1.本实用新型涉及汽车焊接生产流水线,具体涉及一种翼子板支架柔性切换定位设备。
背景技术:
2.随着汽车行业的快速发展,车型的更替也越来越快,新车型的投产和场地有限的矛盾也越来越突出。由于翼子板支架涉及整车前部外观,通常放在焊接层级较高的工位进行,以此来减少公差累计。当前翼子板支架的上件和焊接,多以机器人抓举上件和机器人自动焊接为主,机器人自动上件,需要制作对应零部件的精准上件置台和定位抓手,当车型多且各车型状态不一致时,同一工位的上件零件也难以实现抓手和定位夹具的共用,因此不同车型的定位抓手占用大量的工位空间,很难实现多车型在同一工位的生产,不利于焊接生产线的布局和外观质量的保证。
3.cn209349772u一种多车型共用的三面体转毂,其包括:两个底座、驱动转盘、轴承座、翻转框架、以及到位检测机构。通过设置两个底座,在两个底座上分别安装驱动转盘和轴承座,将翻转框架夹设于驱动转盘和轴承座之间,由驱动转盘带动旋转,并设置到位检测机构检测翻转框架是否翻转到位,翻转框架上周向设有三个可安装夹具的安装面,三个安装面在到位检测机构的控制下自由切换运作,从而加快焊装生产节拍,提高加工生产效率。
4.cn210550694u公开了一种汽车翼子板支架安装夹具,所述的汽车翼子板支架安装夹具的夹具底座上端安装轴承座,轴承座内安装旋转轴,旋转轴上端与角支座连接,轴承座上设置伸缩气缸,伸缩气缸的气缸本体安装在轴承座侧面位置,限位块安装在旋转轴上,伸缩气缸的伸缩杆端头与角支座铰接连接,角支座上端安装翼子板支架夹紧部件,该汽车翼子板支架安装夹具,结构简单,投入成本低,能够使得进行翼子板支架安装过程中不会与夹具发生碰撞,有效防止变形,使得翼子板安装操作简便,提高生产效率,降低返工率。
5.毋庸置疑,上述两份专利文献公开的技术方案都是所属技术领域的一种有益的尝试。
技术实现要素:
6.有鉴于此,本实用新型的目的在于提供一种翼子板支架柔性切换定位设备,能够实现多种车型、多种状态的翼子板支架共线共工位生产需求,解决了汽车焊接生产流水线对场地需求的矛盾。
7.本实用新型中的一种翼子板支架柔性切换定位设备,包括支撑系统和柔性切换定位系统,还包括驱动系统和导向系统;
8.所述柔性切换定位系统包括前侧安装支架、后侧安装支架、主动单元、从动单元、转毂单元以及翼子板支架夹具定位单元,所述主动单元安装在所述前侧安装支架上,所述从动单元安装在所述后侧安装支架上,所述转毂单元的后部与所述从动单元以能够转动的方式连接,所述转毂单元的前部与所述主动单元传动连接,所述主动单元能够带动所述转
毂单元转动;所述转毂单元沿所述主动单元的轴线的周向设置有多个安装板,多个所述安装板上均能够安装所述翼子板支架夹具定位单元;
9.所述导向系统包括设置在所述支撑系统的上侧的导轨以及设置在所述柔性切换定位系统的下侧的导向块,所述导轨与导向块滑动配合,所述导轨的长度沿左右方向;
10.所述驱动系统能够带动所述柔性切换定位系统沿左右方向移动。
11.进一步,所述柔性切换定位系统还包括安装底板,所述前侧安装支架和后侧安装支架均设置在所述安装底板的上侧,所述导向块设置在所述安装底板的下侧。
12.进一步,所述导轨的数量均为两个,两个所述导轨分别设置在所述支撑系统的上侧的前部和后部;所述导向块的数量为四个,所述安装底板上对应两个所述导轨的位置分别设置有两个导向块。
13.进一步,所述驱动系统包括固定在所述支撑系统上的直线气缸,所述直线气缸的活塞杆的轴线沿左右方向,所述直线气缸的活塞杆与所述安装底板固定连接。
14.进一步,所述直线气缸位于两个所述导轨之间。
15.进一步,所述支撑系统包括底座框架单元、设置在所述底座框架的上侧的支撑单元以及设置在所述底座框架的下侧的调节单元。
16.进一步,所述支撑单元包括用于安装所述导轨的支撑板和用于安装所述直线气缸的支撑块。
17.进一步,所述底座框架单元具有四个支脚,所述调节单元包括分别设置在四个所述支脚上的调节构件,所述调节构件包括调节基板和与多个调节螺栓,所述调节基板与支脚连接,多个所述调节螺栓的轴线均沿上下方向,多个所述调节螺栓均向下伸出于所述调节基板,并且多个所述调节螺栓能够沿上下方向调节位置。
18.进一步,所述转毂单元上设置有四个所述安装板。
19.进一步,所述主动单元包括旋转电机、传动结构和轮毂连接法兰,所述旋转电机能够通过传动机构带动所述轮毂连接法兰转动,所述转毂单元与轮毂连接法兰连接;所述从动单元包括轴承座和设置在所述轴承座内的轴承,所述转毂单元与轴承连接。
20.本实用新型的有益效果是:本实用新型能够实现多种车型、多种状态的翼子板支架共线共工位生产需求,解决了汽车焊接生产流水线对场地需求的矛盾,同时该翼子板支架柔性切换定位设备有效保证翼子板安装点的精度,保证白车身总成的外观质量,为整车外观品质打下坚实基础。
附图说明
21.为了使本实用新型的目的、技术方案和有益效果更加清楚,本实用新型提供如下附图进行说明:
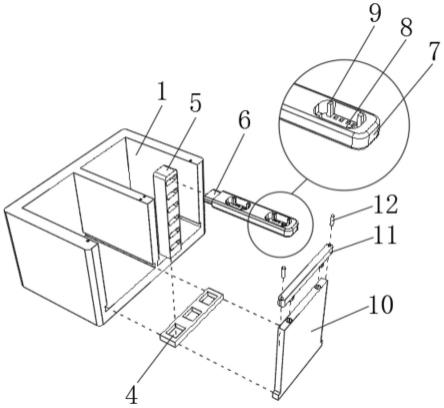
22.图1为本实用新型的结构示意图;
23.图2为本实用新型的支撑系统的结构示意图;
24.图3为本实用新型的柔性切换定位系统的结构示意图(安装底板未示出)。
25.附图中标记如下:
26.1-支撑系统,11-底座框架单元,111-支脚,12-支撑单元,121-支撑板,122-支撑块,13-调节构件,131-调节基板,132-调节螺栓;
27.2-柔性切换定位系统,21-前侧安装支架,22-后侧安装支架,23-主动单元,231-旋转电机,232-轮毂连接法兰,24-从动单元,241-轴承座,242-轴承,25-转毂单元,251-安装板,26-翼子板支架夹具定位单元,27-安装底板;
28.3-驱动系统,31-直线气缸,32-活塞杆;
29.4-导向系统,41-导轨,42-导向块。
具体实施方式
30.如图1-图3所示,本实施例中的一种翼子板支架柔性切换定位设备,包括支撑系统1和柔性切换定位系统2,还包括驱动系统3和导向系统4;
31.所述柔性切换定位系统2包括前侧安装支架21、后侧安装支架22、主动单元23、从动单元24、转毂单元25以及翼子板支架夹具定位单元26,所述主动单元23安装在所述前侧安装支架21上,所述从动单元24安装在所述后侧安装支架22上,所述转毂单元25的后部与所述从动单元24以能够转动的方式连接,所述转毂单元25的前部与所述主动单元23传动连接,所述主动单元23能够带动所述转毂单元25转动;所述转毂单元25沿所述主动单元23的轴线的周向设置有多个安装板251,多个所述安装板251上均能够安装所述翼子板支架夹具定位单元26;
32.所述导向系统4包括设置在所述支撑系统1的上侧的导轨41以及设置在所述柔性切换定位系统2的下侧的导向块42,所述导轨41与导向块42滑动配合,所述导轨41的长度沿左右方向;
33.所述驱动系统3能够带动所述柔性切换定位系统2沿左右方向移动。
34.本实施例中,所述主动单元23包括旋转电机231、传动结构和轮毂连接法兰232,所述旋转电机231能够通过传动机构带动所述轮毂连接法兰232转动,所述转毂单元25与轮毂连接法兰232连接;所述从动单元24包括轴承座241和设置在所述轴承座241内的轴承242,所述转毂单元25与轴承242连接。传动结构可以是多个依次啮合的齿轮,从而实现旋转电机的输出轴与轮毂连接法兰的传动连接。
35.在使用时,该翼子板支架柔性切换定位设备设置在汽车焊接生产流水线上的翼子板支架安装工位,并且汽车焊接生产流水线的左右两侧分别设置有一个翼子板支架柔性切换定位设备,分别用于白车身的左右两侧的翼子板支架的安装。
36.该翼子板支架柔性切换定位设备可以在多个安装板251上分别安装适用于不同车型的翼子板支架夹具定位单元26,当白车身总成到达汽车焊接生产流水线上,汽车焊接生产流水线上的车型识别系统能够识别出当前车型型号,然后各个焊接工位均切换为对应的工作状态,该翼子板支架柔性切换定位设备也需要切换为对应的工作状态。
37.切换时,旋转电机231工作,旋转电机231通过传动机构带动轮毂连接法兰232转动,从而带动轮毂单元转动,轮毂连接法兰232以及轴承242同轴,轮毂单元转动时的旋转轴为轮毂连接法兰232以及轴承242的轴线,转动时从动单元24的轴承242和轴承座241能够提供支撑,保证轮毂单元的轴线不偏移,轮毂单元转动能够将对应车型的翼子板支架夹具定位单元26转动到上件工作位置,完成切换。
38.切换完成后,工作人员将翼子板支架的各个部件安装到翼子板支架夹具定位单元26上,随后白车身总成到达两个翼子板支架柔性切换定位设备之间后,通过驱动系统3带动
柔性切换定位系统2沿着导轨41朝着靠近白车身总成的方向移动,直至滑行至安装位置,待工作人员完成翼子板支架的安装后,通过驱动系统3带动柔性切换定位系统2沿着导轨41朝着远离白车身总成的方向移动,直至滑行至上件工作位置,至此完成翼子板支架的上件以及安装工作,白车身总成继续向汽车焊接生产流水线的后续工位输送。
39.该翼子板支架柔性切换定位设备能够实现多种车型、多种状态的翼子板支架共线共工位生产需求,解决了汽车焊接生产流水线对场地需求的矛盾,同时该翼子板支架柔性切换定位设备有效保证翼子板安装点的精度,保证白车身总成的外观质量,为整车外观品质打下坚实基础。
40.本实施例中,所述柔性切换定位系统2还包括安装底板27,所述前侧安装支架21和后侧安装支架22均设置在所述安装底板27的上侧,所述导向块42设置在所述安装底板27的下侧。
41.本实施例中,所述导轨41的数量均为两个,两个所述导轨41分别设置在所述支撑系统1的上侧的前部和后部;所述导向块42的数量为四个,所述安装底板27上对应两个所述导轨41的位置分别设置有两个导向块42。导轨41和导向块42的配合能够保证柔性切换定位系统2的移动路径准确,从而有效保证翼子板安装点的精度。
42.本实施例中,所述驱动系统3包括固定在所述支撑系统1上的直线气缸31,所述直线气缸31的活塞杆32的轴线沿左右方向,所述直线气缸31的活塞杆32与所述安装底板27固定连接。
43.本实施例中,所述直线气缸31位于两个所述导轨41之间。驱动系统3和导向系统4的位置设置合理。
44.本实施例中,所述支撑系统1包括底座框架单元11、设置在所述底座框架的上侧的支撑单元12以及设置在所述底座框架的下侧的调节单元。
45.本实施例中,所述支撑单元12包括用于安装所述导轨41的支撑板121和用于安装所述直线气缸31的支撑块122。
46.本实施例中,所述底座框架单元11具有四个支脚111,所述调节单元包括分别设置在四个所述支脚111上的调节构件13,所述调节构件13包括调节基板131和与多个调节螺栓132,所述调节基板131与支脚111连接,多个所述调节螺栓132的轴线均沿上下方向,多个所述调节螺栓132均向下伸出于所述调节基板131,并且多个所述调节螺栓132能够沿上下方向调节位置。调节螺栓132与调节基板131螺纹配合,通过旋转调节螺栓132能够沿上下方向改变调节螺栓132的位置,从而能够改变底座框架单元11的高度,进而实现翼子板支架柔性切换定位设备适应不同的汽车焊接生产流水线,提高翼子板支架柔性切换定位设备的通用性。
47.本实施例中,所述转毂单元25上设置有四个所述安装板251,四个安装板251组成四棱柱的四个侧面,每个安装板251上可以安装一个翼子板支架夹具定位单元26,也就是说在本实施例中最多可以安装四种不同类型的翼子板支架夹具定位单元26,以适用于四种不同车型的翼子板支架安装。如图1和图3中所示,也可以选择其中两个安装板251用于安装两种不同类型的翼子板支架夹具定位单元26。
48.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本
实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。