1.本发明涉及数控机床领域,具体为一种具有自动装夹工件的数控机床。
背景技术:
2.使用数控钻床进行圆盘类工件的钻孔作业时,需要根据编辑的程序对圆盘类工件进行定位装夹,以保证数控钻床根据程序进行钻孔时钻孔位置的准确性。
3.申请号为cn202210158660.7中国发明专利公开了一种便于多工件快速装夹的数控钻孔机床,包括工作台、料盘、进料道和出料道,所述料盘与所述工作台转动连接,所述料盘的表面设置有输料块,所述输料块与所述进料道和出料道相适配,所述输料块的内侧表面设置有输送轮一,用于工件的输送。
4.上述数控钻孔机床通过料盘与进料道和出料道的配合以及输料块与传动机构和输送轮一的配合,可对工件进行连续上料和下料操作,装夹盘与传动机构和输送轮二的配合使用,可对工件进行定位输送,输送轮一与输送轮二的配合,可实现对工件的上下料操作,工件进料和出料操作方便,可有效提高工件钻孔加工的效率。
5.但是,上述数控钻孔机床的还不能实现对圆盘类工件的自动定位装夹,仍然存在使用不够方便的地方。
技术实现要素:
6.本发明的目的在于提供一种具有自动装夹工件的数控机床,旨在改善现有的数控钻孔机床不能实现对圆盘类工件进行自动定位装夹的问题。
7.本发明是这样实现的:一种具有自动装夹工件的数控机床,包括数控钻床本体,所述数控钻床本体包括机架和工作平台,所述工作平台水平设置于机架上,还包括:装夹元件,设置于工作平台的上方,用于自动定位装夹圆盘类工件;转动驱动装置,所述转动驱动装置与装夹元件相连,用于带动装夹元件转动;直线驱动装置,设置于机架上,所述直线驱动装置与转动驱动装置相连,用于带动转动驱动装置和装夹元件沿着直线方向水平运动。
8.通过上述技术方案,使用本发明进行圆盘类工件的钻孔作业时,可实现圆盘类工件的自动定位装夹和自动钻孔,具有使用方便和钻孔效率高的优点。
9.进一步的,所述装夹元件包括装夹圆盘和装夹电动缸,所述装夹圆盘水平设置于工作平台的上方,所述装夹圆盘的上端面上设置有圆形放置槽,所述圆形放置槽与装夹圆盘共中心轴线;所述装夹圆盘的外盘壁上沿其圆周方向设置有三个安装平板部,每个安装平板部上水平安装有一个装夹电动缸,所述安装平板部上设置有通向圆形放置槽的通孔,所述装夹电动缸的活塞杆由此通孔中穿过,所述装夹电动缸的活塞杆的长度方向沿着装夹圆盘的径向方向。
10.通过上述技术方案,由于装夹元件的装夹圆盘上沿其圆周方向均匀设置有三个装夹电动缸,进行圆盘类工件的装夹时,三个装夹电动缸同时同步运动,当圆盘类工件被夹紧
时,圆盘类工件即与装夹圆盘共中心轴线。
11.进一步的,所述装夹电动缸活塞杆的顶端设置有圆弧形夹紧板,所述圆弧形夹紧板的凸弧面与装夹电动缸的活塞杆相连,所述圆弧形夹紧板的凹弧面上设置有防滑纹。
12.通过上述技术方案,可将圆盘类工件装夹的更加牢固。
13.进一步的,所述直线驱动装置包括支架、固定平板、安装平板和私服电动缸,所述支架将固定平板水平支撑在机架上,所述固定平板的上端面设置有一组滑轨,所述安装平板安装于滑轨上,可沿着滑轨的长度方向滑动,所述转动驱动装置安装于安装平板上;所述私服电动缸安装于支架或者固定平板上,所述私服电动缸的运动方向与滑轨的长度方向相同,所述私服电动缸与安装平板相连,可带动安装平板沿着滑轨的长度方向运动。
14.进一步的,所述转动驱动装置包括减速机、电机和转轴,所述减速机安装于安装平板上,所述电机安装于减速机上,所述电机与减速机的输入端相连,所述减速机的输出端通过转轴与装夹圆盘相连。
15.进一步的,所述工作平台上设置有上下贯穿工作平台的长条状通孔,所述长条状通孔的长度方向沿着工作平台的前后方向,所述滑轨的长度方向和私服电动缸的运动方向均与长条状通孔的长度方向相同;所述转轴竖直设置,所述转轴由工作平台的长条状通孔中穿过;所述转轴的上端与装夹圆盘的下端面相连,所述转轴与装夹圆盘共中心轴线。
16.进一步的,所述安装平板下端面的左右两侧各设置有一个滑槽,两个滑轨分别卡入一个滑槽中,所述固定平板上设置有一个上下贯穿固定平板的导向通孔,所述导向通孔的长度方向与滑轨的长度方向相同,所述导向通孔位于两个滑轨之间;所述安装平板的下端面上垂直设置有连接板,所述连接板由导向通孔中穿过;所述私服电动缸位于安装平板的下方,所述私服电动缸与连接板相连。
17.进一步的,所述私服电动缸的活塞杆通过一个l形板与连接板相连,所述l形板水平设置,所述私服电动缸的活塞杆与l形板的横向部相连,所述连接板与l形板的纵向部相连。
18.进一步的,所述转轴位于工作平台下方的轴体上设置感应杆,所述减速机上设置有感应开关,所述感应开关位于感应杆的下方,所述转轴带动感应杆转动时,可由感应开关的正上方通过,且当感应杆由感应开关的正上方通过,所述感应开关能够检测到感应杆;所述感应开关与电机电性相连,所述感应开关还电性连接有报警器。
19.通过上述技术方案,当感应开关检测到感应杆时,说明程序设置不符合要求,此时感应开关控制电机停止运动,同时控制报警器报警,可进行有效纠错。
20.进一步的,所述转轴位于工作平台下方的轴体上套设有套环,所述套环上设置有通向环内的螺纹通孔,且此螺纹通孔中安装有固定螺栓;所述套环的外环壁上设置有螺纹孔,所述感应杆螺纹安装于套环的螺纹孔中。
21.与现有技术相比,发明具有以下优点:1、使用本发明进行圆盘类工件的钻孔作业时,可实现圆盘类工件的自动定位装夹和自动钻孔,具有使用方便和钻孔效率高的优点。
22.2、装夹元件的装夹圆盘上沿其圆周方向均匀设置有三个装夹电动缸,进行圆盘类工件的装夹时,三个装夹电动缸同时同步运动,当圆盘类工件被夹紧时,圆盘类工件即与装夹圆盘共中心轴线。
23.3、转动驱动装置包括感应开关和感应杆,当感应开关检测到感应杆时,说明程序设置不符合要求,此时感应开关控制电机停止运动,同时控制报警器报警,可进行有效纠错。
附图说明
24.为了更清楚地说明发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
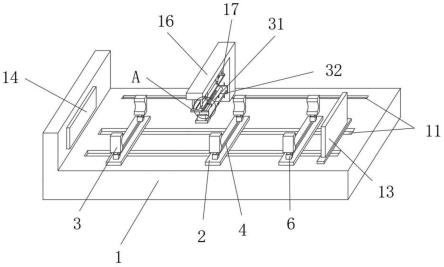
25.图1是本发明的立体结构示意图;图2是本发明的前视图;图3是本发明的装夹元件、转动驱动装置和直线驱动装置相连的立体结构示意图;图4是本发明的装夹元件、转动驱动装置和直线驱动装置相连的前视图;图5是本发明的装夹元件的立体结构示意图;图6是本发明的转动驱动装置的立体结构示意图;图7是本发明的直线驱动装置在俯视角下的立体结构示意图;图8是本发明的直线驱动装置在仰视角下的立体结构示意图;图9是本发明的直线驱动装置的前视图。
26.图中:1、机架;2、工作平台;3、装夹元件;301、装夹圆盘;302、装夹电动缸;303、圆形放置槽;304、安装平板部;305、圆弧形夹紧板;4、转动驱动装置;401、减速机;402、电机;403、转轴;404、感应杆;405、感应开关;406、套环;5、直线驱动装置;501、支架;502、固定平板;503、安装平板;504、私服电动缸;505、滑轨;506、导向通孔;507、连接板;508、l形板。
具体实施方式
27.为使发明实施方式的目的、技术方案和优点更加清楚,下面将结合发明实施方式中的附图,对发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是发明一部分实施方式,而不是全部的实施方式。因此,以下对在附图中提供的发明的实施方式的详细描述并非旨在限制要求保护的发明的范围,而是仅仅表示发明的选定实施方式。基于发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于发明保护的范围。
28.实施例一:请参阅图1、图2、图3、图4、图6和图7,一种具有自动装夹工件的数控机床,包括数控钻床本体,数控钻床本体包括机架1和工作平台2,工作平台2水平设置于机架1上,还包括装夹元件3、转动驱动装置4和直线驱动装置5。其中直线驱动装置5设置于机架1上,且位于工作平台2的下方,直线驱动装置5包括一个直线驱动机构和一个安装平板503,直线驱动机构可选用电动缸、丝杠传动装置等,直线驱动机构可带动安装平板503沿着前后方向直线移动。转动驱动装置4安装于安装平板503上,则直线驱动装置5的直线驱动机构可带动转动驱动装置4沿着前后方向直线移动。转动驱动装置4包括减速机401和电机402。装夹元件3用于自动定位装夹圆盘类工件,装夹元件3位于工作平台2的上方,且与转动驱动装置4相连,转
动驱动装置4的电机402可通过减速机401带动装夹元件3转动,则直线驱动装置5的直线驱动机构可带动装夹元件3沿着前后方向直线移动。
29.实施例二:请参阅图1、图2、图3、图4,一种具有自动装夹工件的数控机床,包括数控钻床本体,数控钻床本体包括机架1和工作平台2,工作平台2水平设置于机架1上,还包括装夹元件3、转动驱动装置4和直线驱动装置5。其中直线驱动装置5设置于机架1上,且位于工作平台2的下方、转动驱动装置4安装于直线驱动装置5上。装夹元件3位于于工作平台2的上方,且与转动驱动装置4相连。
30.请参阅图2、图7、图8和图9,直线驱动装置5包括支架501、固定平板502、安装平板503和私服电动缸504,支架501将固定平板502水平支撑在机架1上。固定平板502的上端面设置有一组滑轨505,一组滑轨505包括两个相互平行的滑轨505,滑轨505的长度方沿着前后方向。固定平板502上设置有一个上下贯穿固定平板502的导向通孔506,导向通孔506为平键状,导向通孔506的长度方向与滑轨505的长度方向相同,也沿着前后方向,导向通孔506位于两个滑轨505之间。私服电动缸504安装于固定平板502的下端面上,私服电动缸504的运动方向与滑轨505的长度方向相同,沿着前后方向运动。私服电动缸504的活塞杆连接有一个l形板508,l形板508水平设置,包括一个横向部和一个纵向部,l形板508的纵向部的长度方向沿着前后方向。私服电动缸504的活塞杆与l形板508的横向部相连。l形板508的纵向部连接有一个竖直设置的连接板507,连接板507由导向通孔506中穿过。安装平板503下端面的左右两侧对应于两个滑轨505的位置各设置有一个滑槽,滑槽为通槽结构,两个滑轨505分别卡入一个滑槽中。连接板507的上端与安装平板503的下端面固定相连。则私服电动缸504可通过l形板508和连接板507带动安装平板503沿着前后方向运动。
31.请参阅图6,转动驱动装置4包括减速机401、电机402和转轴403。电机402选用伺服电机或者步进电机,减速机401安装于安装平板503上,电机402安装于减速机401上,电机402与减速机401的输入端相连,减速机401的输出端连接有转轴403。则电机402通过减速机减速机401可带动转轴403转动,私服电动缸504可通过安装平板503带动减速机401、电机402和转轴403沿着前后方向运动。
32.请参阅图1、图3和图5,工作平台2上设置有上下贯穿工作平台2的长条状通孔,长条状通孔的长度方向沿着前后方向,与滑轨505的长度方向和私服电动缸504的运动方向均相同。转轴403竖直设置,转轴403由工作平台2的长条状通孔中穿过。装夹元件3包括装夹圆盘301和装夹电动缸302,装夹圆盘301水平设置于工作平台2的上方,转轴403的上端与装夹圆盘301的下端面相连,转轴403与装夹圆盘301共中心轴线,则电机402可通过转轴403带动装夹圆盘301转动。
33.请参阅图5,装夹圆盘301的上端面上设置有圆形放置槽303,圆形放置槽303与装夹圆盘301共中心轴线。装夹圆盘301的外盘壁上沿其圆周方向设置有三个安装平板部304,每个安装平板部304上水平安装有一个装夹电动缸302,安装平板部304上设置有通向圆形放置槽303的通孔,装夹电动缸302的活塞杆由此通孔中穿过,装夹电动缸302的活塞杆的长度方向沿着装夹圆盘301的径向方向。装夹电动缸302活塞杆的顶端设置有圆弧形夹紧板305,圆弧形夹紧板305的凸弧面与装夹电动缸302的活塞杆相连,则夹紧圆盘类工件时,圆弧形夹紧板305的凹弧面与圆盘类工件的外圆柱壁接触。圆弧形夹紧板305的凹弧面上设置
有防滑纹,如此可将圆盘类工件装夹的更加牢固。
34.实施例三:请参阅图1和图6,转轴403位于工作平台2下方的轴体上套设有套环406,套环406的外环壁上设置有螺纹孔,此螺纹孔中安装有感应杆404。减速机401的上端面上设置有感应开关405,感应开关405位于感应杆404的下方,转轴403带动感应杆404转动时,由感应开关405的正上方通过,且当感应杆404由感应开关405的正上方通过,感应开关405能够检测到感应杆404。套环406上设置有通向环内的螺纹通孔,且此螺纹通孔中安装有固定螺栓,拧松此固定螺栓,可在转轴403上上下移动套环406,进而调节感应杆404的高度位置,确保感应开关405能够检测到感应杆404。感应开关405与电机402电性相连,感应开关405同时还电性连接有报警器。使用时,使得感应杆404位于感应开关405的一侧,且靠近感应开关405设置,电机402的转动方向为带动感应杆404先远离感应开关405,再靠近感应开关405。当感应开关405检测到感应杆404时,要么说明电机402的运动方向设置反了,要么说明转轴403将要转动一圈了。此时感应开关405控制电机402停止运动,同时控制报警器报警。
35.本发明的工作原理:装夹圆盘类工件时,私服电动缸504带动安装平板503、转动驱动装置4和装夹元件3向前运动,使得装夹元件3的装夹圆盘301向前伸出,便于向装夹圆盘301中放置装夹圆盘类工件。当装夹圆盘类工件放置于装夹圆盘301的圆形放置槽中时,三个装夹电动缸同时同步运动,夹紧圆盘类工件,并使得圆盘类工件与装夹圆盘301共中心轴线,即是与转轴403共中心轴线。私服电动缸504带动安装平板503、转动驱动装置4、装夹元件3和位于装夹元件3中的圆盘类工件向后运动,使得装夹元件3位于钻头的正下方,此时为基准位置,自动钻孔的控制程序均以此为基准进行编制,如此即实现了对圆盘类工件的自动定位装夹。圆盘类工件的钻孔位置和钻孔顺序,均可通过编程进行自动化控制,通过控制数控钻床的钻头、转动驱动装置4的电机402、直线驱动装置5的私服电动缸504的运动实现。
36.综上所述,使用本发明进行圆盘类工件的钻孔作业时,可实现圆盘类工件的自动定位装夹和自动钻孔,具有使用方便和钻孔效率高的优点。
37.以上仅为本发明的优选实施方式而已,并不用于限制发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。