1.本发明涉及酿酒生产技术领域,尤其涉及一种稻壳柔性输送系统。
背景技术:
2.现行的稻壳输送采用皮带输送或机械刮板输送,这两种输送方式各有很多弊端,其中采用皮带的稻壳输送过程,皮带底部经常会粘连并沉积厚厚的粉尘,不仅增加设备的损耗及维护量,也使得工作环境粉尘过多;而另一种机械刮板输送方式,在稻壳输送过程中造成大量的破碎,在更远距离情况下将有超过25%甚至更高的比例的稻壳破损,每日会有大量的粉尘需要清理,设备运行中故障频繁,需要大量的人力去维护和清理粉尘,增大了生产成本,而且刮板输送机支撑所需要的土建基础投资费用也非常高。
3.与传统皮带输送或机械刮板输送稻壳的方式相比,本发明创造性地采用柔性输送方式用气力输送稻壳。采用管道密闭式方式,净化了环境;输送过程中与管壁的摩擦小,极大程度地保护了稻壳的原貌,满足酿酒工艺品质的内在要求,同时也减少了输送设备的磨损;输送过程中噪音小。本发明不仅极大程度地保持原来稻壳的原貌,同时改善生产工作环境,节约了大量的投资成本和运行成本。
4.中国专利cn104741361b公开了一种稻壳三态分解过程中的前端自动进料与筛选除铁装置,它包括顺序相连的外输送机构、筛选除铁机构、下料推进机构;外输送机构包括,盛装斗,输送管,设置在进料输送管内部的输送带,进料弯管;筛选除铁机构包括,进料弯管下方设置的料斗,料斗下方设置有输送管;输送管上安装有振动罩,振动罩内从上直下依次连接有第一振动装置、第二振动装置;下料推进机构包括,横向输料管、横向驱动装置、横向传动叶片、下料料斗、观察口、横向传动杆;该专利提供一种稻壳三态分解过程中的前端自动进料与筛选除铁装置,方便稻壳三态反应的转化,提高生产效率,避免杂质干扰,避免安全事故,并且延长设备使用寿命。
5.中国专利cn202754541u公开了一种酿酒稻壳风力除尘输送系统,其特征是:稻壳从汽车或库房通过进料器、由补风口补风,依次经过旋风分离器、真空绞龙至闸门;进入库房的稻壳由闸门分流到第一螺旋输送机后进入库房,进入糠房的稻壳由闸门分流到第二螺旋输送机后进入糠房;由进料器分离出稻壳中的杂质经补风口后收集在杂质收集器中;由旋风分离器分离出稻壳中的粉尘由风机引入布袋除尘器后收集在粉尘收集器中;糠房的稻壳在经过处理之后,依次经过除尘输送设备,第三螺旋输送机到达酿酒车间。该专利解决了稻壳运送及除尘问题,能大幅提高劳动生产效率、降低人工成本、提高原辅料质量。该专利的缺陷在于:其解决粉尘的方式并非是通过解决其源头完成的,而是粉尘的收集。大量的粉尘造成了设备故障的频发。并且该运输方式无法保持稻壳的原貌,不利于酿酒的进行。
6.中国专利cn106108108b公开了一种烟丝正压浓相气力输送系统,其包括一个压力仓泵,它通过上部输入管道与烟丝料仓相连,输入管道上设有入口阀,压力仓泵下部通过出口阀与输出管道相连,压力仓泵还通过补气装置与输出管道相连,压力仓泵上还连接有输送气管道、流化装置和排气口装置,其中所述输送气管道和所述流化装置与压缩空气源连
通。该专利的烟丝正压气力输送系统能降低气力输送能耗、降低烟丝破损率、避免烟末沉积和减少香气损失。该专利用于烟丝的运输,但是烟丝运输在负压气力输送时需考虑的影响因素不同,气量大反而会造成烟丝造碎率的提高和分层产生,无法用于稻壳的输送过程。
7.本发明的目的旨在克服现有输送设备技术的缺陷,提供一种采取柔性输送技术所对应的供稻壳模式,当酿酒车间的缓冲料仓要料时,对应的柔性输送系统装置运行,能有效地避免原有皮带及机械刮板两种输送方式下的稻壳破损严重、粉尘堆积严重、环境粉尘弥漫、设备损耗严重、设备维护人力的大量投入等等问题,不仅保证了酿酒工艺所要求的稻壳形状的原态,也大大降低了酿酒的生产成本。
8.此外,一方面由于对本领域技术人员的理解存在差异;另一方面由于发明人做出本发明时研究了大量文献和专利,但篇幅所限并未详细罗列所有的细节与内容,然而这绝非本发明不具备这些现有技术的特征,相反本发明已经具备现有技术的所有特征,而且申请人保留在背景技术中增加相关现有技术之权利。
技术实现要素:
9.针对现有技术之不足,本发明的技术方案是提供一种稻壳柔性输送系统,至少包括环动注气装置、固气混合室和配气组件,所述环动注气装置以其位于所述固气混合室内部的方式与所述配气组件连接;所述环动注气装置通过所述固气混合室与输出管道相连,其中,所述配气组件设置有用于连接至所述输出管道的进气装置以与所述环动注气装置和所述固气混合室形成相适配且具有柔性的气力输送结构。构成的气力输送结构有两个前进方向。气力输送结构中,第一个前进方向的顺序为:环动注气装置、固气混合室、输出管道;第二个前进方向为:配气组件、进气装置、输出管道。本发明气力输送结构的两个前进方向还互相连接,即环动注气装置与配气组件连接。上述柔性是指物料在管道输送的状态畅通、平滑及柔和,减小稻壳与管道壁及稻壳之间的摩擦力;其中固气重量比达到5~8。目前现有技术中的风送输送系统固气重量比小于0.2。本发明中所述的固气重量比为物料重量和空气重量的比值(即稻壳和输送气体的比值),单位统一为千克(kg)。气力输送结构通过配气组件提供气体流,在输送过程中能够避免装置粘连并沉积厚厚的粉尘,减少设备的损耗及维护量,也保障了工作人员所处的工作环境安全、卫生。同时,气体流还能够防止稻壳在输送过程中的大量破碎,减少生产成本。
10.根据一种优选的实施方式,所述配气组件远离所述进气装置的一侧设有第一端口和第二端口,所述第一端口连接有调气装置,所述第二端口连接有气动阀。其中,所述环动注气装置、固气混合室、配气组件、气动阀和调气装置,在稻壳落料及输送过程中,基于稻壳输送工艺需求进行联动切换,以使得所述固气混合室和/或所述输出管道内的固气重量比处于阈值内。气动阀和调气装置通过控制输入配气组件中的气体的压力、流量和流动方向基于稻壳输送工艺需求进行联动切换,从而控制固气混合室和/或输出管道内的稻壳重量与空气重量的比值在阈值范围内,以实现保存稻壳原貌的目的,使得满足酿酒工艺品质的内在要求,即稻壳形状的原态。
11.根据一种优选的实施方式,所述输出管道的连接处设有至少一个出口阀,用于在连接处保持稻壳在所述输出管道的输送状态,以使得与所述输出管道连接的所述固气混合室内固气重量比处于同一阈值内。当物料气体混合物的固气重量比过高时,通过配气组件
增加气体输送量,使得固气重量比下降至阈值范围内,之后出口阀打开,进入输出管道;当物料气体混合物的固气重量比过低时,通过固气混合室内物料的增加,使得固气重量比上升至阈值范围内,之后出口阀打开,进入输出管道。上述设计控制了进入输出管道的物料气体混合物的固气重量比,使得输送过程中稻壳与管壁的摩擦减小,极大程度地保护了稻壳的原貌,摩擦的减小以及通过气力输送的方式也能够减小噪音。
12.根据一种优选的实施方式,所述第一端口和第二端口共同连接至输气管道,其中所述输气管道与压缩空气源连通。输气管道与压缩空气源的连通为气动阀和调气装置提供了气体的输送基础。
13.根据一种优选的实施方式,所述系统还包括有与所述固气混合室呈现三位一体的缓冲加料室和旋转阀。所述缓冲加料室远离所述旋转阀的竖向上一端设置有关断阀,所述关断阀的端部设置有至少一个与所述缓冲加料室匹配并且通过所述关断阀连通的料仓。在所述料仓通过所述关断阀连通至所述缓冲加料室的情况下,所述缓冲加料室、旋转阀和固气混合室连通且能够使得所述固气混合室内固气重量比处于同一阈值内。旋转阀和关断阀共同控制了物料的添加。其中,旋转阀作为物料加入量的主控制单元。因为旋转阀的活塞杆、密封填料不与物料直接接触,大大延长了旋转阀的使用寿命,同时该设计也解决了同类阀门轴密封处物料外漏的情况,大大提高了设备运行的安全性、稳定性。旋转阀由于其不与物料直接接触的设计,减少了设备的磨损,同样保障了稻壳的原貌。关断阀作为物料加入的副控制单元。关断阀能够直接关断物料的加入,便于本装置的启停,并且通过完全密闭的方式净化了环境,防止装置内部的粉尘污染。
14.根据一种优选的实施方式,所述料仓、缓冲加料室和旋转阀呈现容腔及结构的设计匹配,以保持稻壳在落料时的通畅。料仓、缓冲加料室和旋转阀容腔及结构的设计匹配使得稻壳在进入其中时,能够减小与管壁的摩擦,并且有利于控制稻壳的加入量,不会因为不匹配的结构导致物料的加入量呈现不定态。
15.根据一种优选的实施方式,所述旋转阀用于控制物料的加入量,从而控制所述输出管道和/或固气混合室中的固气重量比,所述缓冲加料室能够使得进入所述旋转阀中的物料呈现线性增长,其中,所述线性增长是指:物料进入所述旋转阀的加入量保持匀速。旋转阀通过旋转角度控制的调节阀提供了线性增长,即加入量保持匀速的基础。旋转阀与固气混合室、气动阀、调气装置、进气装置及输气管道呈现功率及能力结构设计的匹配,以保持稻壳输送过程中的通畅、柔和及平滑。旋转阀与固气混合室针对物料的加入进行功率和能力结构的调控,气动阀、调气装置、进气装置及输气管道针对气体流的加入进行功率和能力结构的调控,两者调控使得输出过程中的固气重量比保持在阈值范围内。上述能力结构是指各部件功能的配合能够实现气力运输。
16.根据一种优选的实施方式,所述配气组件与环动注气装置、气动阀、调气装置、进气装置及输气管道呈现结构设计的匹配,以保持稻壳在输送过程中的供气的稳定性及变化适应性。气体的各控制组件进行配合设计,从而控制输送过程中,即进入输出管道中的气体量。气动阀和调气装置两种控制方式能够保障供气的稳定性,同时环动注气装置的配合设计能够在输送过程中,固气重量比发生变化时控制气体输入量的变化,从而保障了稻壳在输送过程中的供气的稳定性及变化适应性。
17.根据一种优选的实施方式,所述固气重量比的调控在于:当物料气体混合物的固
气重量比高于阈值范围时,通过所述配气组件增加气体输送量,使得固气重量比下降至阈值范围内,之后所述出口阀打开;当物料气体混合物的固气重量比低于阈值范围时,通过所述固气混合室内物料的增加,使得固气重量比上升至阈值范围内,之后所述出口阀打开。
18.根据一种优选的实施方式,所述环动注气装置与所述气动阀、调气装置、进气装置及输气管道呈现相连设计,以使得在稻壳输送过程中,基于运行需求形成自动联动的供气和配气阀门的启闭,以保持稻壳的输送状态。
19.根据一种优选的实施方式,所述固气混合室和/或所述输出管道内的固气重量比处于的阈值范围为5~8。
20.根据一种优选的实施方式,所述固气重量比的调控还在于:在处于运输状态的情况下,检测稻壳的自身状态和所处环境信息以确定气体输入量的变化;根据确定的气体输入量的变化,控制所述配气组件和/或环动注气装置气体的输入量,并控制压缩空气源的气体输入参数以使得稻壳的运输处于正常并且柔性的状态下。
21.本发明的有益技术效果:
22.与传统皮带输送或机械刮板输送稻壳的方式相比,本发明创造性地采用柔性输送方式用气力输送稻壳。采用管道密闭式方式,净化了环境;输送过程中与管壁的摩擦小,极大程度地保护了稻壳的原貌,满足酿酒工艺品质的内在要求,同时也减少了输送设备的磨损;输送过程中噪音小;单线输送距离较远,几百米甚至达上千米;在增大输送产能的前提下,不用考虑原来传统输送方式下需加大土建基础的投入和成本;输送末端接收环境清洁。总之,不仅极大程度地保持原来稻壳的原貌,同时改善生产工作环境,节约了大量的投资成本和运行成本。当酿酒车间的缓冲料仓要料时,对应的柔性输送系统装置运行,能有效地避免原有皮带及机械刮板两种输送方式下的稻壳破损严重、粉尘堆积严重、环境粉尘弥漫、设备损耗严重、设备维护人力的大量投入等等问题,不仅保证了酿酒工艺所要求的稻壳形状的原态,也大大降低了酿酒的生产成本。
附图说明
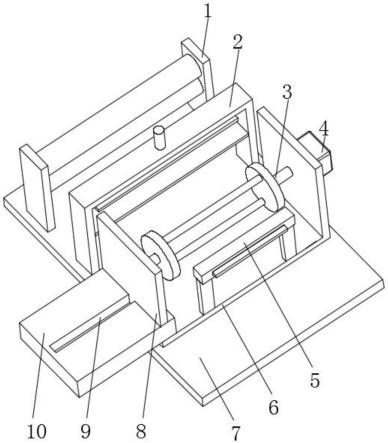
23.图1是本发明的一种稻壳柔性输送系统的优选实施例的结构示意图;
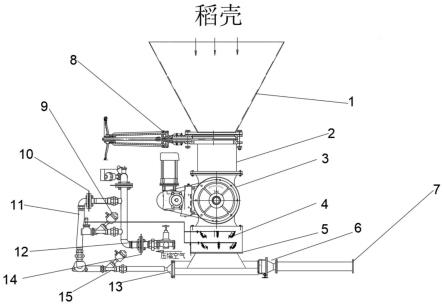
24.图2是本发明的一种稻壳柔性输送系统的优选实施例的侧面结构示意图。
25.附图标记列表
26.1:料仓;2:缓冲加料室;3:旋转阀;4:环动注气装置;5:固气混合室;6:出口阀;7:输出管道;8:关断阀;9:气动阀;10:调气装置;11:配气组件;12:输气管道;13:进气装置;14:节气装置;15:输送气控制阀。
具体实施方式
27.下面结合附图进行详细说明。
28.实施例1
29.首先基于现有技术,对本发明涉及的一种稻壳柔性输送系统的设计原理进行说明。
30.现有技术采用皮带输送或机械刮板输送稻壳。其中机械刮板是通过稻壳与刮板输送机之间的摩擦力进行输送的,导致在稻壳输送过程中,超过四分之一甚至更高比例的稻
壳因与刮板输送机中溜槽的剧烈碰撞而破损。该输送方式导致稻壳与中部槽的摩擦系数大,刮板输送机的功率大部分消耗于稻壳与中部槽的摩擦力上,造成了能耗过大、投资增加,长距离输送的情况下,稻壳破损严重。机械刮板的缺点还在于消耗钢材多,成本大,并且由于刮板输送机通常采用uhmw-pe超高分子量聚乙烯,材料较硬,噪音大约在70分贝。而皮带输送是通过皮带输送机进行输送的,其虽然减小了与稻壳之间的摩擦碰撞,但是皮带底部经常会粘连并沉积厚厚的粉尘,不仅增加设备的损耗及维护量,也使得工作环境粉尘过多,并且该皮带输送机对于稻壳这种输送能力较弱的物料无法做到保持其原貌。该输送方式的缺点还在于维修成本过高,虽为较弱材质运输,但运行时噪音也约为60分贝。
31.因此,本发明在针对保持稻壳原貌和减小噪音方面进行设计,以满足酿酒工艺品质的内在要求,同时改善生产工作环境,节约大量的投资成本和运行成本。
32.为解决上述问题,本发明提供一种稻壳柔性输送系统,创造性地采用柔性输送方式用气力输送稻壳,通过控制固气混合室5和输出管道7中的固气重量比在5~8之间,设置配气组件11与环动注气装置4保证稻壳在输送过程中的供气的稳定性及变化适应性,使得稻壳在输送过程中不与管道发生摩擦或摩擦力减小,从而避免稻壳因碰撞破损,极大程度地保护稻壳的原貌。
33.本发明涉及一种稻壳柔性输送系统,如图1和图2所示,至少包括环动注气装置4、固气混合室5和配气组件11。环动注气装置4位于固气混合室5内,从而形成具有注气功能的固气混合室5。固气混合室5被同时输入物料和气体。固气混合室5例如是竖向下的光滑的筒体。环动注气装置4的出气口指向固气混合室5的轴线,以形成气体流。配气组件11为多个管道的组合,其与环动注气装置4和固气混合室5旁进行配气处理。
34.根据一种优选的实施方式,环动注气装置4以其位于固气混合室5内部的方式与配气组件11连接;环动注气装置4通过固气混合室5与输出管道7相连,其中,配气组件11设置有用于连接至输出管道7的进气装置13以与环动注气装置4和固气混合室5形成相适配且具有柔性的气力输送结构。具体地,稻壳柔性输送系统包括一个固气混合室5、旋转阀3及缓冲加料室2,三者三位一体。三者通过竖向上部入口的关断阀8与稻壳料仓1相连。固气混合室5的竖向下部通过出口阀6与输出管道7相连。环动注气装置4通过固气混合室5与输出管道7相连。固气混合室5上连接有输出管道7及配气组件11。配气组件11与环动注气装置4、气动阀9、调气装置10和进气装置13相连。其中输送气管道12与压缩空气源连通。固气混合室5与旋转阀3、配气组件11、输送气管道12、环动注气装置4及气动阀9在稻壳落料及输送过程中,根据输送工艺需求由控制系统自动操作,实现各种气动阀的自动联动切换及旋转阀的自动运行,以保证稻壳在落料及输送过程中的气固稳定、通畅、柔和及平滑。
35.构成的气力输送结构有两个前进方向。如图1所示,气力输送结构中,第一个前进方向的顺序为:环动注气装置4、固气混合室5、输出管道7;第二个前进方向为:配气组件11、进气装置13、输出管道7。本发明气力输送结构的两个前进方向还互相连接,即环动注气装置4与配气组件11连接。
36.上述柔性是指物料在管道输送的状态畅通、平滑及柔和,减小稻壳与管道壁及稻壳之间的摩擦力;其中固气重量比达到5~8。目前现有技术中的风送输送系统固气重量比小于0.2。
37.本发明中所述的固气重量比为物料重量和空气重量的比值(即稻壳和输送气体的
比值),单位统一为千克(kg)。
38.气力输送结构通过配气组件11提供气体流,在输送过程中能够避免装置粘连并沉积厚厚的粉尘,减少设备的损耗及维护量,也保障了工作人员所处的工作环境安全、卫生。同时,气体流还能够防止稻壳在输送过程中的大量破碎,减少生产成本。
39.本发明创造性地采用柔性输送方式用气力输送稻壳。例如,采用管道密闭式方式,将环动注气装置4设于固气混合室5中,通过配气组件11输出的气体流,减小稻壳与管壁的摩擦,极大程度地保护了稻壳的原貌,满足酿酒工艺品质的内在要求,同时也减少了输送设备的磨损。
40.例如,通过配气组件11连接至进气装置13,并且最终连接至输出管道7,与固气混合室5中出来的稻壳再度混合,保持其固气重量比,使得极大程度地保持原来稻壳的原貌,同时改善生产工作环境,节约了大量的投资成本和运行成本。通过柔性输送方式用气力输送稻壳还能够极大减小机械噪音,从而防止噪音污染。
41.图2示出了本装置的侧面视图,其中,固气混合室5的出口呈现上宽下窄并且下方开口较长的设计,以避免对稻壳产生刮蹭,保护稻壳的原貌。
42.现行的稻壳输送采用皮带输送或机械刮板输送,这两种输送方式各有很多弊端,其中采用皮带的稻壳输送过程,皮带底部经常会粘连并沉积厚厚的粉尘,不仅增加设备的损耗及维护量,也使得工作环境粉尘过多;而另一种机械刮板输送方式,在稻壳输送过程中造成大量的破碎,在更远距离情况下将有超过25%甚至更高的比例的稻壳破损,每日会有大量的粉尘需要清理,设备运行中故障频繁,需要大量的人力去维护和清理粉尘,增大了生产成本,而且刮板输送机支撑所需要的土建基础投资费用也非常高。
43.为了改善以上问题,本发明对供稻壳输送技术以及气力输送结构进行了设计,当酿酒车间的缓冲料仓要料时,对应的柔性输送系统装置运行,能有效地避免原有皮带及机械刮板两种输送方式下的稻壳破损严重、粉尘堆积严重、环境粉尘弥漫、设备损耗严重、设备维护人力的大量投入等等问题。
44.根据一种优选的实施方式,配气组件11远离进气装置13的一侧设有第一端口和第二端口,第一端口连接有调气装置10,第二端口连接有气动阀9。其中,环动注气装置4、固气混合室5、配气组件11、气动阀9和调气装置10,在稻壳落料及输送过程中,基于稻壳输送工艺需求进行联动切换,以使得固气混合室5和/或输出管道7内的固气重量比处于阈值内。气动阀9和调气装置10通过控制输入配气组件11中的气体的压力、流量和流动方向基于稻壳输送工艺需求进行联动切换,从而控制固气混合室5和/或输出管道7内的稻壳重量与空气重量的比值在阈值范围内,以实现保存稻壳原貌的目的,使得满足酿酒工艺品质的内在要求,即稻壳形状的原态。
45.根据一种优选的实施方式,输出管道7的连接处设有至少一个出口阀6,用于在连接处保持稻壳在输出管道7的输送状态,以使得与输出管道7连接的固气混合室5内固气重量比处于同一阈值内。出口阀6作为物料混合气体后,进入输出管道7的固气重量比的保障,防止进入输出管道7中的物料气体混合物的固气重量比不满足输送工艺的需要,同样控制其在阈值内。当物料气体混合物的固气重量比过高时,通过配气组件11增加气体输送量,使得固气重量比下降至阈值范围内,之后出口阀6打开,进入输出管道7;当物料气体混合物的固气重量比过低时,通过固气混合室5内物料的增加,使得固气重量比上升至阈值范围内,
之后出口阀6打开,进入输出管道7。上述设计控制了进入输出管道7的物料气体混合物的固气重量比,使得输送过程中稻壳与管壁的摩擦减小,极大程度地保护了稻壳的原貌,摩擦的减小以及通过气力输送的方式也能够减小噪音。
46.根据一种优选的实施方式,第一端口和第二端口共同连接至输气管道12,其中输气管道12与压缩空气源连通。输气管道12与压缩空气源的连通为气动阀9和调气装置10提供了气体的输送基础。
47.根据一种优选的实施方式,系统还包括有与固气混合室5呈现三位一体的缓冲加料室2和旋转阀3。缓冲加料室2远离旋转阀3的竖向上一端设置有关断阀8,关断阀8的端部设置有至少一个与缓冲加料室2匹配并且通过关断阀8连通的料仓1。在料仓1通过关断阀8连通至缓冲加料室2的情况下,缓冲加料室2、旋转阀3和固气混合室5连通且能够使得固气混合室5内固气重量比处于同一阈值内。旋转阀3和关断阀8共同控制了物料的添加。其中,旋转阀3作为物料加入量的主控制单元。旋转阀3为通过旋转部件如转动挡板旋转角度使阀从开位变化至关位的调节阀。通过一个转动的部件来允许或切断物料。通过旋转轴带动转动挡板运动,使得阀门开关动作时的运动力为旋转运动。因为旋转阀3的活塞杆、密封填料不与物料直接接触,大大延长了旋转阀3的使用寿命,同时该设计也解决了同类阀门轴密封处物料外漏的情况,大大提高了设备运行的安全性、稳定性。旋转阀3由于其不与物料直接接触的设计,减少了设备的磨损,同样保障了稻壳的原貌。关断阀8作为物料加入的副控制单元。关断阀8能够直接关断物料的加入,便于本装置的启停,并且完全密闭的方式净化了环境,防止装置内部的粉尘污染。
48.根据一种优选的实施方式,料仓1、缓冲加料室2和旋转阀3呈现容腔及结构的设计匹配,以保持稻壳在落料时的通畅。料仓1采用上宽下窄的圆锥形设计,便于稻壳通过关断阀8进入缓冲加料室2中。缓冲加料室2与料仓1的结构相匹配,即缓冲加料室2和料仓1处于同一中轴线上并且缓冲加料室2的内沿与料仓1的内沿相等。缓冲加料室2之后连接至旋转阀3,旋转阀3同样具有相等的内沿。料仓1、缓冲加料室2和旋转阀3容腔及结构的设计匹配使得稻壳在进入其中时,能够减小与管壁的摩擦,并且有利于控制稻壳的加入量,不会因为不匹配的结构导致物料的加入量呈现不定态。
49.根据一种优选的实施方式,环动注气装置4与固气混合室5及旋转阀3结构设计的匹配,以保持稻壳在输送过程中的气固稳定、通畅、柔和及平滑。旋转阀3的出口的内沿与固气混合室5的内沿相等。环动注气装置4的出气口对准固气混合室5的中轴线,以使得与进入其中的物料进行充分混合。
50.根据一种优选的实施方式,输出管道7与固气混合室5、旋转阀3及缓冲加料室2容腔及结构设计的匹配,以保证稻壳在落料及输送过程中的气固稳定、通畅、柔和及平滑。旋转阀3控制物料的加入量,从而控制输出管道7和/或固气混合室5中的固气重量比,实现保护稻壳原貌的目的。缓冲加料室2能够使得进入旋转阀3中的物料呈现线性增长。上升线性增长是指物料进入旋转阀3的加入量保持匀速。该容腔及结构设计使得物料加入输出管道7和/或固气混合室5中的量更易于控制。
51.根据一种优选的实施方式,旋转阀3与固气混合室5、气动阀9、调气装置10、进气装置13及输气管道12呈现功率及能力结构设计的匹配,以保持稻壳输送过程中的通畅、柔和及平滑。旋转阀3与固气混合室5针对物料的加入进行功率和能力结构的调控,气动阀9、调
气装置10、进气装置13及输气管道12针对气体流的加入进行功率和能力结构的调控,两者调控使得输出过程中的固气重量比保持在阈值范围内。
52.根据一种优选的实施方式,配气组件11与环动注气装置4、气动阀9、调气装置10、进气装置13及输气管道12呈现结构设计的匹配,以保持稻壳在输送过程中的供气的稳定性及变化适应性。气体的各控制组件进行配合设计,从而控制输送过程中,即进入输出管道7中的气体量。气动阀9和调气装置10两种控制方式能够保障供气的稳定性,同时环动注气装置4的配合设计能够在输送过程中,固气重量比发生变化时控制气体输入量的变化,从而保障了稻壳在输送过程中的供气的稳定性及变化适应性。
53.根据一种优选的实施方式,进气装置13与配气组件11、输出管道7及固气混合室5的机构匹配设计配置,以保持稻壳在输送过程中,供气的充足及平稳,以保证稻壳输送的通畅、柔和及平滑的状态。上述机构组成了柔性输送方式,进气装置13与配气组件11控制气体流,固气混合室5控制物料加入量,输出管道7进行输送,极大程度地保持原来稻壳的原貌,同时改善生产工作环境,节约了大量的投资成本和运行成本。
54.根据一种优选的实施方式,环动注气装置4与气动阀9、调气装置10、进气装置13及输气管道12呈现相连设计,以使得在稻壳输送过程中,基于运行需求形成自动联动的供气和配气阀门的启闭,以保持稻壳的输送状态。
55.根据一种优选的实施方式,固气混合室5和/或输出管道7内的固气重量比处于的阈值范围为5~8。
56.根据一种优选的实施方式,第一端口和第二端口共同连接至节气装置14,节气装置14连接输气管道12,其中输气管道12与压缩空气源连通。具体地,在气动阀9和调气装置10前段压缩空气管道设有一个节气装置14。保障柔性输送装置供气平顺稳定,减少供气波动对装置运行的影响。
57.根据一种优选的实施方式,配气组件11与进气装置13连接处设有一个用于保持进气装置的进气状态的输送气控制阀15。装置启动后输送气控制阀开启,装置结束后输送气控制阀15关闭,节约装置压缩空气使用量降低能耗。保障了装置停止期间进气装置13、混合室5、旋转阀3、加料室2无有压空气,减少设备故障隐患。
58.根据一种优选的实施方式,将关断阀8、调气装置10优化为电动调节阀。上述设计可以实现根据输送量自动匹配气源需求,使进入输出管道7的物料气体混合物的固气重量比稳定在阈值内,保障了装置运行周期内系统平顺稳定。优选地,在进行长距离管道输送时,为保障输送功能和效果在允许范围内,可间隔在管道上设置补风装置以保证输送效果。
59.实施例2
60.本实施例是对上述实施例的进一步改进,重复内容不再赘述。
61.根据一种优选的实施方式,在本发明中,针对稻壳的运输,尤其是针对用于酿酒的稻壳运输,对固气重量比的选择是非常重要的。因此给出以下步骤:在处于运输状态的情况下,检测稻壳的自身状态和所处环境信息以确定气体输入量的变化;根据确定的气体输入量的变化,控制配气组件11和/或环动注气装置4气体的输入量,并控制压缩空气源的气体输入参数以使得稻壳的运输处于正常并且柔性的状态下。
62.根据一种优选的实施方式,在构成的气力输送结构上设置有多个检测单元的情况下,检测对象被配置为稻壳运输过程中所对应的至少一个稻壳位置信息和/或至少一个所
处环境信息,从而基于上述信息控制气体的输入量以改变固气重量比,使得气力的改变能够基于控制的固气重量比而作用于稻壳运输上。上述稻壳位置信息可以被选择为例如稻壳粘附于装置的内壁上或稻壳重量过大在落料时产生堵塞,在一种实施例中,当稻壳粘附于装置的内壁上的情况发生时,通过减小固气重量比,即增大气体输入量以防止稻壳粘附于装置内壁后的堵塞;在另一种实施例中,当稻壳重量过大在落料时产生堵塞的情况发生时,通过减小固气重量比,即增大气体输入量以防止在落料时产生的堵塞。在稻壳处于正常输送状态时,可适当增加固气重量比,以提高输送能力,减小单位耗能。上述所处环境信息可以被选择为装置的内部湿度,通过设置于装置内的湿度传感器对湿度进行监控。湿度过大同样会导致稻壳粘附于装置的内壁上,造成管路堵塞,从而导致运输效率降低。在该情况发生时,通过减小固气重量比,即增大气体输入量以将稻壳带来的或装置中本身具有的湿度降低,并且还通过控制压缩空气源的气体输入参数以使得稻壳的运输处于正常并且柔性的状态下。例如,通过改变输入气体的温度值从而对稻壳进行干燥处理或对装置进行干燥处理。具体地,在稻壳进行运输的过程中,需要对包括气力输入量和输入气体温度进行调控。例如,在稻壳重量的范围处于138-151kg/m3时,由于稻壳的重量过大,有可能稻壳中存在大量水分,运输较为困难,并且容易造成粘附于装置的内壁,而导致堵塞的现象,所以控制气力输入量以将固气重量比控制在5-6之间,同时控制输入气体温度值在38℃-40℃之间,使得该重量范围下的稻壳能够快速运输并进行干燥,在经过一段时间后,稻壳重量会下降,此时应当再次调整气力输入量和气体温度值;在稻壳重量的范围处于125-138kg/m3时,稻壳重量仍处于较重状态,但是重量下降后,无需再使用较高温度和较高固气重量比,以避免稻壳出现爆腰或碰撞的现象,所以控制气力输入量以将固气重量比控制在6-7之间,同时控制输入气体温度值在36℃-38℃之间;在稻壳重量的范围处于112-125kg/m3时,此时稻壳已处于正常重量范围,达到运输的最佳状态,能够以快速、能耗小的方式进行运输,所以控制气力输入量以将固气重量比控制在7-8之间,同时控制输入气体温度值在34℃-36℃之间。需要说明的是,固气重量比和气体温度值并非处于同时改变的状态,当稻壳重量较大,但是检测单元并未检测到发生堵塞现象时,可提高气体温度值而保持当前固气重量比不变,在节约能耗的基础上,使稻壳能够进行快速运输。也即是说,本方案能够针对单个运输管道或者多个串联的运输管道通过改变管道内至少固气重量比以及气体温度的方式来适应性应对处于不同状态的稻壳,以使得其在减少黏附、避免爆腰的情况下安全运输,并且通过根据稻壳实际情况而定期或不定期改变单个或者多个串联的管道中任意一个个体的参数而同时实现了在管道运输的过程中对稻壳的部分属性进行修正或处理,以使得输出管道7的稻壳能够完美符合酿酒的需求标准,杜绝作为中间环节的运输过程产生的意外因素造成的酿酒质量不稳定的问题,显著提升酿酒产品质量一致性。
63.现有技术中针对稻壳风力运输,通常通过吸料管和风机进行“暴力”的运输方式,其强硬地将大量稻壳吸入管路内使其强制运输,但是该运输方式导致了运输后的稻壳无法保持其原貌,并且潮湿的稻壳会粘附到吸料管,造成堵塞。对此,现有技术还常采用刮料装置在吸料过程中,将潮湿的稻壳刮下,以保持吸料管通畅,虽然防止了堵塞现象的出现,但是进一步造成了稻壳的损坏。另外,由于现有技术中的风送输送系统固气重量比小于0.2,空气量过大,在稻壳运输中,能耗高、管径大。而由于稻壳属于轻质物体,固气重量比小于0.2会使较重杂质因风力而被抽动,导运输后的稻壳具有较多杂质,并且无法有效清除,需
要增加工序进行杂质清除工作,使得成本增加,加工生产不连续,不具有经济性和实用性。
64.基于上述,本发明给出了一种优先实施例,控制单元基于检测单元在处于运输状态的情况下检测到的稻壳的自身状态和所处环境信息,在第一时间内,实现固气重量比的改变即气体输入量的改变,在第二时间内,实现压缩空气源的气体输入参数的改变即气体输入温度值的改变,在第三时间内基于检测单元反馈的当前稻壳的自身状态和所处环境信息的改变与预定值的符合程度,进行二次调控,以使得稻壳的运输处于正常并且柔性的状态下。第一时间、第二时间和第三时间具备先后顺序。
65.上述实施例的关键在于,压缩空气源的气体输入参数的改变即气体输入温度值的改变处于后执行状态,固气重量比的改变既能够控制稻壳的自身状态,又能够控制稻壳的所处环境,优势在于,能够通过单一参数的改变而快速调整稻壳的整个运输过程,能够在第一时间内将稻壳的自身状态和所处环境进行统一调控,并在第二时间内通过压缩空气源的气体输入参数进行细微调控。因此,该调整方式快速、能耗小,不会对稻壳运输过程造成影响。稻壳自身状态的检测可通过视觉传感器或激光传感器或超声波传感器测出。理论上讲,所有可测量距离的传感器均可测出稻壳自身状态(例如光栅、磁栅、电容、电阻等原理的传感器),但在当前需要快速以及准确的测量的情况下,本发明优先为上述视觉传感器或激光传感器或超声波传感器进行检测。
66.根据一种优选的实施方式,固气混合室5的出口还可设置有用于对稻壳进行筛选的倾斜板。倾斜板连通至收集腔。在稻壳从固气混合室5的出口落料时,构成的气力输送结构通风力柔性运输,让作为轻质物料的稻壳进入输出管道7中,而其中较重杂质因无法被运输,通过倾斜板自然下落,达到去除杂质的效果,提高了运输效率。
67.在全文中,“优选地”所引导的特征仅为一种可选方式,不应理解为必须设置,故此申请人保留随时放弃或删除相关优选特征之权利。
68.需要注意的是,上述具体实施例是示例性的,本领域技术人员可以在本发明公开内容的启发下想出各种解决方案,而这些解决方案也都属于本发明的公开范围并落入本发明的保护范围之内。本领域技术人员应该明白,本发明说明书及其附图均为说明性而并非构成对权利要求的限制。本发明的保护范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。