1.本发明涉及纸杯生产技术领域,具体涉及全伺服驱动纸杯机。
背景技术:
2.原纸通过淋膜机进行单面或双面pe淋膜获取淋膜纸,并具备防水、防油、可热合等特性,因此应用在纸杯生产中。其中纸杯生产过程中需要对杯桶及杯底两处进行粘合。现有采用超声波焊接粘合时,依靠机械振动导致材料分子之间产生机械压力,释放出热量将纸张内的pe膜软化、粘合。
3.现有技术中,纸杯机可实现自动化生产,并包括有送纸部件、杯桶粘合部件、勾桶部件、成型转盘部件。送纸部件是依次将淋膜纸送至杯桶粘合部件的焊接座下方;杯桶粘合部件是将裁剪好的淋膜纸围绕焊接座进行卷绕成柱状或锥状的杯桶痕接粘合;勾桶部件是将焊接的杯桶焊接座上取下并送至下一工序;成型转盘部件是依次承接杯桶对其预热后与杯底进行焊接粘合。
4.在纸杯生产中产生的残次品包括焊接不充分、粘合错位等,其中杯桶的粘接是焊接的第一到工序,一旦杯桶交叠错位不仅会造成粘合错位,还行会影响杯底的焊接,造成纸杯变形等问题。因此杯桶的焊接稳定对纸杯的生产合格率尤为重要。需要注意的是,杯桶焊接时淋膜纸处于焊接座下方,通过焊接夹爪直接夹持让纸杯弯曲的同时,也提高了纸杯错位的概率,尤其在焊接锥状纸杯时,淋膜纸不仅要弯曲还会发生倾斜。我们在研究提高纸杯机生产效率的同时,也在努力提高生产的合格率。因此设计提供了一种提高杯桶焊接稳定的全伺服纸杯机。
技术实现要素:
5.本发明的目的是为了解决上述背景技术中提及问题而提出的全伺服驱动纸杯机。
6.为了实现上述目的,本发明采用了如下技术方案:全伺服驱动纸杯机,包括送纸滑台、支撑座、焊接座、焊接台、固定连接件、焊接加持部件;所述送纸滑台用于输送淋膜纸至杯桶粘合区;所述支撑座安装于送纸滑台的端部,所述支撑座底端中部与送纸滑台表面存在有淋膜纸穿过的间隙;所述焊接座垂直固定于支撑座侧面,用于支撑杯桶的卷绕成型及焊接固定;所述焊接台设于焊接座的上方,对成型杯桶进行焊接,所述焊接台安装有避免杯桶卷绕错位的先驱部件;所述焊接加持部件安装于焊接座的两侧,用于让展开的淋膜纸弯曲并卷绕在焊接座上产生交叠;所述固定连接件位于焊接座的下方,用于吸附固定淋膜纸,使其完全并紧贴在焊接台上。
7.进一步的;所述送纸滑台在杯桶粘合区开设有滑槽,所述焊接座位于滑槽上方;所述焊接座呈锥形结构,所述焊接座顶面开设有焊接面,所述焊接座侧边开设有勾桶槽。
8.进一步的;所述送纸滑台安装有气动升降台,所述焊接台固定气动升降台上;所述焊接台部安装有超声焊接头。
9.进一步的;所述先驱部件包括第一弹簧、支撑杆、交叠压板;两个或多个所述支撑杆贯穿焊接台并与其滑动连接,所述支撑杆一端连接有与焊接台固定的第一弹簧,所述支撑杆另一端固定与交叠压板连接固定,两个或多个交叠压板错位设置。
10.进一步的;所述焊接加持部件包括焊接夹爪、底座、伺服电机、双向丝杆、导向杆;所述焊接夹爪设于焊接座两侧,所述底座一端固定于焊接夹爪、另一端穿入送纸滑台下方,所述双向丝杆贯穿两个底座的底部并分别与其螺纹连接,所述导向杆贯穿两个底座的底部并分别与其滑动连接,所述伺服电机固定于送纸滑台下方并与双向丝杆一端连接。
11.进一步的;所述固定连接件包括固定座、万向台、抬升组件;所述固定座设于焊接座下方,托起展开的淋膜纸;所述万向台固定于固定座底部,控制固定座倾斜及回正;所述抬升组件安装于万向台下方,通过正转或粉转控制固定座与万向台抬升或下降。
12.进一步的;所述固定座包括第一平台、支座、第一齿条、卷簧,所述第一平台内部开设有空腔,两个所述支座对称设于第一平台两侧,两个所述第一齿条呈中心对称设置,所述第一齿条一端穿入空腔内部、另一端与其中一个支座侧壁连接固定,所述空腔内部设有被连接轴支起的第一齿轮,所述第一齿轮同时与两个第一齿条啮合连接,所述卷簧一端固定于空腔内壁、另一端固定于连接轴外壁上,所述第一平台顶面固定有吸盘。
13.进一步的;所述万向台包括第二平台、活塞管、第二弹簧、活塞杆,多个所述活塞管固定于第二平台表面,所述活塞杆局部由上方穿入活塞管内部并与其活动连接,所述第二弹簧固定于活塞管内部并与活塞杆连接,所述活塞杆顶端呈球型设置并穿入第一平台内部。
14.进一步的;所述抬升组件包括第二齿条、第三齿轮、第二齿轮、转轴;两个所述转轴平行设置,所述第三齿轮套接于其中一个转轴上,另一个所述转轴上固定有与第二平台固定的连接杆,两个所述第二齿轮分别套接于丝杆端部及套接有第三齿轮的转轴上。
15.进一步的;两个所述转轴之间设有开有限位槽的支架,所述第二齿条滑动设于限位槽中,所述第二齿条上下分别活动连接有一或有多个齿牙,所述第二齿条侧面固定有固定杆,所述固定杆另一端的固定于固定连接杆的转轴上。
16.与现有技术相比,本发明提供了全伺服驱动纸杯机,具备以下有益效果:1、本发明设计弧形的焊接夹爪分布在焊接座两侧,利用焊接夹爪卷起淋膜纸形成杯桶紧贴在焊接座上;焊接座的下方设置固定座,让淋膜纸输送固定座上,采用伺服电机控制焊接夹爪同向或反向移动的同时控制固定座的抬升与回降,固定座的抬升与回降处于焊接夹爪移动的初始瞬间,实现快速将淋膜纸夹在焊接坐上,既方便焊接夹爪的夹持,也避免杯桶成型时交叠的错位。
17.2、本发明中固定座包括第一平台及支座,采用两个支座对称设于第一平台两侧,并让第一平台的顶面与支座的顶面上下错位,让在固定淋膜纸的同时让其弯曲呈弧形,便于焊接夹爪的夹持。
18.3、本发明中在焊接台上设置先驱部件,让先驱部件上下分层设置,在焊接时先驱
部件先于超声焊接头与淋膜纸接触,便于促进淋膜纸并促进其产生交叠避免出现错位。
附图说明
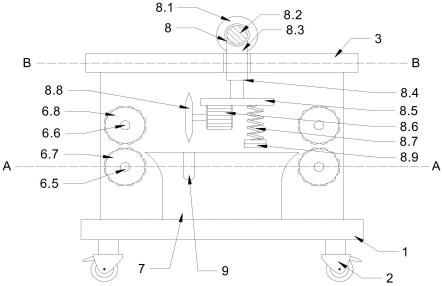
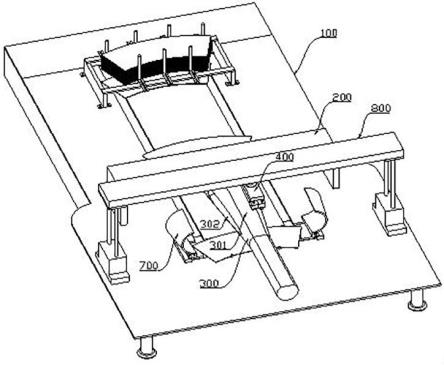
19.图1为本发明的整体前视结构示意图;图2为本发明的整体俯视立体结构示意图;图3为本发明的拆下焊接座及焊接台后俯视结构示意图;图4为本发明的自然状态下焊接台正视结构示意图;图5为本发明的焊接状态下焊接台正视结构示意图;图6为本发明的焊接夹爪整体结构示意图;图7为本发明的固定连接件整体结构示意图;图8为本发明的固定座结构示意图;图9为本发明的万向台结构示意图;图10为本发明的抬升组件结构示意图;图中标号说明:100、送纸滑台;200、支撑座;300、焊接座;301、焊接面;302、勾桶槽;400、焊接台;401、超声焊接头;500、先驱部件;501、第一弹簧;502、支撑杆;503、交叠压板;600、固定连接件;601、固定座;602、万向台;603、抬升组件;604、第一平台;605、支座;606、第一齿条;607、卷簧;608、空腔;609、第一齿轮;610、吸盘;611、第二平台;612、活塞管;613、第二弹簧;614、活塞杆;615、支架;616、第二齿条;617、第三齿轮;618、第二齿轮;619、转轴;700、焊接加持部件;701、焊接夹爪;702、底座;703、伺服电机;704、双向丝杆;705、导向杆;800、气动升降台。
具体实施方式
20.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.下面结合实施例对本发明作进一步的描述。
22.实施例:请参阅图1-2,全伺服驱动纸杯机,包括送纸滑台100、支撑座200、焊接座300、焊接台400、固定连接件600、焊接加持部件700;送纸滑台100用于输送淋膜纸至杯桶粘合区;支撑座200安装于送纸滑台100的端部,支撑座200底端中部与送纸滑台100表面存在有淋膜纸穿过的间隙。
23.焊接座300垂直固定于支撑座200侧面,用于支撑杯桶的卷绕成型及焊接固定;焊接台400设于焊接座300的上方,对成型杯桶进行焊接,焊接台400安装有避免杯桶卷绕错位的先驱部件500;焊接加持部件700安装于焊接座300的两侧,用于让展开的淋膜纸弯曲并卷绕在焊接座300上产生交叠;固定连接件600位于焊接座300的下方,用于吸附固定淋膜纸,使其完全并紧贴在
焊接台400上。
24.下面结合附图,对本技术的一些实施方式进行详细说明:请参阅图1-3,在本身请的实施例中,送纸滑台100包括送纸区、杯桶粘合区;送纸区的端部安装有淋膜纸的堆叠架及抓取部件,抓取部件依次抓取淋膜纸放置送纸滑台100上,向杯桶粘合区输送。其中,在送纸滑台100上安装了支撑座200,该支撑座200底端中部与送纸滑台100表面存在有淋膜纸穿过的间隙,而淋膜纸在穿过支撑座200后即进入杯桶粘合区。在杯桶粘合区中送纸滑台100开设有了矩形的滑槽,其中在滑槽的上方分布设置了焊接座300、焊接台400等,在在滑槽的下方分布设置了固定连接件600、焊接加持部件700,而固定连接件600与焊接加持部件700的局部结构穿过滑槽凸出到送纸滑台100上方。
25.本技术的实施例中,采用超声波焊接方式对淋膜至进行焊接粘合形成杯桶。具体是将淋膜纸卷在焊接座300上,利用焊接台400压合淋膜纸的交叠部分。其中,焊接座300垂直固定于在支撑座200侧面上,焊接座300整体呈锥形结构设计,在焊接座300的上表面切割出倾斜或水平的焊接面301,在加工时将淋膜纸交叠在焊接面301上进行粘合,在焊接座300的两侧对称开设了勾桶槽302,便于勾爪或夹持件快速取下粘合后的杯桶。
26.其中,焊接台400通过气动升降台800架起悬于焊接座300的上方,气动升降台800整体呈倒置u型结构,固定在送纸滑台100上,并用于控制焊接台400上下移动。焊接台400的底面与焊接面301平行,下压时更好的贴在焊接面301上。焊接台400的底面中先是安装了超声焊接头401,并在与超声焊接头401错开的位置安装了先驱部件500。在焊接过程中先驱部件500会优先接触淋膜纸并促进其产生交叠避免出现错位。
27.请参阅图2、4、5,其中先驱部件500由第一弹簧501、支撑杆502、交叠压板503等组成;采用多个支撑杆502围绕超声焊接头401对称分布,并依次贯穿气动升降台800,支撑杆502的上端通过第一弹簧501与气动升降台800连接,支撑杆502下端与交叠压板503连接固定。而超声焊接头401两侧的支撑杆502向下延伸的长度不同,使两侧的交叠压板503出现上下分层,便于促进淋膜纸并促进其产生交叠避免出现错位。实施中,两个焊接夹爪701在夹持卷绕淋膜纸贴在焊接座300上时,会使交叠的淋膜纸上下分层,再采用超声焊接头401进行焊接粘合,而由于两个焊接夹爪701弧面相似且对称设置,在淋膜纸卷绕时,会造成其两端相抵及端部额外卷曲以及上下分层失败,通过先驱部件500的交叠压板503进行促进分层,避免焊接错位。需要注意的是,交叠压板503上下分层的高度差可在成产时进行参数调整。
28.在一些实施方式中,超声焊接头401底面与气动升降台800底面齐平,气动升降台800底面将开设可容纳使其隐藏的交叠压板503。
29.在一些实施方式中,超声焊接头401底面凸出气动升降台800的下侧,而超声焊接头401向上凸出的厚度将大于或等于交叠压板503的厚度。
30.请参阅图3、6,在本技术的实施例中,在焊接座300的两侧设置焊接加持部件700局部延伸到送纸滑台100下方,利用焊接加持部件700向焊接座300靠近贴合过程中让展开的淋膜纸弯曲并卷绕在焊接座300上产生交叠。具体的是,焊接加持部件700包括焊接夹爪701、底座702、伺服电机703、双向丝杆704、导向杆705等;采用两侧弧面设计的焊接夹爪701分布在焊接座300两侧,将底座702固定在焊接夹爪701的下方,底座702延伸至送纸滑台100下方,在送纸滑台100下方两个底座702同时被双向丝杆704及导向杆705贯穿,双向丝杆704
两侧的螺纹呈中心对称,在双向丝杆704的一端连接伺服电机703,用伺服电机703控制双向丝杆704转动,控制两个焊接夹爪701同时同向或反向移动,导向杆705则分别与两个底座702滑动连接,避免焊接夹爪701移动时出现倾斜。
31.请参阅图7-10,在本技术的实施例中,淋膜纸在送至送纸滑台100的滑槽处后,由固定连接件600托起,固定连接件600与焊接夹爪701一起受伺服电机703控制,在焊接夹爪701移动时,会对向上托起淋膜纸使其贴在焊接座300上。
32.具体的是,固定连接件600包括固定座601、万向台602、抬升组件603等;固定座601设置在焊接座300下方,托起展开的淋膜纸;万向台602设置于固定座601底部,控制固定座601倾斜及回正;抬升组件603安装于万向台602下方,通过正转或反转控制固定座601与万向台602抬升或下降。
33.其中,固定座601由第一平台604、支座605、第一齿条606、卷簧607等组成;第一平台604设计成柱状并在中部开设空腔608,将两个支座605对称设于第一平台604两侧,在第一平台604顶部固定吸盘610,该吸盘610顶部低于支座605顶面的位置,淋膜纸在进入杯桶粘合区后,是由两个支座605先托起。此外,支座605的侧边固定了第一齿条606,两个第一齿条606呈中心对称均穿入了空腔608内部,在空腔608中部竖直转动连接了连接轴,在连接轴上套接了第一齿轮609,该第一齿轮609同时与两个第一齿条606啮合连接,在连接轴上固定了卷簧607。
34.固定座601的一种实施方式是,两个焊接夹爪701相互靠近时,底座702会挤压支座605,使两个支座605相互靠近,靠近的过程中实现淋膜纸的弯曲并朝向焊接夹爪701,便于焊接夹爪701让淋膜纸弯曲卷绕在焊接座300上。第一齿条606移动时,实现第一齿轮609及连接轴出现转动,使卷簧607发生形变,卷簧607产生的弹力可在焊接夹爪701复位后支座605自动复位。另外第一齿条606的端部固定橡胶垫,可在支座605复位时避免振荡。需要注意的是,上述实施需要在固定座601抬升后,淋膜纸中部被夹在焊接座300底部时进行。
35.其中,万向台602由第二平台611、活塞管612、第二弹簧613、活塞杆614等组成;该万向台602设于第一平台604的下方,可使固定座601受力实现倾斜并能开设回正。具体是,采用多个活塞管612均匀分布固定在第二平台611上,让活塞杆614局部穿入活塞管612内部并与其活动连接,在活塞管612内部固定第二弹簧613,并让第二弹簧613与活塞杆614连接将其托起,而活塞杆614顶端呈球型设置并穿入第一平台604内部与其活动连接。由此第一平台604在受力后可向任意角度倾斜,并在泄力后回正。
36.在一些实施方式中,固定座601抬起,吸盘610接触淋膜纸并将其夹在焊接座300下方,由于焊接座300为锥形设计底面倾斜,因此固定座601整体在与焊接座300接触的同时发生倾斜。而倾斜的一端时由活塞杆614缩入活塞管612内部实现的,此过程第二弹簧613发生形变,第二弹簧613的弹力可在固定座601下降时控制其回正。需要注意的是,固定座601与万向台602为同步被抬升与回降。
37.其中,抬升组件603处于滑槽的下方,用于控制固定座601与万向台602为同步被抬升与回降,但是抬升组件603仅为动力传送组件,其通过与双向丝杆704连接,实现由伺服电机703提供动力。
38.具体的是,抬升组件603由第二齿条616、第三齿轮617、第二齿轮618、转轴619等组成;采用两个转轴619平行设置,采用或多个第三齿轮617套接在其中一个转轴619上,另一
个转轴619上固定有第二平台611固定的连接杆;提供两个第二齿轮618,一个第二齿轮618套接在双向丝杆704的端部,另一个第二齿轮618与第三齿轮617一通套接在其中一个转轴619上,两个第二齿轮618啮合连接,在伺服电机703工作时,可让其中一个转轴619转动。而两个转轴619中间设计了一个或多个支架615,支架615竖直开设了限位槽,在该限位槽中安装了第二齿条616,第二齿条616可在限位槽中上下滑动,除此之外,第二齿条616上下侧还通过第三弹簧活动连接一个或多个齿牙,在第二齿条616侧面固定有与固定连接杆的转轴619固定的固定杆。转轴619竖直固定了与第二平台611固定的连接杆。第二齿条616与第三齿轮617连接,被控制上下滑动,并带动转轴619与连接杆上下移动,实现固定座601的抬起与回降。
39.需要提及的是,齿牙用于第二齿条616移动至最高点或最低点时与第三齿轮617啮合,避免阻碍双向丝杆704的持续转动。
40.上述实施中,固定座601抬升与回降发生在焊接夹爪701移动的中间过程,用于将淋膜纸快速固定在焊接座300上并且为焊接夹爪701夹持提供方便。
41.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不会使相应技术方案的本质脱离本发明各实施例技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。