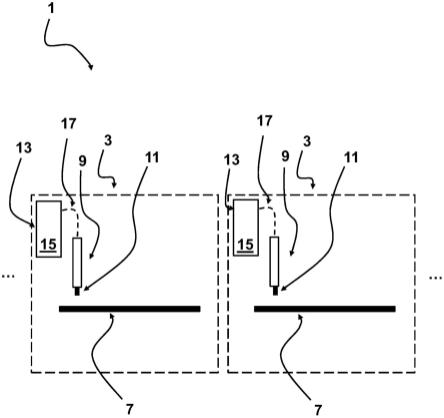
138.图1示出了用于制造三维结构的系统1的实施例的示意图,系统包括多个打印工位3,多个打印工位用于在受限空间(例如由壳体(未示出)封闭的受限空间)中执行并行打印。每个打印工位3包括承载部7、沉积单元9和工位控制器,该沉积单元具有至少一个喷嘴11,该至少一个喷嘴被设置为用于通过至少一个喷嘴的开口区域来分配构建材料浆料的细丝,该工位控制器被配置为操作沉积单元9,以将构建材料浆料的细丝以在多个堆叠层中进行互联布置的方式沉积在承载部7上,以便形成一个或多个三维结构。至少一个喷嘴11和可拆卸承载部7能够相对于彼此相对地移动。沉积单元9被联接到储存部单元13,该储存部单元被配置为容纳构建材料浆料,其中,储存部单元13包括至少一个储存部15,至少一个储存部被设置在受限空间的外部。管部17可以被设置为用于在至少一个储存部和沉积单元之间提供构建材料浆料的流体连通。
139.浆料储存部15可以被布置在打印工位3的工作空间的外部,在该工作空间中,通过承载部7上的细丝沉积来打印三维结构。以这种方式,不需要在打印工位3的工作空间中进行操作就可以断开浆料储存部15。可以获得更高效、更连续和/或更安全的打印过程。不需要接近沉积头9就可以容易地更换储存部15。与将储存部15布置在打印工位3的沉积头9上或将储存部布置成与打印工位的沉积头相邻相比,这提供了重要的优点。储存部15可以被安装在相对于沉积头9的较远位置上。构建材料浆料(例如粘性浆料)可以通过管部等提供给沉积头,该管部在储存部15和沉积头9之间提供流体连通。
140.被安装在外部的储存部15可以便于对储存部进行更换。即使在打印工位3的打印操作期间,可以更好地接近储存部15以进行更换。可以在防止使零件(例如,打印工位的沉积单元和承载部中的至少一个)移动的同时进行更换。用于容纳构建材料浆料的储存部15可以被设置在受限环境的外部,在该受限环境中,通过浆料挤出来执行打印,受限区域可以至少部分地由壳体(例如,包括门)限定。可以容易地接近浆料储存部15以进行更换、再填充等。通过这种方式可以显著地增强打印过程。储存部可以具有管部(例如软管),该管部在沉积单元9的喷嘴和浆料储存部15之间提供流体连接(用于运送构建材料浆料)。
141.可以设置检测系统,检测系统被配置为检测何时需要更换或补充储存部15。不同
类型的检测是可能的(例如,光学检测、视觉检测等)。
142.每个打印工位可以具有打印工位壳体(未示出)。该壳体可以由壁、框架、笼状物等形成。壳体元件的组合也是可能的。还可以设置系统壳体(未示出),而不是对每个打印工位使用单独的壳体。工位壳体和系统壳体的组合也是可能的。壳体可以限定限制进入(例如由人类限制进入)的一个或多个受限区域。
143.图2示出了系统的实施例的示意图。在所示的示例中,示出了系统1的打印工位3的沉积单元9和储存部单元13。储存部单元13具有储存部15,该储存部被设置在由打印工位3或系统1形成的受限空间的外部。在该示例中,打印工位3的沉积头9的每个喷嘴11被联接到用于供给构建材料浆料的储存部15。
144.图3示出了系统的实施例的示意图。在所示的示例中,示出了系统1的打印工位3的沉积单元9和储存部单元13。储存部单元13具有储存部15,该储存部被设置在由打印工位3或系统1形成的受限空间的外部。受限空间例如可以由壳体等形成。在所示的实施例中,沉积头9包括两个喷嘴11,即第一喷嘴11a以及与第一喷嘴11a相距一距离的第二喷嘴11b。第一喷嘴11a通过管部17a提供构建材料浆料。第二喷嘴11b通过管部17b提供构建材料浆料。第一喷嘴11a和第二喷嘴11b均与两个储存部15a、15b流体连接。以这种方式,可以获得冗余系统,其中,第一储存部可以被更换,同时另一个储存部向第一喷嘴11a和/或第二喷嘴11b提供构建材料浆料。
145.在该示例中,沉积单元9至少包括第一喷嘴11a和第二喷嘴11b,其中,第一喷嘴11a被联接到用于供给第一构建材料浆料的第一储存部15a,并且第二喷嘴11b被联接到用于供给第二构建材料浆料的第二储存部15b,其中,第一喷嘴11a还被联接到第二储存部15b,并且第二喷嘴11b还被联接到第一储存部15a。可选地,设置阀,使得可以选择性地控制来自第一储存部15a和第二储存部15b的流体供应。在一些示例中,当第一储存部15a仍然容纳足够的构建材料浆料时,第一喷嘴11a从第一储存部15a接纳构建材料浆料。随后,当第一储存部15b耗尽(需要再填充或更换)时,第一喷嘴11a可以从第二储存部15b接纳构建材料浆料。类似地,对于沉积单元9的第二喷嘴11b也是如此。将理解的是,也可以设置更多数量的喷嘴和/或储存部。
146.图4示出了系统的实施例的示意图。在所示的示例中,示出了系统1的打印工位3的沉积单元9和储存部单元13。储存部单元13具有储存部15,该储存部被设置在受限空间的外部。沉积单元9的喷嘴11被联接到用于供给构建材料浆料的两个储存部15a、15b。有利地,当第一储存部15a或第二储存部15b中的一个被更换时,另一个储存部15b、15a仍然可以向喷嘴提供构建材料浆料,从而改进打印过程的连续性。
147.图5a和图5b分别以透视图和俯视图的形式示出了系统1的实施例的示意图。该系统1包括组合在一起的多个打印工位3。在该所示的示例中,十二个单独的印刷工位被集成在系统1中。此外,该系统具有可选的机器人单元5,该机器人单元具有处理装置5a。机器人单元5可以在由系统壳体10限定的受限区域20中操作。机器人单元5可以被配置为将可拆卸承载部7从收集系统21运送走以及将可拆卸承载部运送到收集系统。在该示例中,收集系统21包括多个支架,多个支架被设置为用于保持承载部7。
148.在该示例中,六个打印机被设置在机器人单元的轨道的两侧,处理装置可以在该轨道上移动以进入多个打印工位3。在该示例中,三个打印机被组合在壳体中。壳体各自具
有两个抽取通道。将理解的是,还设想了其他布置。
149.收集系统21可以被设置为用于传送或保持从打印工位3移除的承载部。在一些示例中,收集系统21包括具有沟槽的一个或多个支架,承载部7可以通过机器人单元5被布置在沟槽中。机器人单元5可以被配置为在打印工位中卸载空闲承载部,并且将其上打印有一个或多个三维结构的承载部装载在收集系统中(例如,装载在收集系统的支架中)。
150.多个打印工位可以被布置在系统壳体中。每个打印工位可以具有带有一个或多个喷嘴11或打印头的一个或多个沉积单元9。构建材料浆料(例如,粘性浆料)可以从一个或多个可移动的构建材料浆料储存部(例如,相对于壳体设置在外部)供给到打印工位的沉积单元的每个喷嘴11或打印头。储存部可以通过快速联接而可移除地设置(使得能够快速和容易地安装、移除和/或更换储存部)。
151.可选地,在系统壳体中保持气体环境(atmosphere)。也可以在打印工位的可选的单独壳体中获得这种受控制的气体环境。在一些替代示例中,提供了一种开放式系统。这种开放式系统例如可以具有围绕工作区域的笼状物(例如,出于安全目的)。气体环境可以整体地调节(例如,在系统外壳内整体地调节),或者在每个打印工位内调节(例如,在每个打印工位内单独地调节)。
152.每个打印工位可以具有一个或多个门、窗口面板或舱口以进入该工位。该系统可以被配置为使得当单个打印工位的门被打开时,单个打印工位的操作被暂停、终止或停止。当门打开时,机器人单元可以自动地停止。
153.细丝的打印可以在由打印板状件或打印台形成的承载部上进行。可以使用定位结构将板状件布置或定位在打印工位中。
154.在一些示例中,所有打印工位3能够由机器人单元5进入。为此目的,机器人单元5可以至少部分地被打印工位3包围(例如,设置在中央)。机器人单元3可以被设置为安装和布置空闲承载部,并且还可以移除其上打印有三维结构的承载部。其上打印有三维结构的承载部可以从打印工位移除,并且可以被布置在用于移除的推车上。
155.在一些示例中,系统1还包括定位结构,定位结构被设置为用于将承载部定位在打印工位3内。定位结构对于实现承载部在推车中的正确定位可能是重要的。如果机器人单元的操作没有正确地执行,例如由于定位不良,推车的边缘可能会被无意地碰撞,这可能会破坏先前布置的承载部并且损坏该承载部上打印有的三维结构。
156.该定位结构可以有效地保证承载部被正确地定位在打印工位中。因此,机器人单元可以正确地运载承载部。
157.定位结构可以被设置为确保承载部7在打印工位3中的正确定位。例如,当打印作业准备就绪时,机器人单元5可以将承载部7从打印工位运送走(例如,运送到收集系统)。由于定位结构确保承载部在打印工位内的更精确的定位,因此机器人单元5可以更精确地处理和运载承载部。在一些示例中,传感器被设置为检测承载部7被布置在打印工位中的时间和位置。这可以更好地防止承载部可能以各种不同的方式被拾取。因此,在不需要高级感测系统的情况下,可以更好地防止与收集系统(例如,具有推车)的碰撞。因此,不仅仅使用感测数据,而且还使用机械定位构件,以保证承载部在系统的打印工位中的改进的定位。然而,另外地或替代地,也可以提供感测系统,以用于承载部的处理和定位。在一些示例中,提供了多个传感器以及一个或多个机械定位结构的组合,以实现承载部的精确定位。
158.图6示出了系统1的实施例的示意图。以透视图的形式示出了图5中所示的系统1的一部分。在该示例中,可拆卸承载部7由可以通过机器人单元5的处理装置5a处理的托盘形成。收集系统21包括多个沟槽23,承载部7可以被定位在多个沟槽中。在该示例中,每个打印工位具有带有两个喷嘴11的沉积单元9。然而,也可以使用不同数量的喷嘴。沉积单元9还可以包括带有多个喷嘴开口的沉积头,多个喷嘴开口被设置在沉积头中。还可以设想的是,多个打印工位3具有不同的沉积单元9,例如具有带有不同数量喷嘴11的沉积单元。
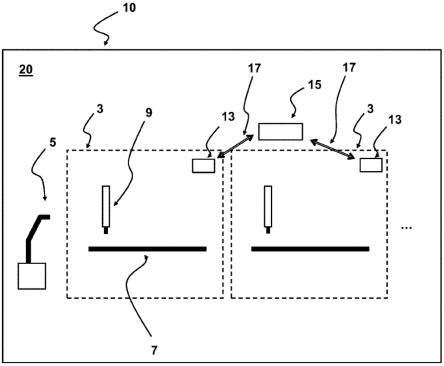
159.图7以侧视图的形式示出了系统1的实施例的示意图。在该示例中,浆料储存部15被布置在打印工位3的工作空间的外部,在该工作空间中,通过承载部7上的细丝沉积来打印三维结构。以这种方式,不需要在打印工位3的工作空间中进行操作就可以断开浆料储存部15。可以获得更高效、更连续和/或更安全的打印过程。不需要接近沉积头9就可以容易地更换储存部15。与将储存部25布置在打印工位3的沉积头9上或将储存部布置成与打印工位的沉积头相邻相比,这提供了重要的优点。储存部25可以被安装在相对于沉积头9的较远位置上。构建材料浆料(例如粘性浆料)可以通过管部等提供给沉积头,该管部在储存部15和沉积头9之间提供流体连通。
160.被安装在外部的储存部15可以便于对储存部进行更换。即使在打印工位3的打印操作期间,可以更好地接近储存部15以进行更换。可以在防止使零件(例如,打印工位的沉积单元和承载部中的至少一个)移动的同时进行更换。用于容纳构建材料浆料的储存部15可以设置在受限环境的外部,在该受限环境中,通过浆料挤出来执行打印,受限区域至少部分地由壳体10和门27限定。可以容易地接近浆料储存部15以进行更换、再填充等。通过这种方式可以显著地增强打印过程。储存部可以具有管部(例如软管),该管部用于在沉积单元9的喷嘴和浆料储存部15之间提供流体连接(用于运送构建材料浆料)。
161.可以设置检测系统,检测系统被配置为检测何时需要更换或补充储存部15。不同类型的检测是可能的(例如,光学检测、视觉检测等)。
162.图8示出了储存部单元13的实施例的示意图。储存部15被设置在打印单元3或系统1的壳体的外侧。储存部15可以通过附接装置50可拆卸地连接到壳体。在该示例中,壳体包括被设置为用于将储存部15保持就位的保持件51。保持件51包括联接接口,该联接接口用于将至少一个储存部可移除地联接到打印工位3的壳体或系统1的壳体。保持件51包括第一接口53和第二接口,该第一接口用于在至少一个储存部和沉积单元之间提供用于构建材料浆料的流体连通,第二接口用于向至少一个储存部(未示出)提供流体压力。有利地,至少一个储存部是可更换的和/或可互换的。保持件51可以被设置为提供万向联接,以使得能够将不同类型的储存部15(例如,具有其他体积、形状或尺寸的储存部)附接到壳体。
163.图9示出了用于制造三维多孔结构1的挤出过程中的打印路径的示意图。该打印路径示出了多孔结构的细丝如何沉积在多个层上。该系统被设置为以在多个堆叠层中进行预定的布置的方式沉积互连的细丝。连续层的细丝可以彼此连接,以获得具有互连的孔的多孔结构。此外,连续层的细丝可以相对于彼此成角度。
164.在挤出过程中,喷嘴101沿着打印床103扫掠,沿着所示的打印路径105沉积细丝。将理解还设想的是,使打印床103移动而不是使喷嘴101移动(运动学反转)。组合也是可能的。在替代的示例中,在沉积过程的至少部分过程中,喷嘴101和打印床103都可以移动。
165.在图9a中示出了用于打印床103上的第一层的打印路径105。在图9b中示出了两个
层的打印路径105。在图9c中示出了沉积有第四层的打印路径105。将理解的是,为了获得多孔结构的互连的细丝的布置,可以有多种打印路径的布置。
166.通过改变沉积图案,三维结构的局部机械性能可以被局部地改变,使得可能需要用于干燥和/或煅烧的不同热处理。在该示例中,打印的多孔结构具有非均匀的细丝到细丝的距离(间距)。均匀的间距也是可能的。
167.尽管该示例示出了浆料的用于形成多孔结构的挤出打印,但还设想的是,该系统可以用于沉积非多孔的三维结构,即,在细丝之间没有孔的三维结构。
168.图10示出了多孔结构110的实施例的示意图,该多孔结构通过以下方式获得:以在多个堆叠层111中进行预定的互连布置的方式沉积细丝102,以用于形成具有互连的孔的多孔结构110。在图10a中,示出了多孔结构110的横截面侧视图。在图10b中,示出了多孔结构110的横截面俯视图。
169.孔隙率影响刚度或弹性模量(参照杨氏模量),刚度或弹性模量是对应力应变的变化率的度量,限定了材料在给定力下的变形程度。细丝102是对准的还是交错的也会影响三维结构的机械性能。例如,具有交错的细丝102的三维结构110的弹性模量可以低于具有对准的细丝102的三维结构110的弹性模量。例如,对于对准的细丝的布置(如该示例中所示),可以存在从三维结构的顶部到底部的实心柱(solid column),该实心柱的存在是由于细丝102在相似的位置处相交。这种实心柱能够强烈地抵抗压缩。相反,对于交错的细丝的布置,细丝2可能轻微地弯曲,并且应力可能集中在铰接点处。
170.此外,细丝的取向也会影响三维结构的机械性能。例如,具有0/90、0/60/120和0/45/90/135细丝取向的三维结构可以具有不同的弹性模量。将理解的是,还设想了其他的铺设图案,诸如三角形、矩形、六边形、弯曲形、锯齿形图案。这些铺设图案可能也会影响孔径。
171.三维(多孔)结构能够以各种方式逐层产生。尽管附图中的实施例示出了平坦的层(其中,在喷嘴向上移动层厚度以开始打印下一个层之前,所有细丝都被挤出为单个层(喷嘴位于打印床上方的恒定高度),但是也可以设想的是,在单个细丝的沉积期间,通过改变喷嘴和打印床之间的距离来打印弯曲的层。通过在所述沉积期间将喷嘴移动远离打印床以及将喷嘴移动靠近打印床,可以获得弯曲的形状。
172.如果三维结构在承载部上的打印已经完成(例如,打印作业完成或者承载部/板状件满载),则可以操作机器人单元以自动地移除带有打印的三维结构的承载部,并且将承载部布置在接收单元中,诸如例如用于运送的推车或保持件中。每个打印工位可以被单独地控制。在一些示例中,每个打印工位可以打印不同的材料。此外,每个打印工位可以打印不同的形状。每个打印工位也可以打印不同的数量。该系统可以被配置为确定是否在承载部上打印了正确数量的三维结构,并且随后,当打印作业已经完成时,机器人单元可以移除带有打印的三维结构(例如,物品、零件、件等)的承载部。
173.该系统可以被配置为根据多个打印工位中的打印操作来控制机器人单元。用于打印一个或多个三维结构的(子)任务可以被单独地或直接地发送到打印工位,该打印工位被选择用于执行所述三维结构一个或多个的打印。该系统可以被配置为能够对每个打印工位进行单独的控制。如果需要的话,这可以由操作人员单独地调节,例如通过终端单独地调节。用于打印工位的单独控制器可以例如被设置在打印工位或系统的外部部分上。在一些示例中,每个打印工位具有外部终端或接口以用于实现对打印工位的单独控制。因此,可以
容易地为打印工位中的每一个打印工位调节打印过程。
174.在一些示例中,该系统包括全局处理控制器,该全局处理控制器用于控制多个打印工位的承载部的处理,并且用于向打印工位提供开始打印作业的开始信号。随后,打印工位可以指示承载部何时满载或者打印(子)任务何时完成。随后,机器人单元可以被操作以得到带有其上打印有打印的三维结构的承载部。在一些示例中,机器人单元可以被配置为将新的承载部布置在打印工位中。随后,机器人单元可以向打印工位给出开始信号,并且打印工位可以被操作以再次开始下一个打印(子)任务的打印。
175.为打印工位中的每一个打印工位提供的单独控制使得可以对微小的打印偏差进行微调,例如由操作人员对微小的打印偏差进行微调。这使得可以相对于彼此更好地调整多个打印工位的打印条件。
176.例如,在系统的不同打印工位中使用的浆料的粘度可能略有不同。可以通过对系统的打印工位的单独控制来补偿这种偏差。在一些示例中,也可以从系统或打印工位的受限环境(例如壳体)的外部对每个打印工位进行单独控制。在一些示例中,所有单独的打印工位可以被布置在系统的受限环境中(如系统壳体)。这使得可以在安全的环境中使用有毒材料。
177.在一些示例中,机器人单元被配置为将打印的三维结构或带有打印的三维结构的承载部沉积在运送介质(在这种情况下是推车)上,使得打印的三维结构或承载部可以被引导到下一个处理步骤(例如,包装和装运或者三维多孔结构可能需要的用于催化的后处理)。
178.将理解的是,各种运送系统可以用于保持或运送承载部或打印的三维结构。运送系统的一些示例为支架、推车、传送带等。然而,其他布置也是可能的。
179.将理解的是,该方法可以包括计算机实施的步骤。上述所有步骤都可以是计算机实施的步骤。实施例可以包括计算机设备,其中,在计算机设备中执行过程。本发明还扩展到计算机程序,特别是在承载部上或承载部中的计算机程序,该计算机程序适于将本发明付诸实践。该程序可以是源码或目标码的形式,或者是适合于在实施根据本发明的过程中使用的任意其他的形式。承载部可以是能够承载该程序的任意实体或装置。例如,承载部可以包括存储介质,诸如rom,例如半导体rom或硬盘。此外,承载部可以是可传送承载部,诸如可以经由电缆或光缆或通过无线电或其他方式(例如,经由因特网或云)传送的电信号或光信号。
180.例如,可以使用能够存储指令或指令集的机器或有形计算机可读介质或物品来实施一些实施例,如果指令或指令集由机器执行,则可以使机器执行根据本实施例的方法和/或操作。
181.可以使用硬件元件、软件元件或两者的组合来实现各种实施例。硬件元件的示例可包括处理器、微处理器、电路、专用集成电路(application specific integrated circuits,asic)、可编程逻辑器件(programmable logic devices,pld)、数字信号处理器(digital signal processors,dsp)、现场可编程门阵列(field programmable gate array,fpga)、逻辑门、寄存器、半导体器件、微芯片、芯片组等。软件的示例可以包括软件组件、程序、应用、计算机程序、应用程序、系统程序、机器程序、操作系统软件、移动应用、中间软件、固件、软件模块、例程、子例程、函数、计算机实施方法、应用程式、软件接口、应用程序
接口(application program interface,api)、方法、指令集、计算代码、计算机代码等。
182.在本发明中,参照本发明的实施例的具体示例对本发明进行描述。然而,显而易见的是,在不脱离本发明的本质的情况下,可以在本发明中进行各种修改、变化、替代和改变。为了清楚和简明的描述,在本发明中将特征描述为相同或单独实施例的一部分,然而,具有在这些单独实施例中描述的特征中的所有或一些特征的组合的替代实施例也被设想并且被理解为落入如权利要求所概述的本发明的框架内。因此,说明书、附图和示例应被视为说明性的而不是限制性的。本发明旨在包含落入所附权利要求的精神和范围内的所有替代、修改和变化。此外,所描述的许多元件是功能性实体,功能性实体可以在任何合适的组合和位置中被实现为离散或分布式组件或与其他组件结合。在权利要求中,括号内的任何附图标记都不应被解释为对权利要求的限制。“包括”一词并不排除权利要求中所列特征或步骤以外的其他特征或步骤的存在。此外,“一”和“一个”一词不应被解释为限制于“仅一个”,而是用来表示“至少一个”,并且不排除多个。在相互不同的权利要求中列举了特定措施的这一事实并不表明这些措施的组合不能用于有利的目的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。