1.本专利涉及烧结球团机械竖炉中的承托导风墙大梁,具体说是一种球团竖炉所使用的大梁的制造工艺。
背景技术:
2.现有机械竖炉中,承托导风墙的大梁(又称之为大水梁)其整体由两侧密排的无缝横梁管焊接形成框架,横梁管中通入冷却水实现循环降温,两侧的横梁管之间连接钢板制成,大梁悬空并横担于竖炉的炉体墙两端。
3.大梁及其所承托的导风墙,在竖炉中起通风作用。当被气流裹带的大颗粒粉尘及球矿碎渣在通过导风墙的通风孔时,因粒度较大、质量较大不能被气流从导风墙内带出,在自身重量和向上气流的双重作用下,悬浮于大梁和导风墙下部。由于大梁及导风墙的通风孔为矩形,大颗粒物在离心力的作用下,在此处与水管和筋板的焊接处进行徘徊式磨擦,产生与金属管道除锈冲沙相同的作用,直至颗粒物被磨细,气流上推力大于颗粒物自身重力时才逐渐带出炉外。周而复始直至损坏到不能继续使用,大梁隔板因无水冷却首先被冲刷消失,其它部位也因被磨薄或磨透或在不断的气滞振动下产生疲劳裂纹,在水蒸气压力的作用下横梁管开裂漏水或变型,一般使用周期在6个月或随时修补至1年左右,其使用寿命和更换时间点不能与导风墙砖同步,因大梁的更换过程也必须拆除仍能使用的导风墙砖,因而这就造成了大梁的寿命短而严重地影响了生产,提高了生产成本。
4.现有技术最大的不足是:因为向上流动的气流混合物有一定的大颗粒粉尘及球矿碎渣,在流过导风口时会冲刷裸露的钢管,进而损坏大梁主体。
技术实现要素:
5.为了解决现有技术的不足,本专利所要解决的技术问题。本专利采用了这样的技术方案:
6.一种球团竖炉所使用的大梁,所述大梁包括主体,所述主体包括框架和框架上的梁体,所述框架上有导风口,所述大梁还包括衬套,所述衬套与主体可拆卸连接,所述衬套带有通风孔,所述梁体外围由耐磨耐火材料制成,所述衬套由耐磨耐火材料制成。
7.梁体外围由耐磨耐火材料制成,衬套由耐磨耐火材料制成,可以经受住从竖炉下方向上流动的热空气混合物的长时间冲击,从而避免了大量主体的损坏。
8.此外,本专利在上述创新的基础上还做了进一步的改进。
附图说明
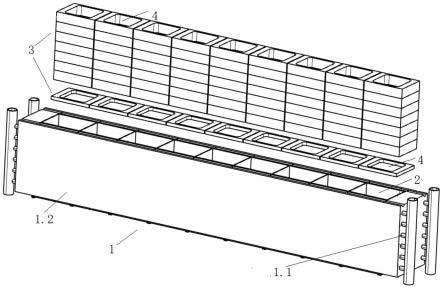
9.图1为金属梁体框架立体示意图。
10.图2为金属梁体框架浇注耐磨高强防爆浇注料后立体示意图。
11.图3为爆拆示意图。
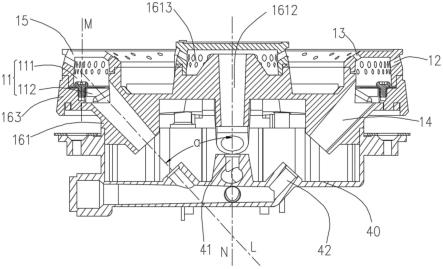
12.图4为完整的大梁立体示意图之一。
13.附图标记:1主体;1.1框架;1.2梁体;2导风口;3衬套;4通风孔;5隔板。
14.实施方式
15.为了更好的解释本专利,以便于理解,下面结合附图1-4,通过具体实施方式,对本专利作详细描述。
16.如图1-4所示,一种球团竖炉所使用的大梁,其包括金属梁体框架1.1,金属梁体框架1.1包括两组横梁管组和穿过在两组横梁管组上的多个耐热合金大梁隔板5,在每两个相邻耐热合金大梁隔板5隔开形成导风口2,导风口2中设置衬套3,衬套3起到导风作用。在金属梁体框架1.1的外部,浇注成型了耐磨高强防爆浇注料形成梁体1.2。
17.具体地,在高度方向上,耐磨高强防爆浇注料的上表面与耐热合金大梁隔板5的顶端平齐;在侧面上,耐磨高强防爆浇注料包覆在耐热合金大梁隔板5的侧边和两组横梁管组的外部;在长度方向上,耐磨高强防爆浇注料包覆在两端头的耐热合金大梁隔板5外部;借此,使介于竖炉梁体衬砖之间的金属梁体框架1.1的外部均被耐磨高强防爆浇注料包裹。承托导风墙大梁结构的两端穿过竖炉墙体衬砖,从竖炉墙体衬砖外部露出的部分,与进水立管和出水立管连接,具体是将各横梁管的一端与进水立管连通并固定连接,另一端与出水立管连通并固定连接,其中进水立管的顶端封堵,底端设有进水口,出水立管下端封堵,顶端设有出水口,进水口和出水口以备用于连接冷却循环水系统,从而向各横梁管中通入循环冷却水。优选地,其中横梁管组的各横梁管采用锅炉钢管。
18.其中,衬套3包括耐热合金衬套和耐磨耐火材料衬套。耐热合金衬套和耐磨耐火材料衬套均设有通风孔4。耐热合金衬套放置在底层,而若干耐磨耐火材料衬套依次叠放在耐热合金衬套的上方,直至与耐热合金大梁隔板5的上端平齐。叠放时,要使耐热合金衬套的通风孔4与耐磨耐火材料衬套的通风孔4对齐,从而形成导风结构。
19.其中,金属梁体框架1.1中的两组横梁管组的两端连接至冷却水循环系统,以便于向两组横梁管组内部通入冷却水实现冷却降温。如图1所示,两组横梁管组,其每组包括多根横向延伸的横梁管,在每一组中横梁管在高度方向上相互间隔排列。耐热合金大梁隔板5,分别设有两组通孔,每组通孔包括多个通孔。在每一组中,通孔在高度方向上相互间隔排列。两组横梁管组分别对应穿过在耐热合金大梁隔板5的两组通孔中,使各个耐热合金大梁隔板5相对两组横梁管组在竖直方向上定位。结合图1-图2所示,使多个耐热合金大梁隔板5沿两组横梁管组的延伸方向依次间隔排列(如图1所示,耐热合金大梁隔板5从左到右依次按需要尺寸间隔排列)。耐热合金大梁隔板5的底端位于同一高度。在进行耐磨高强防爆浇注料的浇注之前,需将金属梁体框架1.1的内外表面各喷涂0.1-3mm的防腐层,优选为1-3mm的防腐层。
20.上述承托导风墙大梁结构中,各部件的特点和作用如下:
21.横梁管被水循环冷却具备常温条件梁体拉筋作用;耐热合金大梁隔板5起到对横梁管的紧束和梁体隔断和应力局限降低作用;耐热合金底托起到避免下方裸露部分因气流裹带的球团碎渣及渣粉滞悬对此部位造成冲刷的保护作用和对衬套3的承载作用;耐热合金衬套上对耐磨耐火材料衬套起到承托作用,可起到与耐热合金底托相同的作用;防腐层在金属梁体框架1.1浇注时起到对金属梁体框架1.1抗酸氧化的作用和遇热后消失形成缝隙以避免耐磨耐火材料衬套因热震环境碎裂,更便于日后衬套3的更换。耐磨高强防爆浇注料对金属梁体框架1.1起到支撑作用与紧固作用,与金属梁体框架1.1共同承担梁体的负荷
作用,使横梁管与炉内高温球团起到分隔/隔热作用。金属梁体框架1.1表面的防腐层受热消失产生的间隙使炉内热源与横梁管因上述原因不能直接传导而阻绝。在高压水冷却的前提下大梁进水口温度和出水口温度基本保持一致,接近常温,保证大梁高温负荷能力。
22.如图所示,在耐热合金大梁隔板5的上端设有便于耐磨高强防爆浇注料进行浇注并压出与导风墙砖下面凸起部分相吻合的大梁凹沟的隔板凹槽。在金属梁体框架1.1的外侧及每个导风口2内侧紧贴横梁管支模具,将制备好的耐磨高强防爆浇注料用常规的浇注工艺制备与耐热合金大梁隔板5的顶端相平,两侧用与隔板凹槽相一致的凸鼓,压制出梁凹沟,用免烧排潮烘烤工艺制备成承托导风墙大梁结构成品。此承托导风墙大梁结构成品在竖炉内安装时,再将进水口和出水口与炉外循环管路进出水口连接。
23.本专利还提供一种球团竖炉所使用的大梁的制造方法,其包括如下步骤:
24.第一步,制作框架1.1,并且在框架1.1上通过设置隔板5,形成由隔板5隔开的若干导风口2
25.准备若干根横梁管,将其分成两组横梁管组,以分别对应承托导风墙大梁结构的前后侧面;
26.准备若干个耐热合金大梁隔板5,在耐热合金大梁隔板5上对应两组横梁管组设置两组通孔,每组通孔包含在竖直方向上间隔排列的多个通孔;每根横梁管逐块对位穿过各耐热合金大梁隔板5的各通孔,并将各耐热合金大梁隔板5与横梁管焊接固定,得到金属梁体框架1.1,在每两个相邻耐热合金大梁隔板5隔开形成导风口2;
27.将各横梁管的两端分别连通进水立管和出水立管,并与进水立管和出水立管焊接固定,进水立管设有进水口,出水立管设有出水口,借此使各横梁管连接至冷却水循环系统;优选地,在进行耐磨高强防爆浇注料的浇注之前,需将金属梁体框架1.1的内外表面各喷涂0.1-3mm的防腐层,优选为1-3mm的防腐层。
28.第二步,制作浇注料;
29.所述浇注料包括第一主料、第一结合及助烧剂、促凝剂、反絮凝剂、耐热钢纤维。所述第一结合及助烧剂包括磷酸或磷酸盐。
30.所述第一主料,按重量份数计,配比为:粒径0mm-3mm的高铝矾土熟料或焦宝石熟料、陶瓷复合均化料25-30份;粒径3mm-5mm的高铝矾土熟料或焦宝石熟料、陶瓷复合均化料20-30份;粒径≧300目的高铝矾土细粉5-10份;粒径≧300目的sic细粉10-15份;粒径小于1mm的sic颗粒料5-7份;粒径5μm的sic微粉4-6份;粒径小于10μm的二氧化硅微粉3-5份;粒径≧300目优质粘土细粉10-15份。
31.第三步,把浇注料浇筑在框架1.1外围上,形成梁体1.2
32.在金属梁体框架1.1的外侧支模具,将制备好的耐磨高强防爆浇注料浇注包裹在金属梁体框架1.1的外部形成梁体1.2;在高度方向上,耐磨高强防爆浇注料的上表面与耐热合金大梁隔板5的顶端相平齐,并压出与导风墙砖下面凸起部分相吻合的大梁凹沟;在厚度(侧面)方向上,耐磨高强防爆浇注料与横梁管内侧管壁防腐层相齐平,外侧浇注层大于横梁管外侧管壁防腐层与振动棒直径间距尺寸,中间包覆横梁管及各耐热合金大梁隔板5两端的通孔及外侧部分;在长度方向上,耐磨高强防爆浇注料包覆处于两端头的耐热合金大梁隔板5表面并与炉体两端炉墙外侧相齐平。介于竖炉的两个竖炉梁体之间的“大梁结构”外部均被耐磨高强防爆浇注料包覆。浇注后,采用免烧排潮烘烤工艺制备得到大梁成
品,即钢结构与耐磨高强防爆浇注料复合的承托导风墙大梁结构。
33.第四步,制作衬套3,衬套3带有通风孔4
34.衬套3由耐磨耐火材料制成。所述耐磨耐火材料包括第二主料、第二结合及助烧剂、反絮凝剂、抗氧化剂。所述第二结合及助烧剂,按重量份数计,配比为:结合及助烧剂:磷酸或磷酸盐溶液,总加入量占所述主料总重的7-12%。所述反絮凝剂,按重量份数计,配比为:三聚磷酸钠或六偏磷酸钠,占所述主料总重的0-0.3%。
35.第五步,把制作好的衬套3放入所述导风口2,并且所述衬套3与所述主体1可拆卸连接
36.在导风口2中设置衬套3:在相邻两个所述耐热合金大梁隔板5之间的底部铺耐热合金大梁底托,所述耐热合金大梁底托横担在相邻两个耐热合金大梁隔板5底端设置的隔板托耳上,向所述耐热合金大梁底托上叠放耐热合金衬套,在耐热合金衬套上方叠放耐磨耐火材料衬套直至与耐热合金大梁隔板5的上端平齐,使耐热合金衬套的通风孔4和所有耐磨耐火材料衬套的通风孔4保持对齐,形成导风结构;
37.以下为本专利的较佳实施例。
38.实施例1
39.本实施例提供一种球团竖炉所使用的大梁的制造方法,其包括如下步骤:
40.第一步,制作框架1.1,并且在框架1.1上设置隔板5,形成由隔板5隔开的若干导风口2;
41.准备12根横梁管,将其分成两组横梁管,每组6根,以分别对应承托导风墙大梁结构的前后侧面;
42.准备10个耐热合金大梁隔板5,在耐热合金大梁隔板5上对应两组横梁管组设置两组通孔,每组通孔包含6个竖直方向上间隔排列的通孔。每根横梁管逐块对位穿过各耐热合金大梁隔板5的各通孔,并在穿过处将各耐热合金大梁隔板5与横梁管焊接固定,得到金属梁体框架1.1,在每两个相邻耐热合金大梁隔板5隔开形成导风口2;
43.将各横梁管的两端分别连通出水立管和进水立管,并与出水立管和进水立管焊接固定,出水立管上端设有出水口,进水立管下端设有进水口,借此使各横梁管连接至冷却水循环系统;
44.将金属梁体框架1.1的内外表面各喷涂2mm的防腐层。
45.第二步,制作浇注料;
46.a.配料:
47.按重量份数计,主料配比如下:
48.粒径8mm-20mm的陶瓷复合均化料20份;粒径3mm-8mm的陶瓷复合均化料20份;粒径1mm-3mm的莫来石质颗粒料5份;粒径小于1mm的莫来石质颗粒料5份;粒径≧300目的莫来石质颗粒料15份;粒径小于1mm的sic颗粒料20份;粒径≧300目的sic细粉5份;粒径5μm的sic微粉5份;粒径小于10μm的二氧化硅微粉5份;共计100份。
49.结合剂:磷酸盐溶液,总加入量占上述主料总重的6%;
50.反絮凝剂:三聚磷酸钠,占上述主料总重的0.05%;
51.促凝剂:铝酸盐水泥,占上述主料总重的2%;
52.抗氧化剂:粒径≧300目金属硅粉,占上述主料总重的4%;
53.耐热钢纤维:占上述主料总重的1%;
54.防爆纤维:占上述主料总重的0.05%;
55.b.原料预混:
56.按原料配方,将不同粒度的陶瓷复合均化料、莫来石质颗粒料、高铝矾土颗粒、sic、二氧化硅微粉、金属硅粉、防爆纤维、耐热钢纤维在混料机中混合均匀,然后加入占主料总重3%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;三聚磷酸钠和铝酸盐水泥组成混合料b单独包装;
57.c.二次混料:
58.困料结束后,将混合料a和混合料b倒入强制式搅拌机中混和均匀,再次加入占主料总重3%的磷酸盐溶液,搅拌至湿度均匀形成可浇注施工的耐火浇筑料;
59.第三步,把浇注料浇筑在框架1.1外围上,形成梁体1.2;
60.在金属梁体框架1.1的外侧支模具,将制备好的耐磨高强防爆浇注料浇注包裹在金属梁体框架1.1的外部形成梁体1.2,浇注成型后养护5天入窑烘烤,烘烤温度600-800℃,排出结晶水、达到磷酸盐结合强度即可;在高度方向上,耐磨高强防爆浇注料的上表面与耐热合金大梁隔板5的顶端相平齐,并压出与导风墙砖下面凸起部分相吻合的大梁凹沟;在厚度方向上,耐磨高强防爆浇注料与横梁管内侧管壁防腐层相齐平,外侧浇注层大于横梁管外侧管壁防腐层与振动棒直径间距尺寸,中间包覆横梁管及各耐热合金大梁隔板5两端的通孔及外侧部分;在长度方向上,耐磨高强防爆浇注料包覆处于两端头的耐热合金大梁隔板5表面并与炉体两端炉墙外侧相齐平。介于竖炉的两个竖炉梁体之间的“大梁结构”外部均被耐磨高强防爆浇注料包覆。浇注后,采用免烧排潮烘烤工艺制备得到大梁成品,即钢结构与耐磨高强防爆浇注料复合的承托导风墙大梁结构。
61.第四步,制作衬套3,衬套带有通风孔4;
62.在本实施例中,衬套是采用常规的方法制备的耐磨耐火材料衬套砖。
63.第五步,把制作好的衬套3放入所述导风口2,并且所述衬套3与所述主体1可拆卸连接。
64.在导风口2中设置衬套3:在相邻两个耐热合金大梁隔板5之间的底部铺耐热合金大梁底托,共铺设18块,两块为一组,间隔铺设。耐热合金大梁底托横担在相邻两个耐热合金大梁隔板5底端设置的隔板托耳上,在耐热合金大梁底托上叠放耐热合金衬套,在耐热合金衬套上方叠放7块耐磨耐火材料衬套直至与耐热合金大梁隔板5的上端平齐,使耐热合金衬套的通风孔4和所有耐磨耐火材料衬套的通风孔4保持对齐,形成导风结构。
65.优选地,各横梁管为锅炉钢管,耐热合金大梁隔板5、耐热合金大梁底托和耐热合金衬套为含铬25%、镍2%的高铬铸钢。
66.经试验,本实施例制备的承托导风墙大梁结构,抗折强度大于25mpa,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
67.实施例2
68.本实施例提供一种球团竖炉所使用的大梁的制造方法,其包括如下步骤:
69.第一步,制作框架(1.1),并且在框架(1.1)上通过设置隔板(5),形成由隔板(5)隔开的若干导风口(2)
70.准备12根横梁管,将其分成两组横梁管,每组6根,以分别对应承托导风墙大梁结
构的前后侧面;
71.准备10个耐热合金大梁隔板5,在耐热合金大梁隔板5上对应两组横梁管组设置两组通孔,每组通孔包含6个竖直方向上间隔排列的通孔。每根横梁管逐块对位穿过各耐热合金大梁隔板5的各通孔,并在穿过处将各耐热合金大梁隔板5与横梁管焊接固定,得到金属梁体框架1.1,在每两个相邻耐热合金大梁隔板5隔开形成导风口2;
72.将各横梁管的两端分别连通出水立管和进水立管,并与出水立管和进水立管焊接固定,出水立管上端设有出水口,进水立管下端设有进水口,借此使各横梁管连接至冷却水循环系统;
73.将金属梁体框架1.1的内外表面各喷涂2mm的防腐层。
74.第二步,制作浇注料
75.a.配料:
76.按重量份数计,主料配比如下:
77.粒径8mm-20mm的陶瓷复合均化料20份;粒径3mm-8mm的陶瓷复合均化料20份;粒径1mm-3mm的莫来石质颗粒料5份;粒径小于1mm的莫来石质颗粒料5份;粒径≧300目的莫来石质颗粒料15份;粒径小于1mm的sic颗粒料20份;粒径≧300目的sic细粉5份;粒径5μm的sic微粉5份;粒径小于10μm的二氧化硅微粉5份;共计100份。
78.结合剂:磷酸盐溶液,总加入量占上述主料总重的6%;
79.反絮凝剂:三聚磷酸钠,占上述主料总重的0.05%;
80.促凝剂:铝酸盐水泥,占上述主料总重的2%;
81.抗氧化剂:粒径≧300目金属硅粉,占上述主料总重的4%;
82.耐热钢纤维:占上述主料总重的1%;
83.防爆纤维:占上述主料总重的0.05%;
84.b.原料预混:
85.按原料配方,将不同粒度的陶瓷复合均化料、莫来石质颗粒料、高铝矾土颗粒、sic、二氧化硅微粉、金属硅粉、防爆纤维、耐热钢纤维在混料机中混合均匀,然后加入占主料总重3%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;三聚磷酸钠和铝酸盐水泥组成混合料b单独包装;
86.c.二次混料:
87.困料结束后,将混合料a和混合料b倒入强制式搅拌机中混和均匀,再次加入占主料总重3%的磷酸盐溶液,搅拌至湿度均匀形成可浇注施工的耐火浇筑料;
88.第三步,把浇注料浇筑在框架(1.1)外围上,形成梁体(1.2)
89.在金属梁体框架1.1的外侧支模具,将制备好的耐磨高强防爆浇注料浇注包裹在金属梁体框架1.1的外部形成梁体1.2,浇注成型后养护5天入窑烘烤,烘烤温度600-800℃,排出结晶水、达到磷酸盐结合强度即可;在高度方向上,耐磨高强防爆浇注料的上表面与耐热合金大梁隔板5的顶端相平齐,并压出与导风墙砖下面凸起部分相吻合的大梁凹沟;在厚度方向上,耐磨高强防爆浇注料与横梁管内侧管壁防腐层相齐平,外侧浇注层大于横梁管外侧管壁防腐层与振动棒直径间距尺寸,中间包覆横梁管及各耐热合金大梁隔板5两端的通孔及外侧部分;在长度方向上,耐磨高强防爆浇注料包覆处于两端头的耐热合金大梁隔板5表面并与炉体两端炉墙外侧相齐平。介于竖炉的两个竖炉梁体之间的“大梁结构”外部
均被耐磨高强防爆浇注料包覆。浇注后,采用免烧排潮烘烤工艺制备得到大梁成品,即钢结构与耐磨高强防爆浇注料复合的承托导风墙大梁结构。
90.第四步,制作衬套(3),衬套(3)带有通风孔(4)
91.在本实施例中,耐磨耐火材料衬套是采用常规的方法制备的耐磨耐火材料衬套砖。
92.第五步,把制作好的衬套(3)放入所述导风口(2),并且所述衬套(3)与所述主体(1)可拆卸连接
93.在导风口2中设置衬套3:在相邻两个耐热合金大梁隔板5之间的底部铺耐热合金大梁底托,共铺设18块,两块为一组,间隔铺设。耐热合金大梁底托横担在相邻两个耐热合金大梁隔板5底端设置的隔板托耳上,在耐热合金大梁底托上叠放耐热合金衬套,在耐热合金衬套上方叠放7块耐磨耐火材料衬套直至与耐热合金大梁隔板5的上端平齐,使耐热合金衬套的通风孔4和所有耐磨耐火材料衬套的通风孔4保持对齐,形成导风结构。
94.横梁管为锅炉钢管,耐热合金大梁隔板5、耐热合金大梁底托和耐热合金衬套为含铬20%、镍2%的高铬铸铁。
95.经试验,本实施例制备的承托导风墙大梁结构,抗折强度大于25mpa,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
96.实施例3
97.本实施例提供一种球团竖炉所使用的大梁的制造方法,其包括如下步骤:
98.第一步,制作框架(1.1),并且在框架(1.1)上通过设置隔板(5),形成由隔板(5)隔开的若干导风口(2)
99.准备12根横梁管,将其分成两组横梁管,每组6根,以分别对应承托导风墙大梁结构的前后侧面;
100.准备10个耐磨合金大梁隔板5,在耐磨合金大梁隔板5上对应两组横梁管组设置两组通孔,每组通孔包含6个竖直方向上间隔排列的通孔。每根横梁管逐块对位穿过各耐磨合金大梁隔板5的各通孔,并在穿过处将各耐磨合金大梁隔板5与横梁管焊接固定,得到金属梁体框架1.1,在每两个相邻耐热合金大梁隔板5隔开形成导风口2;
101.将各横梁管的两端分别连通出水立管和进水立管,并与出水立管和进水立管焊接固定,出水立管上端设有出水口,进水立管下端设有进水口,借此使各横梁管连接至冷却水循环系统;
102.将金属梁体框架1.1的内外表面各喷涂2mm的防腐层。
103.第二步,制作浇注料
104.a.配料:
105.按重量份数计,主料配比如下:
106.粒径8mm-20mm的陶瓷复合均化料20份;粒径3mm-8mm的陶瓷复合均化料20份;粒径1mm-3mm的莫来石质颗粒料5份;粒径小于1mm的莫来石质颗粒料5份;粒径≧300目的莫来石质颗粒料15份;粒径小于1mm的sic颗粒料20份;粒径≧300目的sic细粉5份;粒径5μm的sic微粉5份;粒径小于10μm的二氧化硅微粉5份;共计100份。
107.结合剂:磷酸盐溶液,总加入量占上述主料总重的6%;
108.反絮凝剂:三聚磷酸钠,占上述主料总重的0.05%;
109.促凝剂:铝酸盐水泥,占上述主料总重的2%;
110.抗氧化剂:粒径≧300目金属硅粉,占上述主料总重的4%;
111.耐热钢纤维:占上述主料总重的1%;
112.防爆纤维:占上述主料总重的0.05%;
113.b.原料预混:
114.按原料配方,将不同粒度的陶瓷复合均化料、莫来石质颗粒料、高铝矾土颗粒、sic、二氧化硅微粉、金属硅粉、防爆纤维、耐热钢纤维在混料机中混合均匀,然后加入占主料总重3%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;三聚磷酸钠和铝酸盐水泥组成混合料b单独包装;
115.c.二次混料:
116.困料结束后,将混合料a和混合料b倒入强制式搅拌机中混和均匀,再次加入占主料总重3%的磷酸盐溶液,搅拌至湿度均匀形成可浇注施工的耐火浇筑料;
117.第三步,把浇注料浇筑在框架(1.1)外围上,形成梁体(1.2)
118.在金属梁体框架1.1的外侧支模具,将制备好的耐磨高强防爆浇注料浇注包裹在金属梁体框架1.1的外部形成梁体1.2,浇注成型后养护5天入窑烘烤,烘烤温度600-800℃,排出结晶水、达到磷酸盐结合强度即可;在高度方向上,耐磨高强防爆浇注料的上表面与耐磨合金大梁隔板5的顶端相平齐,并压出与导风墙砖下面凸起部分相吻合的大梁凹沟;在厚度方向上,耐磨高强防爆浇注料与横梁管内侧管壁防腐层相齐平,外侧浇注层大于横梁管外侧管壁防腐层与振动棒直径间距尺寸,中间包覆横梁管及各耐热合金大梁隔板5两端的通孔及外侧部分;在长度方向上,耐磨高强防爆浇注料包覆处于两端头的耐磨合金大梁隔板5表面并与炉体两端炉墙外侧相齐平。介于竖炉的两个竖炉梁体之间的“大梁结构”外部均被耐磨高强防爆浇注料包覆。浇注后,采用免烧排潮烘烤工艺制备得到大梁成品,即钢结构与耐磨高强防爆浇注料复合的承托导风墙大梁结构。
119.第四步,制作衬套(3),衬套(3)带有通风孔(4)
120.第五步,把制作好的衬套(3)放入所述导风口(2),并且所述衬套(3)与所述主体(1)可拆卸连接
121.在导风口2中设置衬套3:在相邻两个耐磨合金大梁隔板5之间的底部铺耐磨合金大梁底托,共铺设18块,两块为一组,间隔铺设。耐磨合金大梁底托横担在相邻两个耐磨合金大梁隔板5底端设置的隔板托耳上,在耐磨合金大梁底托上叠放耐磨合金衬套,在耐磨合金衬套上方叠放7块耐磨耐火材料衬套直至与耐磨合金大梁隔板5的上端平齐,使耐磨合金衬套的通风孔4和所有耐磨耐火材料衬套的通风孔4保持对齐,形成导风结构。
122.横梁管为锅炉钢管,耐磨合金大梁隔板5、耐磨合金大梁底托和耐磨合金衬套为高锰铸钢或高锰合金板。
123.经试验,本实施例制备的承托导风墙大梁结构,抗折强度大于25mpa,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
124.实施例4
125.本实施例提供一种球团竖炉所使用的大梁的制造方法,其中除了第二、三步,其他步骤与实施例1相同,第二、三步的区别归纳如下:
126.a.配料:
127.按重量份数计,主料配比如下:
128.粒径8mm-20mm的高铝矾土颗粒料25份;粒径3mm-8mm的高铝矾土颗粒料10份;粒径1mm-3mm的莫来石质颗粒料10份;粒径小于1mm的莫来石质颗粒料3份;粒径≧300目的高铝矾土细粉20份;粒径小于1mm的sic颗粒料10份;粒径≧300目的sic细粉10份;粒径5μm的sic微粉4份;粒径小于10μm的二氧化硅微粉8份;共计100份。
129.结合剂:磷酸盐溶液,总加入量占上述主料总重的10%;
130.反絮凝剂:偏磷酸钠,占上述主料总重的0.01%;
131.促凝剂:铝酸盐水泥,占上述主料总重的2%;
132.抗氧化剂:粒径在200目金属硅粉,占上述主料总重的1%;
133.耐热钢纤维:占上述主料总重的4%;
134.防爆纤维:占上述主料总重的0.01%;
135.b.原料预混:
136.按原料配方,将不同粒度的高铝矾土颗粒料、莫来石质颗粒料、高铝矾土细粉、sic、二氧化硅微粉、金属硅粉、防爆纤维、耐热钢纤维在混料机中混合均匀,然后加入占主料总重5%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;三聚磷酸钠和铝酸盐水泥组成混合料b单独包装;
137.c.二次混料:
138.困料结束后,将混合料a和混合料b倒入强制式搅拌机中混和均匀,再次加入占主料总重5%的磷酸盐溶液,搅拌至湿度均匀形成可浇筑施工的耐火浇筑料;
139.d.浇注成带导风口的顺直的或上拱下平的长方形梁体、低温烘烤:
140.用步骤c所述耐磨高强防爆浇注料,按普通耐磨高强防爆浇注料支模浇注方式浇注成中间带导风口的矩形或上拱下平的导风墙大梁,浇注成型后养护5天入窑烘烤,烘烤温度600-800℃,排出结晶水、达到磷酸盐结合强度即可。
141.经试验,本实施例制备的承托导风墙大梁结构,抗折强度大于25mpa,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
142.实施例5
143.本实施例提供一种球团竖炉所使用的大梁的制造方法,其中除了第二、三步其他步骤与实施例1相同,第二、三步的区别归纳如下:
144.a.配料:
145.按重量份数计,主料配比如下:
146.粒径8mm-15mm的焦宝石颗粒料22.5份;粒径3mm-8mm的焦宝石颗粒料15份;粒径1mm-3mm的莫来石质颗粒料7.5份;粒径小于1mm的莫来石质颗粒料4份;粒径≧300目的高铝矾土17.5份;粒径小于1mm的sic颗粒料15份;粒径≧300目的sic细粉7.5份;粒径5μm的sic微粉4份;粒径小于10μm的二氧化硅微粉7份;共计100份。
147.结合及助烧剂:磷酸或磷酸盐溶液,总加入量占上述主料总重的8%;
148.反絮凝剂:三聚磷酸钠,占上述主料总重的0.03%;
149.促凝剂:铝酸盐水泥,占上述主料总重的1.5%;
150.抗氧化剂:粒径在≥300目金属硅粉,占上述主料总重的2.5%;
151.耐热钢纤维:占上述主料总重的2.5%;
152.防爆纤维:占上述主料总重的0.03%;
153.b.原料预混:
154.按原料配方,将不同粒度的焦宝石颗粒料、莫来石质颗粒料、高铝矾土颗粒、sic、二氧化硅微粉、金属硅粉、防爆纤维、耐热钢纤维在混料机中混合均匀,然后加入占主料总重4%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;三聚磷酸钠和铝酸盐水泥组成混合料b单独包装;
155.c.二次混料:
156.困料结束后,将混合料a和混合料b倒入强制式搅拌机中混和均匀,再次加入占主料总重4%的磷酸盐溶液,搅拌至湿度均匀形成可浇筑施工的耐火浇筑料;
157.d.浇注成带导风口的顺直的或上拱下平的长方形梁体、低温烘烤:
158.用步骤c所述耐磨高强防爆浇注料,按普通耐磨高强防爆浇注料支模浇注方式浇注成中间带导风口的矩形或上拱下平的导风墙大梁,浇注成型后养护5天入窑烘烤,烘烤温度600-800℃,排出结晶水、达到磷酸盐结合强度即可。
159.经试验,本实施例制备的承托导风墙大梁结构,抗折强度大于25mpa,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
160.实施例6
161.本实施例提供一种球团竖炉所使用的大梁的制造方法,其中除了第二、三步其他步骤与实施例1相同,第二、三步的区别归纳如下:
162.a.配料:
163.按重量份数计,主料配比如下:
164.粒径8mm-20mm的陶瓷复合均化颗粒料20份;粒径3mm-8mm的陶瓷复合均化颗粒料15份;粒径1mm-3mm的莫来石质颗粒料10份;粒径小于1mm的莫来石质颗粒料4份;粒径≧300目的高铝矾土17.5份;粒径小于1mm的sic颗粒料15份;粒径≧300目的sic细粉7.5份;粒径5μm的sic微粉4份;粒径小于10μm的二氧化硅微粉7份;共计100份。
165.结合及助烧剂:磷酸或磷酸盐溶液,总加入量占上述主料总重的8%;
166.反絮凝剂:三聚磷酸钠,占上述主料总重的0.03%;
167.促凝剂:铝酸盐水泥,占上述主料总重的1.5%;
168.抗氧化剂:粒径在≥300目金属硅粉,占上述主料总重的2.5%;
169.耐热钢纤维:占上述主料总重的2.5%;
170.防爆纤维:占上述主料总重的0.03%;
171.b.原料预混:
172.按原料配方,将不同粒度的陶瓷复合均化颗粒料、莫来石质颗粒料、高铝矾土颗粒、sic、二氧化硅微粉、金属硅粉、防爆纤维、耐热钢纤维在混料机中混合均匀,然后加入占主料总重4%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;三聚磷酸钠和铝酸盐水泥组成混合料b单独包装;
173.c.二次混料:
174.困料结束后,将混合料a和混合料b倒入强制式搅拌机中混和均匀,再次加入占主料总重4%的磷酸盐溶液,搅拌至湿度均匀形成可浇筑施工的耐火浇筑料;
175.d.浇注成带导风口的顺直的或上拱下平的长方形梁体、低温烘烤:
176.用步骤c所述耐磨高强防爆浇注料,按普通耐磨高强防爆浇注料支模浇注方式浇注成中间带导风口的矩形或上拱下平的导风墙大梁,浇注成型后养护5天入窑烘烤,烘烤温度600-800℃,排出结晶水、达到磷酸盐结合强度即可。
177.经试验,本实施例制备的承托导风墙大梁结构,抗折强度大于25mpa,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
178.实施例7
179.本实施例提供一种球团竖炉所使用的大梁的制造方法,其中除了第二、三步其他步骤与实施例1相同,第二、三步的区别归纳如下:
180.a.配料:
181.按重量份数计,主料配比如下:
182.粒径0mm-3mm的陶瓷复合均化料20份;粒径3mm-5mm的陶瓷复合均化料30份;粒径≧300目的高铝矾土细粉5份;粒径≧300目的sic细粉15份;粒径小于2mm的sic颗粒料5份;粒径5μm的sic微粉5份;粒径小于10μm的二氧化硅微粉5份;粒径≧300目优质粘土细粉15份;共计100份。
183.结合及助烧剂:磷酸盐溶液,总加入量占上述主料总重的9%;
184.反絮凝剂:三聚磷酸钠,占上述主料总重的0.3%;
185.抗氧化剂:粒径≧300目金属硅粉,占上述主料总重的3%;
186.b.原料预混:
187.按配方量,将不同粒度的陶瓷复合均化料、高铝矾土细粉、sic细粉、二氧化硅微粉、粘土细粉、金属硅粉在混料机中混合均匀,然后加入占主料总重4%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;三聚磷酸钠b单独包装;
188.c.二次混料:
189.困料结束后,将混合料a和混合料b倒入强制式搅拌机中混和均匀,再次加入占主料总重5%的磷酸盐溶液,搅拌至湿度均匀,形成成型机压制耐磨耐火材料衬套砖原料;
190.d.机压成型、高温烧制:
191.将步骤c所述制砖原料,按计量注入衬套砖模具,用振动成型机或其它任何类型压机压制成型后干燥5天以上入窑,以普通耐火砖的烧制方式烧成,烧制温度1250℃。
192.经试验,实施例7制备的耐磨耐火材料衬套(砖),耐压强度大于60mpa,体积密度大于3g/cm3,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
193.实施例8
194.本实施例提供一种球团竖炉所使用的大梁的制造方法,其中除了第二、三步其他步骤与实施例1相同,第二、三步的区别归纳如下:a.配料:
195.按重量份数计,主料配比如下:
196.粒径0mm-3mm的高铝矾土颗粒料25份;粒径3mm-5mm的高铝矾土颗粒料30份;
197.粒径≧300目的莫来石质细粉10份;粒径≧300目的sic细粉10份;粒径小于1mm的sic颗粒料7份;粒径5μm的sic微粉4份;粒径小于10μm的二氧化硅微粉5份;粒径≧300目优质粘土细粉11份;共计100份。
198.结合及助烧剂:磷酸盐溶液,总加入量占上述主料总重的5%;
199.反絮凝剂:六偏磷酸钠,占上述主料总重的0.1%;
200.抗氧化剂:粒径≧300目金属硅粉,占上述主料总重的1%;
201.b.原料预混:
202.按配方量,将不同粒度的高铝矾土颗粒料、莫来石质细粉、sic颗粒及细粉、二氧化硅微粉、粘土细粉、金属硅粉在混料机中混合均匀,然后加入占主料总重4%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;六偏磷酸钠为原料b单独包装;
203.c.二次混料:
204.困料结束后,将混合料a和混合料b倒入强制式搅拌机中混和均匀,再次加入占主料总重2%的磷酸盐溶液,搅拌至湿度均匀,形成成型机压制耐磨耐火材料衬套砖原料;
205.d.机压成型、高温烧制:
206.将步骤c所述制砖原料,按计量注入按计量注入衬套砖模具,用振动成型机或其它任何类型压机压制成型后干燥5天以上入窑,以普通耐火砖的烧制方式烧成,烧制温度1250℃。
207.经试验,实施例8制备的耐磨耐火材料衬套(砖),耐压强度大于60mpa,体积密度大于3g/cm3,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
208.实施例9
209.本实施例提供一种球团竖炉所使用的大梁的制造方法,其中除了第二、三步其他步骤与实施例1相同,第二、三步的区别归纳如下:
210.a.配料:
211.按重量份数计,主料配比如下:
212.粒径0mm-3mm的陶瓷复合均化料25份;粒径3mm-5mm的陶瓷复合均化料22.5份;粒径≧300目的莫来石质细粉7.5份;粒径≧300目的sic细粉12.5份;粒径小于1mm的sic颗粒料6份;粒径5μm的sic微粉5份;粒径小于10μm的二氧化硅微粉4份;粒径≧300目优质粘土细粉12.5份;共计100份。
213.结合及助烧剂:磷酸盐溶液,总加入量占上述主料总重的7%;
214.反絮凝剂:三聚磷酸钠,占上述主料总重的0.25%;
215.抗氧化剂:粒径≧300目金属硅粉,占上述主料总重的2%;
216.b.原料预混:
217.按配方量,将不同粒度的陶瓷复合均化颗粒料、莫来石细粉、sic颗粒及微粉、二氧化硅微粉、粘土细粉、金属硅粉在混料机中混合均匀,然后加入占主料总重3.5%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;三聚磷酸钠为原料b单独包装;
218.c.二次混料:
219.困料结束后,将混合料a和原料b倒入强制式搅拌机中混和均匀,再次加入占主料总重3.5%的磷酸盐溶液,搅拌至湿度均匀,形成成型机压制耐磨耐火材料衬套砖原料;
220.d.机压成型、高温烧制:
221.将步骤c所述制砖原料,按计量注入按计量注入衬套砖模具,用振动成型机或其它任何类型压机压制成型后干燥5天以上入窑,以普通耐火砖的烧制方式烧成,烧制温度1250
℃。
222.经试验,实施例9制备的耐磨耐火材料衬套(砖),耐压强度大于60mpa,体积密度大于3g/cm3,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
223.实施例10
224.本实施例提供一种球团竖炉所使用的大梁的制造方法,其中除了第二、三步其他步骤与实施例1相同,第二、三步的区别归纳如下:
225.a.配料:
226.按重量份数计,主料配比如下:
227.粒径0mm-3mm的陶瓷复合均化颗粒料25份;粒径3mm-5mm的陶瓷复合均化颗粒料28份;粒径≧300目的高铝矾土细粉8份;粒径≧300目的sic细粉15份;粒径小于1mm的sic颗粒料6份;粒径5μm的sic微粉5份;粒径小于10μm的二氧化硅微粉3份;粒径≧300目优质粘土细粉10份;共计100份。
228.结合及助烧剂:磷酸盐溶液,总加入量占上述主料总重的7%;
229.反絮凝剂:六偏磷酸钠,占上述主料总重的0.1%;
230.抗氧化剂:粒径≧300目金属硅粉,占上述主料总重的2%;
231.b.原料预混:
232.按配方量,将不同粒度的陶瓷复合均化颗粒料、高铝矾土细粉、sic颗粒料及微粉、二氧化硅微粉、粘土细粉、金属硅粉在混料机中混合均匀,然后加入占主料总重3.5%的磷酸盐溶液,达到湿度均匀形成混合料a装入聚丙烯塑料袋,进行不少于24小时的湿法困料化学反应;六偏磷酸钠为原料b单独包装;
233.c.二次混料:
234.困料结束后,将混合料a和原料b倒入强制式搅拌机中混和均匀,再次加入占主料总重3.5%的磷酸盐溶液,搅拌至湿度均匀,形成成型机压制耐磨耐火材料衬套砖原料;
235.d.机压成型、高温烧制:
236.将步骤c所述制砖原料,按计量注入按计量注入衬套砖模具,用振动成型机或其它任何类型压机压制成型后干燥5天以上入窑,以普通耐火砖的烧制方式烧成,烧制温度1250℃。
237.经试验,实施例10制备的耐磨耐火材料衬套(砖),耐压强度大于60mpa,体积密度大于3g/cm3,显气孔率小于15%,耐磨值小于5cm3,水冷法测试热震稳定性大于20次。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。