1.本发明涉及润滑脱模剂的制备领域,更具体的是涉及一种水性锻造润滑脱模剂及其制备方法。
背景技术:
2.锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性形变以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,是锻压的两大组成部分之一。如汽轮发电机轴、转子、叶轮、叶片、护环、大型水压机立柱、高压缸、轧钢机轧辊、内燃机曲轴、连杆、齿轮、轴承、以及国防工业方面的火炮等重要零件,均采用锻造生产。因此,锻造生产广泛的应用于冶金、矿山、汽车、拖拉机、收获机械、石油、化工、航空、航天、兵器等工业部门。
3.早期锻造生产工艺主要是利用矿物油与植物油对模具进行涂抹或涂刷充当润滑脱模剂,其优点使产品脱模变得方便,但缺点是燃点较低,遇高温燃烧,产生大量油烟与刺激性气体,对工作人员的皮肤与眼睛与呼吸道产生危害,其含有硫磷氯润滑剂和其它不环保的物质,燃烧后产生积碳,粘附在模具和产品上面,污染产品外形,同时污染工作间;后期又出现石墨乳型的热锻造润滑脱模剂,石墨的优点是具有层状结构,锻造时易随着复杂的毛坯变形而滑动起到润滑作用,具有热稳定性绝热性,因而具有良好的润滑性与脱模性。其缺点为会造成环境恶劣,石墨粉尘具有导电性,对安全有隐患,其对配管有腐蚀作用,且不易回收利用浪费资源。
技术实现要素:
4.为解决现有技术中润滑脱模剂燃点低、燃烧时产生刺激性气体、积碳等问题,现提供一种水性锻造润滑脱模剂及其制备方法。
5.具体技术方案为:
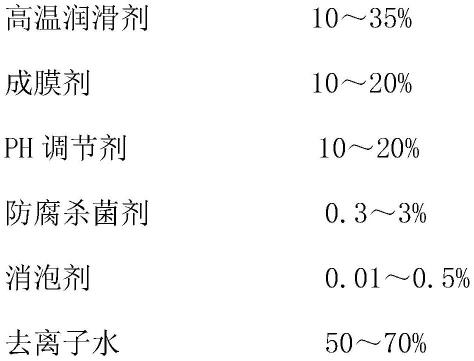
6.一种水性锻造润滑脱模剂,包括如下重量百分比的各组分:
[0007][0008]
为使润滑脱模剂获得较高的燃点因此使用高温润滑剂,所述的高温润滑剂为偏苯三酸酐、间苯二甲酸、二苄基甲苯中的一种或多种的混合物。
[0009]
所述成膜剂为异丁烯-马来酸酐共聚物以及eo、po、bo共聚物中的一种或多种的混合物。
[0010]
所述ph调节剂为一乙醇胺、二乙醇胺、三乙醇胺、异丙醇胺、氢氧化钠中的一种或多种混合。
[0011]
为使润滑脱模剂长久耐用耐腐蚀,在配方中添加防腐杀菌剂,所述的防腐杀菌剂为1,2-苯丙异噻唑啉-3-酮、2-甲基-1,2-苯并异噻唑-3-酮中的一种或两种的混合物。
[0012]
所述的消泡剂为乳化硅油类,优选为道康宁1247、道康宁1267、盟庆信ms550、ms575中的一种或几种的混合物。
[0013]
一种水性锻造润滑脱模剂的制备方法,包括如下步骤:
[0014]
s1:在反应釜中加入去离子水,边搅拌边缓缓加入成膜剂1,使其均匀分散在水中;
[0015]
s2:将部分ph调节剂缓缓加入后,开始加热至成膜剂1完全溶解;
[0016]
s3:待成膜剂1完全溶解后,将剩余ph调节剂缓慢加入并使其完全溶解,若加入ph调节剂过快时会引起温度的急剧上升、起泡;
[0017]
s4:缓缓加入高温润滑剂,加热至完全溶解;
[0018]
s5:在60℃以下加入成膜剂2,使其完全溶解;
[0019]
s6:待已添加原料完全溶解后,冷却至40℃以下加入防腐杀菌剂、消泡剂,搅拌均匀后用滤布过滤灌装。
[0020]
由于会产生大量的热,因此所述s2与s4中完全溶解的参数为在80
±
5℃温度条件下持续搅拌,搅拌时间为1小时以上。
[0021]
所述s6中滤布的规格为80-120目。
[0022]
有益效果:
[0023]
(1)本发明提供的一种水性锻造润滑脱模剂,可承受模具350-700℃的高温,保持稳定性,不产生刺激性气体,不伤害操作人员的皮肤、眼睛、不积碳、无残渣堆积、从而避免喷枪堵塞、润滑性、脱模性能优异,适用于自动喷涂与手工喷涂等操作方式。
[0024]
(2)本发明提供的一种水性锻造润滑脱模剂,不含石墨、不含硫氯磷、无油渍、无腐蚀、无刺激气味、绿色环保。
[0025]
(3)本发明提供的一种水性锻造润滑脱模剂,兑水不分层,兑水比例高达1:20,适用于绝大部分钢铁及合金等黑色金属环保温热锻造客户要求的产品,有效提高生产效率,降低企业生产成本。
[0026]
(4)本发明提供的一种水性锻造润滑脱模剂,通过优化脱模剂的组分,通过各组分之间的协同作用以使润滑脱模剂获得最优的性能。
具体实施方式
[0027]
为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
[0028]
实施例1:
[0029]
一种水性不含石墨锻造润滑脱模剂的配方以重量计算包括如下组分:
[0030][0031]
具体的制备方法如下所示:
[0032]
s1、在反应釜中加入去离子水,边搅拌边缓缓加入异丁烯-马来酸酐共聚物,使其均匀分散在水中;
[0033]
s2、将部分氢氧化钠缓缓加入后,在85℃下持续搅拌2小时至异丁烯-马来酸酐共聚物完全溶解;
[0034]
s3、对异丁烯-马来酸酐共聚物是否完全溶解进行确认后,将余下的氢氧化钠缓缓加入使其完全溶解;
[0035]
s4、缓缓加入偏苯三酸酐,间苯二甲酸在85℃下加热至完全溶解;
[0036]
s5、60℃以下加入eopo共聚物,使其完全溶解。
[0037]
s6、确认已添加原料完全溶解后,冷却至40℃以下加入1,2-苯并噻唑-3-啉酮;道康宁1247;搅拌均一后用100目滤布过滤灌装,得到成品1。
[0038]
实施例2:
[0039]
一种水性不含石墨锻造润滑脱模剂的配方以重量计算包括如下组分:
[0040][0041]
具体的制备方法如下所示:
[0042]
s1、在反应釜中加入去离子水,边搅拌边缓缓加入异丁烯-马来酸酐共聚物,使其均匀分散在水中;
[0043]
s2、将一乙醇胺缓缓加入后,在85℃下持续搅拌2小时至异丁烯-马来酸酐共聚物完全溶解;
[0044]
s3、对异丁烯-马来酸酐共聚物是否完全溶解进行确认后,将二乙醇胺缓缓加入使其完全溶解;
[0045]
s4、缓缓加入间苯二甲酸、二苄基甲苯在85℃下加热至完全溶解;
[0046]
s5、60℃以下加入eobo共聚物,使其完全溶解。
[0047]
s6、确认已添加原料完全溶解后,冷却至40℃以下加入1,2-苯并噻唑-3-啉酮;盟庆信ms550;搅拌均一后用100目滤布过滤灌装,得到成品2。
[0048]
实施例3:
[0049]
一种水性不含石墨锻造润滑脱模剂的配方以重量计算包括如下组分:
[0050]
[0051][0052]
具体的制备方法如下所示:
[0053]
s1、在反应釜中加入去离子水,边搅拌边缓缓加入异丁烯-马来酸酐共聚物,使其均匀分散在水中;
[0054]
s2、将部分异丙醇胺缓缓加入后,在85℃下持续搅拌2小时至异丁烯-马来酸酐共聚物完全溶解;
[0055]
s3、对异丁烯-马来酸酐共聚物是否完全溶解进行确认后,将余下的异丙醇胺缓缓加入使其完全溶解;
[0056]
s4、缓缓加入偏苯三酸酐,二苄基甲苯在85℃下加热至完全溶解;
[0057]
s5、60℃以下加入eobo共聚物,使其完全溶解。
[0058]
s6、确认已添加原料完全溶解后,冷却至40℃以下加入1,2-苯并噻唑-3-啉酮;道康宁1247;搅拌均一后用100目滤布过滤灌装,得到成品3。
[0059]
将上述实施例1-3制得的成品1-3进行性能检测,经检验可得本制备方法制备得到的水性锻造润滑脱模剂可承受模具350-700℃的高温。
[0060]
作为进一步改进,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
