1.本发明涉及电机定子铁芯制造设备技术领域,尤其涉及一种定子铁芯绕线工装。
背景技术:
2.中国发明专利cn114301206a公开了一种盘式驱动电机,其包括主轴、盘式定子组件、盘式转子组件以及筒状机壳,盘式定子组件由上、下辐条式定子支架和若干定子线圈模块构成。其中,每一定子线圈模块由定子铁芯和定子线圈构成,定子线圈绕制在定子铁芯的外周面上,定子线圈由若干绕线层相互叠加绕制而成。
3.现在的定子铁芯通常是单独进行绕线的,绕线效率低。同时,在定子铁芯多层绕线时,位于上层的绕线线圈的结束末端处于悬空状态,此处会出现不规整引起绕线爬线的情况,增加绕线线圈的厚度,增大绕线线圈的占用空间。
4.为此,本技术人经过有益的探索和研究,找到了解决上述问题的方法,下面将要介绍的技术方案便是在这种背景下产生的。
技术实现要素:
5.本发明所要解决的技术问题在于:针对现有技术的不足而提供一种提高绕线效率、避免不规整导致绕线爬线的情况的定子铁芯绕线工装。
6.本发明所要解决的技术问题可以采用如下技术方案来实现:
7.一种定子铁芯绕线工装,包括:
8.底座板;
9.对称间隔设置在所述底座板上的左、右支撑旋转机构;以及
10.若干定子铁芯夹套,每一定子铁芯夹套对应地夹装在相邻的两个定子铁芯的插装部上,使得若干定子铁芯串联固定在一起,并形成定子铁芯绕线主体,所述定子铁芯绕线主体放置在所述左、右支撑旋转机构之间且由所述左、右支撑旋转机构进行夹持,使得所述定子绕线主体可绕其中心轴线进行旋转;
11.工作时,使得所述定子铁芯绕线主体绕其中心轴线进行旋转,以将漆包线逐层绕制在所述定子铁芯绕线主体中每一个定子铁芯的外周面上。
12.在本发明的一个优选实施例中,所述左支撑旋转机构包括:
13.设置在所述底座板上的左支撑座;
14.设置在所述左支撑座的顶部的旋转轴座,所述旋转轴座内构成有旋转轴孔;
15.转动安装在所述旋转轴座的旋转轴孔内的旋转轴,所述旋转轴的左、右端延伸出所述旋转轴孔;以及
16.设置在所述旋转轴的右端上的左旋转轴套,所述左旋转轴套通过左定子铁芯压板与所述定子铁芯绕线主体中位于最左端的定子铁芯的插装部固定连接。
17.在本发明的一个优选实施例中,所述左定子铁芯压板由左上、下定子铁芯压块围合而成,所述左上、下定子铁芯压块之间的连接处形成有与定子铁芯的插装部适配的左压
合凹槽,所述左上、下定子铁芯压块分别通过紧固件固定在所述左旋转轴套的支撑端面上,并通过所述左压合凹槽将所述定子铁芯绕线主体中位于最左端的定子铁芯的插装部压紧在所述左旋转轴套的支撑端面上。
18.在本发明的一个优选实施例中,所述右支撑旋转机构包括:
19.设置在所述底座板上的右支撑座;
20.设置在所述右支撑座的顶部的顶针轴座,所述顶针轴座内构成有顶针轴孔;
21.套装在所述顶针轴座的顶针轴孔内的顶针轴,所述顶针轴的左、右端延伸出所述顶针轴孔,所述顶针轴的左端形成有顶针部;
22.顶针锁紧螺钉,所述顶针锁紧螺钉旋设在所述顶针轴座上,用于对所述顶针轴进行锁紧;以及
23.右旋转轴套,所述右旋转轴套通过右定子铁芯压板与所述定子铁芯绕线主体中位于最右端的定子铁芯的插装部固定连接,所述顶针轴的顶针部顶靠在所述右旋转轴套上。
24.在本发明的一个优选实施例中,所述右定子铁芯压板由右上、下定子铁芯压块围合而成,所述右上、下定子铁芯压块之间的连接处形成有与定子铁芯的插装部适配的右压合凹槽,所述右上、下定子铁芯压块分别通过紧固件固定在所述右旋转轴套的支撑端面上,并通过所述右压合凹槽将所述定子铁芯绕线主体中位于最右端的定子铁芯的插装部压紧在所述右旋转轴套的支撑端面上。
25.在本发明的一个优选实施例中,所述定子铁芯夹套由上、下定子铁芯夹板围合而成,所述上、下定子铁芯夹板之间的连接处形成有与相邻的两个定子铁芯的插装部适合的夹持凹槽;安装时,所述上、下定子铁芯夹板夹持在相邻的两个定子铁芯的插装部上,使得所述上、下定子铁芯夹板之间形成的夹持凹槽包覆住相邻的两个定子铁芯的插装部,再通过紧固件将所述上、下定子铁芯夹板进行固定。
26.在本发明的一个优选实施例中,在所述上、下定子铁芯夹板的左侧板面或右侧板面上固定安装有上、下绕线垫片,所述下、下绕线垫片靠近定子铁芯的位置处形成有上、下绕线引导斜面。
27.在本发明的一个优选实施例中,还包括安装在所述底座板上的用于辅助所述定子铁芯绕线主体进行旋转的旋转辅助增稳机构。
28.在本发明的一个优选实施例中,所述旋转辅助增稳机构包括:
29.至少一环状压轮,每一环状压轮套设在所述定子铁芯绕线主体的外周侧上且可与所述定子铁芯绕线主体中的任意一个定子铁芯夹套可拆卸固定连接;以及
30.安装在所述底座板上的用于辅助每一环状压轮进行转动的辊轴机构;
31.在本发明的一个优选实施例中,所述辊轴机构包括:
32.对称间隔设置在所述底座板上的左、右辊轴支撑座;以及
33.呈上下间隔布置在所述左、右辊轴支撑座之间的上、下辊轴,所述上、下辊轴的左、右端分别转动安装在所述左、右辊轴支撑座上,所述上、下辊轴的外轴面与每一环状压轮的外轮面形成滚动接触。
34.在本发明的一个优选实施例中,还包括第一旋转手柄,所述第一旋转手柄安装在所述旋转轴的左端上,用于驱动所述旋转轴进行旋转,从而带动所述定子铁芯绕线主体进行旋转。
35.在发明的一个优选实施例中,还包括第二旋转手柄,所述第二旋转手柄安装在所述上辊轴或下辊轴的一端,用于驱动所述上辊轴或下辊轴进行旋转,在所述上辊轴或下辊轴与每一环状压轮之间设置有传动机构,所述传动机构在所述上辊轴或下辊轴旋转时带动每一环状压轮进行转动,从而带动所述定子铁芯绕线主体进行旋转。
36.在本发明的一个优选实施例中,还包括安装在所述底座板上的用于引导漆包线进行绕线的引线机构。
37.在本发明的一个优选实施例中,所述引线机构包括引线导轨、引线滑轮座以及引线滑轮,所述引线导轨安装在所述底座板上,所述引线滑轮座滑动配置在所述引线导轨上,所述引线滑轮轴设在所述引线滑轮座上。
38.在本发明的一个优选实施例中,在所述引线机构与漆包线放线盘之间设置有用于对漆包线进行涨紧的涨紧机构。
39.由于采用了如上技术方案,本发明的有益效果在于:
40.1.本发明可对多个定子铁芯进行连续绕线,提高了绕线效率;
41.2.本发明通过辊轴机构对环状压轮进行辅助转动,抵消漆包线对串联固定后的若干定子铁芯的拉力,提高绕线稳定性;
42.3.本发明通过在定子铁芯夹套处加装上、下绕线垫片,避免因不规整引起绕线爬线的问题。
附图说明
43.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
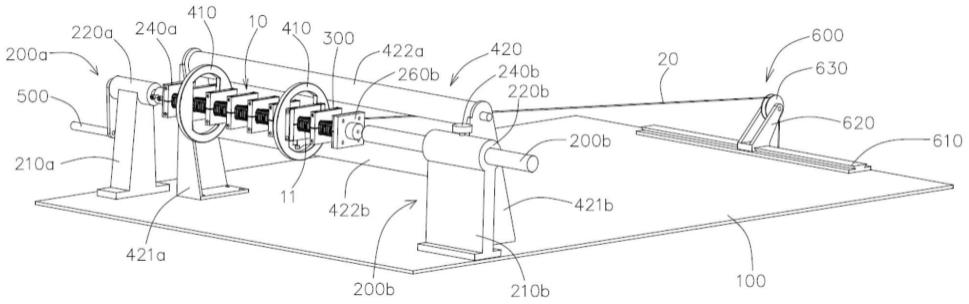
44.图1是本发明的实施例1的三维结构示意图。
45.图2是本发明的实施例1的俯视图。
46.图3是本发明的实施例1的侧视图。
47.图4是本发明的实施例1的装配示意图(省略底座板、环状压轮、辊轴机构和引线机构)。
48.图5是本发明的实施例1的定子铁芯与上、下绕线垫片之间的配合示意图。
49.图6是本发明的实施例1的上、下绕线垫片的分解示意图。
50.图7是本发明的实施例1的定子铁芯与上、下绕线垫片之间的绕线示意图。
51.图8是本发明的实施例1的定子铁芯的绕线示意图。
52.图9是本发明的实施例2的三维结构示意图。
具体实施方式
53.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
54.实施例1
55.参见图1至图4,图中给出的是一种定子铁芯绕线工装,包括底座板100、左、右支撑
旋转机构200a、200b以及七个定子铁芯夹套300。
56.底座板100作为整个工装的支撑座,其用于安装工装中的各个机构或组件,使得工装可放置在指定的工作平面上进行工作。
57.左、右支撑旋转机构200a、200b对称间隔设置在底座板100上,其用于对定子铁芯绕线主体10进行夹持。
58.左支撑旋转机构200a包括左支撑座210a、旋转轴座220a、旋转轴230a以及左旋转轴套240a。左支撑座210a设置在底座板100上。旋转轴座220a设置在左支撑座210a的顶部,旋转轴座220a内构成有旋转轴孔(图中未示出)。旋转轴230a转动安装在旋转轴座220a的旋转轴孔内,旋转轴230a的左、右端延伸出旋转轴孔。左旋转轴套240a通过紧固螺丝等紧固件固定设置在旋转轴230a的右端上,左旋转轴套240a通过左定子铁芯压板250a与定子铁芯绕线主体10中位于最左端的定子铁芯11的插装部固定连接。
59.具体地,左定子铁芯压板250a由左上、下定子铁芯压块251a、252a围合而成,左上、下定子铁芯压块251a、252a之间的连接处形成有与定子铁芯11的插装部适配的左压合凹槽,左上、下定子铁芯压块251a、252a分别通过例如紧固螺钉等紧固件固定在左旋转轴套240a的支撑端面上,并通过左压合凹槽将定子铁芯绕线主体10中位于最左端的定子铁芯的插装部压紧在左旋转轴套240a的支撑端面上,使得左旋转轴套240a与定子铁芯绕线主体10的左端进行固定连接。
60.右支撑旋转机构200b包括右支撑座210b、顶针轴座220b、顶针轴230b、顶针锁紧螺钉240b以及右旋转轴套250b。右支撑座210b设置在底座板100上。顶针轴座220b设置在右支撑座210b的顶部,右支撑座210b内构成有顶针轴孔(图中未示出)。顶针轴230b套装在顶针轴座220b的顶针轴孔内,其左、右端延伸出顶针轴孔,顶针轴230b的左端形成有顶针部231b。顶针锁紧螺钉240b旋设在顶针轴座220b上,其用于对顶针轴230b进行锁紧。右旋转轴套250b通过右定子铁芯压板260b与定子铁芯绕线主体10中位于最右端的定子铁芯11的插装部固定连接。顶针轴230b的顶针部231b在工作时顶靠在右旋转轴套250b上。右支撑旋转机构200b中的顶针轴230b可沿顶针轴座220b的轴向进行移动和锁定,以便适应不同数量的定子铁芯11串联。
61.具体地,右定子铁芯压板260b由右上、下定子铁芯压块261b、262b围合而成,右上、下定子铁芯压块261b、262b之间的连接处形成有与定子铁芯11的插装部适配的右压合凹槽,右上、下定子铁芯压块261b、262b分别通过例如紧固螺钉等紧固件固定在右旋转轴套250b的支撑端面上,并通过右压合凹槽将定子铁芯绕线主体10中位于最右端的定子铁芯11的插装部压紧在右旋转轴套250b的支撑端面上。
62.每一定子铁芯夹套300对应地夹装在相邻的两个定子铁芯11的插装部上,使得八个定子铁芯11串联固定在一起,并形成定子铁芯绕线主体10。当然,定子铁芯夹套300的数量并不局限于本实施例中的数量,其应根据需要串联的定子铁芯11的数量而设置。工作时,定子铁芯绕线主体10放置在左、右支撑旋转机构200a、200b之间且由左、右支撑旋转机构200a、200b进行夹持,使得定子铁芯绕线主体10可绕其中心轴线进行旋转。
63.具体地,定子铁芯夹套300由上、下定子铁芯夹板310、320围合而成,上、下定子铁芯夹板310、320之间的连接处形成有与相邻的两个定子铁芯11的插装部适合的夹持凹槽。安装时,上、下定子铁芯夹板310、320夹持在相邻的两个定子铁芯11的插装部上,使得上、下
定子铁芯夹板310、320之间形成的夹持凹槽包覆住相邻的两个定子铁芯11的插装部,再通过例如紧固螺栓等紧固件将上、下定子铁芯夹板310、320进行固定,从而将相邻的两个定子铁芯11串接固定在一起。
64.参见图5至图8,在上、下定子铁芯夹板310、320的左侧板面或右侧板面上固定安装有上、下绕线垫片311、321,上、下绕线垫片311、321靠近定子铁芯11的位置处形成有上、下绕线引导斜面3111、3211,通过上、下绕线引导斜面3111、3211对绕线进行规整,避免绕线层末端出现悬空情况。上、下绕线垫片311、321的设置位置根据绕线方向而设置。
65.本实施例中的定子铁芯绕线工装还包括旋转辅助增稳机构400,旋转辅助增稳机构安装在底座板100上,其用于辅助定子铁芯绕线主体10进行旋转,提高定子铁芯绕线主体10的稳定性,保证绕线效果。
66.具体地,旋转辅助增稳机构包括两个环状压轮410以及辊轴机构420。
67.两个环状压轮410沿轴向间隔套设在定子铁芯绕线主体10的外周侧上且每一环状压轮410可与定子铁芯绕线主体10中的任意一个定子铁芯夹套300可拆卸固定连接。当然,环状压轮410的数量并不局限于本实施例中的数量,其应根据实际要求而设置。
68.辊轴机构420安装在底座板100上,其用于辅助每一环状压轮410进行转动。辊轴机构420包括左、右辊轴支撑座421a、421b以及上、下辊轴422a、422b。左、右辊轴支撑座421a、421b对称间隔设置在底座板100上且位于左、右支撑座210a、210b的一侧。上、下辊轴422a、422b呈上下间隔布置在左、右辊轴支撑座421a、421b之间,上、下辊轴422a、422b的左、右端分别转动安装在左、右辊轴支撑座421a、421b上,上、下辊轴422a、422b的外轴面与每一环状压轮410的外轮面形成滚动接触。
69.当定子铁芯绕线主体10进行绕线时,漆包线20会对定子铁芯绕线主体10产生一定拉力,进而传递至绕线工装上。由于每一环状压轮410与定子铁芯绕线主体10是固定连接的,绕线时也会一起转动,但在上、下辊轴422a、422b的限位作用下,拉力会经由环状压轮410传递至上、下辊轴422a、422b,从而抵消漆包线20产生的拉力,防止定子铁芯绕线主体10在绕线时发生变形,影响绕线效果。同时,由于定子铁芯绕线主体10是连续绕线(漆包线不能断),所以环状压轮410采用可拆卸方式安装,随着绕线移动,绕线处的环状压轮410同时相应移动。
70.本实施例中的定子铁芯绕线工装还还包括旋转手柄500,旋转手柄500安装在旋转轴230a的左端上,用于驱动旋转轴230a进行旋转,从而带动定子铁芯绕线主体10进行旋转。当然,也可以采用电动方式进行驱动,例如驱动电机通过齿轮组件或皮带轮组件等传动机构与旋转轴230a进行连接,驱动旋转轴230a进行转动。
71.本实施例中的定子铁芯绕线工装还包括引线机构600,其安装在底座板100上,用于引导漆包线20进行绕线。具体地,
72.引线机构600包括引线导轨610、引线滑轮座620以及引线滑轮630。引线导轨610安装在底座板100上,引线滑轮座620滑动配置在引线导轨610上,引线滑轮630轴设在引线滑轮座620上。引线滑轮630通过引线滑轮座620在引线导轨610上进行往复滑移,其可跟随绕线移动。
73.为了保证漆包线20具有一定的拉力,在引线机构600与漆包线放线盘(图中未示出)之间设置有涨紧机构(图中未示出),涨紧机构用于对漆包线20进行涨紧,以使得漆包线
20保持一定拉力。在本实施例中,涨紧机构可采用摩擦轮或其他涨紧设备。
74.本实施例中的定子铁芯绕线工装的工作过程如下:
75.1.将七个定子铁芯夹套300对应地夹装在相邻的两个定子铁芯11的插装部上,使得八个定子铁芯11串联固定在一起,形成定子铁芯绕线主体10;
76.2.将两个环状压轮410间隔套装在定子铁芯绕线主体10,并固定在绕线的起始端处;
77.3..将安装有环状压轮410的定子铁芯绕线主体10放置在左、右支撑旋转机构200a、200b之间,并由左、右支撑旋转机构200a、200b进行夹持,同时使得环状压轮410的外轮面与上、下辊轴422a、422b的外轴面形成滚动接触;
78.4.从漆包线放线盘放出的漆包线的放线端绕过引线机构600后在绕在定子铁芯绕线主体10的绕线起始端处,然后再通过螺钉或夹套等紧固件固定在底座板100上;
79.5.通过旋转手柄500带动定子铁芯绕线主体10进行旋转,使得漆包线20绕制在定子铁芯绕线主体10中每一定子铁芯11的外周面上,在绕线过程中,环状压轮410跟随绕线移动,直到第一层绕线结束,再将漆包线剪断;
80.6.重复以上步骤2至步骤5,进行下一层绕线,直至多层绕线结束。
81.实施例2
82.本实施例中的定子铁芯绕线工装与实施例1中的定子铁芯绕线工装大致相同,其区别在于定子铁芯绕线主体10’的驱动方式。具体地,参见图9,本实施例中的旋转手柄500’安装在上辊轴422a’的一端,其用于驱动上辊轴422a’进行旋转,在上辊轴422a’与每一环状压轮410’之间设置有传动机构(图中未示出),传动机构在上辊轴422a’旋转时带动每一环状压轮410’进行转动,从而带动定子铁芯绕线主体10’进行旋转。传动机构的传动形式不限,可采用齿轮传动、皮带同步带传动、摩擦轮传动等形式。
83.当然,也可以将旋转手柄500’安装在下辊轴422b’的一端,其用于驱动下辊轴422b’进行旋转,在下辊轴422b’与每一环状压轮410’之间设置有传动机构(图中未示出),传动机构在下辊轴422b’旋转时带动每一环状压轮410’进行转动,从而带动定子铁芯绕线主体10’进行旋转。传动机构的传动形式不限,可采用齿轮传动、皮带同步带传动、摩擦轮传动等形式。
84.在绕线时,两个环状压轮410’始终位于绕线处的两侧,仅在绕线处的定子铁芯夹套受到扭转扭矩,其他定子铁芯不受力。相对于实施例1,定子铁芯之间不存在扭矩传递,从而减少扭矩传递对定子铁芯的伤害,同时也能提高绕线效果。
85.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。