1.本发明涉及合成领域,尤其是涉及一种低压高载量高效合成系统。
背景技术:
2.核酸药物被认为是继小分子药物、抗体药物之后的第三代创新药物。作为核酸药物中的代表,寡核酸药物展现了极大的潜力,寡核苷酸药物是由化学合成的12-30个核苷酸单链或双链组成的一类药物,绝大部分寡核苷酸都是利用自动化的设备通过固相亚磷酰胺化学法来进行合成,当前主要由公斤级合成设备结合高载量合成柱自动化完成粗品的合成。
3.如图1所示,为常规单反应腔的设计,如果试剂存储模块102内有10种试剂需要按顺序加入反应腔105中,需要配置10个气压驱动泵101,通过试剂管道103分别连接到多通电磁阀104上,多通电磁阀104在不工作时保持关闭状态,在工作时,连通一种试剂和反应柱的通路。通过控制多通电磁阀104开合的时间、试剂管道103的管径、以及流速等值来控制试剂进入反应腔105的量。为保证试剂在多通电磁阀开放时能够及时供应以及准确的供应量,气压驱动泵101处需要时刻保持一定的压力,以此确保试剂管道103内时刻充满相应的试剂,一直到多通电磁阀104处。在此设定下,当多通电磁阀504开启时,试剂能够以稳定的流速和时间进入反应腔105,从而保证了试剂供应量的稳定性。同时为保证反应柱工作时,往往在反应腔105下方增设一个背压阀106,以此控制腔体内试剂的流动速度,保证试剂充分与载体接触,提高试剂和载体的利用率,进而形成较高的反应效率;另外,该系统还包括辅助驱动泵107和废液处理装置108,以处理反应腔内产生的废液。从该设计的原理出发,不难发现其存在诸多缺陷:1)反应柱较大,形成高压容器,存在安全生产的隐患;2)背压阀106控制范围有限,腔体较宽时,很难保证壁面附近的反应效率。
4.有鉴于此,特提出本发明。
技术实现要素:
5.本发明提供了一种低压高载量高效合成系统,以解决现有情况中高压、低效、低稳定性以及资源浪费等影响寡核苷酸药物合成进程的问题。
6.为解决上述多项技术问题,本发明采用以下方案:
7.一种低压高载量高效合成系统,包括等分管路单元以及设置在所述等分管路单元下游的反应单元;
8.所述等分管路单元包括一个单独设置的物料进口以及经过等分后形成的多个物料出口;
9.所述反应单元包括多个互相独立,且并联设置的合成柱,每个所述合成柱均对应连接其中一个所述物料出口。
10.本方案中的低压高载量高效合成系统,包括等分管路单元以及设置在所述等分管路单元下游的反应单元;通过等分管路单元连接并实现给料操作,使用时从物料进口处注
入需要的试剂,通过等分管路单元对试剂进行等分,再将分流后的多股液流分别注入反应单元内包含的多个互相独立,且并联设置的合成柱内,利用多个体积较小的合成柱来替代传统方法中的单个大型合成柱,不仅降低了原有合成柱的压力要求,使得设备生产安全性更高,且合成单元内试剂分配平衡,合成反应更均匀,合成效率更高;而且,由于合成柱体积小,腔体宽度较窄,易于保证壁面附近的反应效率。
11.在进一步优选的方案中,所有所述合成柱均为相同的圆柱状结构,且其直径与高度的比值为1.9-4;
12.和/或;
13.所述合成柱的高度为4mm-50cm。
14.本方案中所有合成柱均为相同的圆柱状结构,从而保证每个合成柱内部的压力都是一致的,经大量实验验证,当将反应柱的高度设置为4mm-50cm,和/或反应柱的直径与高度的比值设置为1.9-4时,能够使得流场中存在较为均匀的紊流场和较为明显的扰流场,从而促进反应效率的提高。
15.在进一步优选的方案中,所述等分管路单元中,所述物料进口到每个所述物料出口的长度和/或体积相同;即到达每个合成柱的试剂量均相同,从而保证每个合成柱合成核酸的均一性,不会出现很大的批次/批间差异。
16.在进一步优选的方案中,还包括设置在所述反应单元下游的物料输出管路;
17.所述物料输出管路包括和所述合成柱数量一致,且用于将每个所述合成柱一一对应连通的废料进口,所述废料进口和所述合成柱一一对应连通;以及经过汇合后形成的一个废料出口。
18.利用物料输出管路可将反应后的试剂汇集,并从同一个废料出口排出,从而无需准备多个废液收集装置,方便收集。
19.在进一步优选的方案中,还包括设置有再循环管道的再循环单元;
20.所述再循环管道的一端与所述物料进口连通,另一端与所述废料出口连通,且所述再循环管道中,设置有过滤模块和第一驱动模块;
21.所述过滤模块设置在所述第一驱动模块和所述废料出口之间的再循环管道上,过滤模块的设置可将试剂内的杂质或残渣等影响二次反应的颗粒物过滤掉。
22.再循环单元的设置可在反应效率不足的情况下驱动系统进行循环合成,从而进一步提升合成效率,增大产品转化率,且解决了废液较多而对处理操作和环境造成较大负担的技术问题。
23.在进一步优选的方案中,还包括设置有进料管的给料单元;
24.所述进料管的一端能够用于物料进入,另一端与所述物料进口连通;
25.所述进料管设置有第二驱动模块以及流量监控模块;
26.所述流量监控模块设置在所述第二驱动模块以及所述物料进口之间的进料管上,并能够监测所述进料管中物料的流动量。
27.使用时,从进料管的一端注入物料,进料管的另一端与物料进口连通,通过第二驱动模块提供驱动力,降低了对气体和气压稳定性的依赖;通过流量监控模块监测进料管中物料的流动量,并反馈给第二驱动模块的控制系统,调节第二驱动模块的开合时间等参数,通过流量监控模块的正反馈循环系统,保证给料系统出液量的稳定以及合成反应的准确
性。
28.在进一步优选的方案中,还包括废料收集装置以及将所述废料收集装置和废料出口连通的出料管;
29.所述再循环管道的一端与所述出料管的侧壁连通,另一端与所述进料管的侧壁连通。
30.当监测到试剂的合成效率达标时,反应后的试剂会直接从出料管出口处排出,直接进入废料收集装置内;当监测到试剂的合成效率不达标时,反应后的试剂从出料管的侧壁进入再循环管道中,以进行试剂的二次利用,提高单次反应的合成效率。
31.在进一步优选的方案中,所述出料管上还设置有过程监测模块,所述过程监测模块设置在所述再循环管道和所述出料管的连接处到所述废料出口之间的出料管上。
32.当过程监测模块监测到试剂的合成效率达标时,反应后的试剂会直接从出料管中进入废料收集装置中;当监测到试剂的合成效率不达标时,反应后的试剂会从出料管的侧壁进入到再循环管道中。
33.在进一步优选的方案中,所述等分管路单元包括从上至下依次设置的多级1分2模块;且所述等分管路系统至少包含m个所述物料进口以及与所述物料进口对应的m*2n个所述物料出口,n为所述等分管路单元包含的1分2模块的级数,m和n均为正整数。
34.利用基本的1分2的等分结构,对试剂进行逐级分流,可以使得每个同一层级的出口处试剂分布一致,从而保证每个合成柱内流体分配更平衡,合成反应更均匀,合成效率更高。
35.在进一步优选的方案中,所述物料进口的数量为1,所述物料出口的数量为8;所有所述物料出口的孔径均相同;所有所述废料进口的孔径均相同。
36.作为一个优选例,当将从物料进口中进入的试剂经过三级等分后,可形成均匀的8股试剂,即将原本的1股较大的流量等分为8股较小的流量;经计算得知,当采用同材料的管道,合成柱内的压力值约与流量成正比,当压力降低8倍之后,可明显降低管道和后接合成柱内的压力等级。而且所有物料出口的孔径均相同;所有废料进口的孔径均相同,从而能够保证每个合成柱内部的压力都是一致的。
37.与现有技术相比,本发明具有以下有益效果:
38.本方案提供的合成系统,使用时第二驱动模块将试剂通过进料管稳定地送到等分管路单元的物料进口中,再经由等分管路单元将试剂等分后,分别注入反应单元内的多个相同的并联且独立设置的合成柱内,反应完成后,在第二驱动模块和辅助泵的双重驱动下将试剂排到出料管中,经由过程监测模块进行判断是否进入再循环单元或进入废料收集装置内;
39.该系统首先更改了主驱动泵的位置,解决了设备对气压稳定性的依赖较高、存在惰性气体泄露等安全问题的技术难题;其次,利用多个体积较小的合成柱来替代传统方法中的单个大型合成柱,不仅降低了原有合成柱的压力要求,解决了设备高压生产的技术难题,提高了设备生产安全性;再者,等分管路单元的设置,保证了合成单元内试剂分配的平衡性和合成反应的均匀性,解决了因反应柱变小并联带来的合成效率无法保证的技术难题;
40.另外,再循环单元的设置,可在反应效率不足的情况下驱动系统进行再循环合成,
不仅可提高试剂利用率,降低废料处理量,重要的是可进一步提升合成效率,增大产品转化率;而且由于合成柱体积小,且方便安装和更换,便于根据合成量来调整反应单元内的合成柱数量,不需要配置多种直径的合成柱,从而有效解决现有合成反应中合成柱匹配性低而造成资源浪费的问题。
附图说明
41.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
42.图1为常规单反应腔的系统布局图;
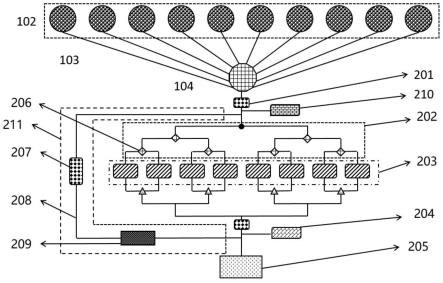
43.图2为本发明所述的一种具体的合成系统的整体布局图;
44.图3为本发明所述的一种具体的给料单元的布局图;
45.图4为本发明所述的一种具体的再循环单元的布局图;
46.图5为本发明所述的一种具体的反应单元的布局图;
47.图6为本发明所述的一种具体的等分管路单元的布局图;
48.图7-1、7-2、7-3、7-4和7-5为不同的合成柱结构尺寸对流线影响的模拟分析图;
49.图8-1为大反应柱yz平面流线分布图;
50.图8-2为大反应柱xy平面流线分布图;
51.图8-3为小反应柱yz平面流线分布图;
52.图8-4为小反应柱xy平面流线分布图;
53.图9为较低压强下的大合成柱的流场模拟图;
54.图10为较低压强下的小合成柱的流场模拟图;
55.图11-1和11-2为不同的等分管路的等分效率对比图;
56.图12为本发明所述的一种具体的再循环单元的控制逻辑图;
57.图13为本发明所述的一种具体的大合成柱内的流线分布图;
58.图14为本发明所述的一种具体的小合成柱内的流线分布图。
59.以上附图中,各标号所代表的部件列表如下:
60.101、气压驱动泵;102、试剂存储模块;103、试剂管道;104、多通电磁阀;105、反应腔;106、背压阀;107、辅助驱动泵;108、废料收集装置;
61.201、第二驱动模块;202、等分管路单元;203、反应单元;2031、合成柱;204、过程监测模块;205、废料收集装置;206、三通阀;207、第一驱动模块;208、再循环管道;209、过滤模块;210、流量监控模块;211、再循环单元;212、进料管;
62.301、物料进口;302、物料出口;303、合成柱入口;304、合成柱入口出口;305、物料输出管路;306、出料管;
63.a、紊流;b、扰流;c、流线。
具体实施方式
64.为了使本发明的上述以及其他特征和优点更加清楚,下面结合附图进一步描述本
发明。应当理解,本文给出的具体实施例是出于向本领域技术人员解释的目的,仅是示例性的,而非限制性的。
65.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
66.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
67.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
68.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
69.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
70.如图2-6所示,本发明提供一种低压高载量高效合成系统,包括等分管路单元202以及设置在等分管路单元202下游的反应单元203;
71.等分管路单元202包括一个单独设置的物料进口301以及经过等分后形成的多个物料出口302;
72.反应单元203包括多个互相独立,且并联设置的合成柱2031,每个合成柱2031均对应连接其中一个物料出口302。
73.本方案通过等分管路单元202实现给料操作,使用时从物料进口301处注入需要的试剂,通过等分管路单元202对试剂进行等分,再将分流后的多股液流分别注入反应单元203内包含的多个互相独立,且并联设置的小合成柱2031内,利用多个相同的体积较小的合成柱2031来替代传统方法中的单个大型合成柱2031,不仅降低了原有合成柱2031的压力要求,使得设备生产安全性更高,且合成单元内试剂分配平衡,合成反应更均匀,合成效率更
高;由于合成柱2031体积小,腔体宽度较窄,易于保证壁面附近的反应效率。而且,由于合成柱2031体积小,且方便安装和更换,便于根据合成量来调整合成柱2031的数量,不需要配置多种直径的合成柱2031,从而有效解决现有合成反应中合成柱2031匹配性低而造成资源浪费的技术问题。
74.进一步地,如图5所示,所有合成柱2031均为相同的圆柱状结构,且其直径与高度的比值为1.9-4;
75.和/或;
76.合成柱2031的高度为4mm-50cm。
77.需要说明的是,本方案包括三种情形,具体为:1)仅满足合成柱2031的直径与高度的比值为1.9-4;2)仅满足合成柱2031的高度为4mm-50cm;3)合成柱2031的高度为4mm-50cm,且同时合成柱2031的直径与高度的比值为1.9-4。本方案中所有合成柱2031均为相同的圆柱状结构,从而能够保证每个合成柱2031内部的压力都是一致的。经大量实验验证,当将合成柱2031的高度设置为4mm-50cm,且合成柱2031的直径与高度的比值设置为1.9-4时,能够使得流场中存在较为均匀的紊流场和较为明显的扰流场,从而促进反应效率的提高。
78.进一步地,等分管路单元202中,物料进口301到每个物料出口302的长度和/或体积相同,主要是控制每个合成柱2031上方连接的管道的管径均相同。
79.具体来说,是需保证到达每个合成柱2031的试剂量均相同,从而保证每个合成柱2031合成核酸的均一性,不会出现很大的批次/批间差异。
80.进一步地,本方案的合成系统还包括设置在反应单元203下游的物料输出管路305;
81.物料输出管路305包括和合成柱2031数量一致,且用于将每个合成柱2031一一对应连通的废料进口,废料进口和合成柱2031一一对应连通;以及经过汇合后形成的一个废料出口。
82.合成柱2031内产生的废液从废料进口处进入物料输出管路305中,利用物料输出管路305可将反应后的试剂汇集,并从同一个废料出口排出,从而无需准备多个废液收集装置,方便收集。
83.需要说明的是,本方案中每个废料进口和其相对应的合成柱2031的连接处均设置有背压阀106,以此控制合成柱2031腔体内试剂的流动速度,保证试剂充分与载体接触,提高试剂和载体的利用率,进而形成较高的反应效率。
84.在另一实施例中,为保证试剂反应完成后出液的完全性和不期残留性,在废料出口处连接的管路中设置有辅助驱动模块(如驱动泵),需要时提供负压,保证合成柱2031内的试剂能够及时、顺利并干净地排除。
85.进一步地,本方案的合成系统还包括设置有再循环管道208的再循环单元211;
86.再循环管道208的一端与物料进口301连通,另一端与废料出口连通,且再循环管道208中设置有过滤模块209和第一驱动模块207;
87.过滤模块209设置在第一驱动模块207和废料出口之间的再循环管道208上,过滤模块209的设置可将试剂内的杂质或残渣等影响二次反应的颗粒物过滤掉,从而保证再循环反应的效率,并阻止残渣对系统的伤害;过滤模块209可根据试剂流通效率和再循环单元211的能力进行选择安装,在另一实施例中,过滤模块209可采用半透膜等现有技术,设置时
综合考虑残渣的尺寸大小以及过滤压力等参数进行规格的选择。
88.再循环单元211的设置可在反应效率不足的情况下通过第一驱动模块207(如驱动泵)驱动系统进行循环合成,从而进一步提升合成效率,增大产品转化率,且解决了废液较多而对处理操作和环境造成较大负担的技术问题。
89.进一步地,本方案的合成系统还包括设置有进料管212的给料单元;
90.进料管212的一端能够用于物料进入,另一端与物料进口301连通;
91.进料管212设置有第二驱动模块201以及流量监控模块210;
92.流量监控模块210设置在第二驱动模块201以及物料进口301之间的进料管212上,并能够监测进料管212中物料的流动量。
93.为保证试剂供应量的稳定,给料单元设置在试剂瓶/试剂存储系统和等分管路单元202中间,给料单元上还设置有和试剂瓶/试剂存储系统相连通的多通阀,试剂经由多通阀进入进料管212。为保证给料效果,避免试剂与给料单元反应,本实施例中给料单元的内部为疏水或超疏水等不与合成试剂发生反应或残留的材料。使用时,试剂瓶/试剂存储系统内的物料从进料管212的一端注入,进料管212的另一端与物料进口301连通,通过第二驱动模块201提供驱动力,降低了对气体和气压稳定性的依赖;通过流量监控模块210监测进料管212中物料的流动量,并反馈给第二驱动模块201的控制系统,调节第二驱动模块201的开合时间等参数,通过流量监控模块210的正反馈循环系统,保证给料系统出液量的稳定以及合成反应的准确性。
94.具体应用中,针对现有技术中试剂瓶需要连接高压装置,以迫使试剂充满管道,从而造成设备对气压稳定性的依赖非常高,且在合成反应过程中往往采用的是惰性气体,故同时存在泄露风险问题,是在对合成载量进行放大时经常遇到的问题。现有nmol-umol级别的合成量均采用电磁阀 气压控制的模式,可单独定位到每个合成柱2031。因为合成量较小,所需气压较小,对气体的依赖性不强。当合成量需要提高到mmol-mol级别时,将现有系统放大是非常自然的想法。但是合成量提高一千倍的同时,试剂的需求量和气体的需求量也相应成倍地增加,从而导致系统对气体的依赖性非常强,对气压的控制精度要求非常高。由此造成实际生产中,系统生产稳定性和安全性较低等技术问题。
95.基于此问题的考虑,本发明提出将气压驱动改为机械式的泵驱动,如图3所示,在多通阀的后端连接第二驱动模块201和流量监控模块210。第二驱动模块201可采用驱动泵,将其作为主驱动泵,负责将合成试剂直接泵入合成柱2031的反应腔中。在泵入的过程中,通过连接驱动泵和合成柱2031反应腔的流量监控模块210,监测试剂进入反应腔的体积,同时反馈信号给驱动泵和多通阀的控制系统,调节驱动泵和多通阀的开合状态。具体操作时,多通阀先关闭,驱动泵后关闭。在驱动泵后关闭的这段时间内,驱动泵将管道中的试剂全部泵入反应腔内,从而减少管道中的试剂残留,以此降低试剂之间的混合污染。通过以上驱动泵的重新设计,不仅大幅降低了合成系统对气体的依赖性,解决了吨级惰性气体储存和泄露的风险问题,而且排除了系统对气压稳定性的精密要求,解决了因气压稳定性波动造成的合成质量低下的技术问题。
96.进一步地,本方案的合成系统还包括废料收集装置205以及将废料收集装置205和废料出口连通的出料管306,在废料出口连接再循环管路中间的出料管306中设置有辅助驱动装置(如驱动泵),需要时提供负压,以保证合成柱2031内的试剂能够及时、顺利并干净地
排除;为便于液体排出,且不容易有残留,在其他实施例中,可将合成柱2031的底部设置为漏斗状结构;
97.再循环管道208的一端与出料管306的侧壁连通,另一端与进料管212的侧壁连通。
98.当监测到试剂的合成效率达标时,反应后的试剂会直接从出料管306出口处排出,直接进入废料收集装置205内;当监测到试剂的合成效率不达标时,反应后的试剂从出料管306的侧壁进入再循环管道208中,以进行试剂的二次利用,提高单次反应的合成效率。
99.进一步地,出料管306上还设置有过程监测模块204,过程监测模块204设置在再循环管道208和出料管306的连接处到废料出口之间的出料管306上。
100.过程监测模块204和第一驱动模块207(本方案中采用驱动泵)通过控制信号连接,当过程监测模块204监测到试剂的合成效率达标时,反应后的试剂会直接从出料管306中进入废料收集装置205中;当监测到试剂的合成效率不达标时,开启再循环单元211的再循环管道208,并将信号传递至第一驱动模块207的控制系统,从而启动第一驱动模块207,将试剂从出料管306中输送进入再循环管道208中。
101.另一实施例中,如图4所示,在再循环系统和出料管306的连接处设置有单向阀,单向阀内设置有控制系统a,用于控制单向阀的开闭,控制系统a和过程监测模块204电连接;过程监测模块204集成采用紫外分光光度计原理和离子浓度传感器原理,通过紫外吸光度和离子浓度传感器等来监测合成产物中相关分子和离子的浓度,从而实现监控反应效率的目的;第一驱动模块207采用双向齿轮泵以及控制双向齿轮泵的控制系统b,双向齿轮泵主要是采用一对相互啮合的齿轮和泵缸把吸入腔和排出腔隔开,紫外分光光度计原理、离子浓度传感器和双向齿轮泵均为现有技术,故其结构在此不做赘述;当相关离子的纯度不大于50%时,将不达标的信号传递至控制系统a和控制系统b,打开单向阀,启动双向齿轮泵,将试剂从出料管306中输送进入再循环单元211内,并再次进入进料管212内,进行再循环反应。相关控制逻辑图如图12所示。
102.进一步地,等分管路单元202包括从上至下依次设置的多级1分2模块;且等分管路系统至少包含m个物料进口301以及与物料进口301对应的m*2n个物料出口302,n为等分管路单元202包含的1分2模块的级数,m和n均为正整数。
103.利用基本的1分2的等分结构,对试剂进行逐级分流,可以使得每个同一层级的出口处试剂分布一致,从而保证每个合成柱2031内流体分配更平衡,合成反应更均匀,合成效率更高。
104.进一步地,物料进口301的数量为1,物料出口302的数量为8;所有物料出口302的孔径均相同;所有废料进口的孔径均相同。
105.当将从物料进口301中进入的试剂经过三级等分后,可形成均匀的8股试剂,即将原本的1股较大的流量等分为8股较小的流量;经计算得知,当采用同材料的管道,合成柱2031内的压力值约与流量成正比,当压力降低8倍之后,可明显降低管道和后接合成柱2031内的压力等级。而且所有物料出口302的孔径均相同;所有废料进口的孔径均相同,从而能够保证每个合成柱2031内部的压力都是一致的。
106.针对背压阀106控制范围有限导致的较低反应质量的问题,本发明通过减小合成柱2031体积降低系统压力的同时,缩减了背压阀106的控制范围,提高了背压阀106的控制精度。为了进一步提高反应质量,本发明提出在并联反应腔的上端设置等分管路单元202,
如图6所示,主要由1分2,2分4,4分8的控制结构组成。
107.为进一步确保并联合成柱2031合成效率的均匀性,本发明模拟分析了两种连接管路,如图11所示。图11-1为1直分8的管路结构内的压力等值线分布;图11-2为1分2分4分8的等分管路结构内的压力等值线分布。由图11-1可知,直分管路在后端8个分口处的压力分布非常不均匀,由此可导致在管路分流时试剂的不均匀分配,尽管可通过增加电磁阀控制管路的开合,但是压力不均匀导致的流量不均匀仍然会带来反应单元203内的试剂分配不均,进一步导致8个并联反应腔内的合成效率不均的技术问题。由图11-2可知,等分管路单元202中,后端8个分口处的压力分布相对均匀,由此在不增加电磁阀的条件下即可通过一个驱动泵控制8个反应单元203内的试剂均匀分配,从而进一步保证反应单元203内的合成效率的均一性。
108.在另一优选的实施例中,每个1分2模块上均设置有三通阀206,三通阀206包括一个入口和两个出口;其中,入口与上一级1分2模块连通,两个出口分别与下一级1分2模块连通;利用三通阀206来实现每个1分2节点处的分流,上一级的试剂会进入三通阀206的入口,再从三通阀206的两个出口处将试剂输送进入下一级的三通阀206入口或合成柱2031内,以实现分流效果。
109.具体应用中,针对反应柱较大,存在超高压生产安全隐患的问题,是现有系统搭建过程、生产过程中必须面临的问题,也因此阻碍了系统普建的发展进程。为了确定反应腔的尺寸结构对合成反应的影响,本发明针对反应腔结构进行了细致的流场模拟,如图7所示,不同尺寸结构下的反应腔内的流线c分布图。边界条件设置为:合成柱入口303压力30mpa,合成柱出口304背压1kpa,边界无滑移。
110.由图7-1可知,在反应腔为扁平结构时,边界处的流线c分布不完整,可能造成试剂混合不充分的现象。由图7-5可知,在反应腔为细高结构时,紊流a只存在于靠近合成柱入口303和合成柱出口304的小范围内;其中,紊流a在流场中被认为是可促进流体混合的现象。图7-2和图7-4均是紊流a较为明显的流场分布图,紊流a范围波及整个腔体,能有效促进腔体内的试剂混合。
111.经大量实验表明,当合成柱2031的高度为4mm-50cm,且反应柱的直径与高度的比值为1.9-4时,流场中能存在较为均匀的紊流a场。图7-3是其中最好的尺寸比例(直径/高度≈2.6),不仅是因为流场中存在较为均匀的紊流a场,更是因为流场中还存在较为明显的扰流b场;紊流a场促进了腔体垂直方向试剂的混合,扰流b场促进了腔体内横平方向试剂的混合,因此可产生更强的混合效应,提高试剂的接触概率和反应效率。也即,直径/高度≈2.6的尺寸比例下,反应腔能获得较好的混合状态,从而促进反应效率的提高。
112.为进一步确定尺寸结构(直径/高度≈2.6)的准确性,本发明针对不同体积的反应腔进一步模拟了流场分布,如图8所示,图中明确标明了每个关键流场,并通过两个方位,正视图(垂直方向)和俯视图(横平方向),进一步论证该尺寸结构下的较佳的流场分布效应。同时,这里对两个反应腔进行了明确的定义:按照同等体积分配原则,大反应柱(直径d1,高度h1)换成8个小反应柱(直径d2,高度h2)时,圆柱形的反应柱的尺寸降低一倍,也即d1=2d2,h1=2h2。按照此比例关系,大反应柱的条件为:d=600mm,h=240mm,入口管道:r=5mm,h=15mm,入口压力值:3mpa,出口背压:1kpa。小反应柱的条件为:d=300mm,h=120mm,入口管道:r=2.5mm,h=7.5mm,入口压力值:10kpa,出口背压:1kpa。
113.根据以上条件进行的流体力学分析如图8-1、图8-2、图8-3和图8-4所示,在此压力下,大反应柱和小反应柱均出现了明显的紊流a和扰流b,这些流体现象均有利于试剂在加入反应腔后的有效接触和混合。这也证明了我们上一个结论的正确性,也即腔体的直径和高度比例大约为2.6时,即使腔体等比例缩小了,流体走向和混流现象也仍然会发生。
114.由上面两个模拟图的分析可知,反应腔直径和高度比例大约为2.6时,流场分布最有利于试剂的混合,且在该比例下,反应腔体积的大小并不会对流场造成明显的改变。考虑到大反应腔的高压问题,本发明进一步分析了大小反应腔的结构。根据液体压强的公式:p=ρgh,大体积腔体可以通过降低腔体高度以减轻对腔体壁面的压力。基于此原理,考虑到上文中提到大反应腔高压问题,最常规的办法是将大反应腔变成小反应腔,如图5所示。但是,另外一种办法是将大反应腔的高度降低。
115.如图9的模拟分析结果,其中,尺寸设定分析:当两者在同一高度时,根据体积相等原则:v1=8*v2,h1=h2,也即从而得出:根据前面的设定,以较小压强的小反应腔的尺寸为基准,则此时,r1=424.3mm。也即,在满足较小压强的条件下,大反应腔的参数为:r1=424.3mm,h1=120mm。小反应腔的参数为:r2=300mm,h2=120mm。其他边界条件为:入口管道尺寸:r=5mm,h=10mm,入口压力值:10kpa,出口背压:1kpa。根据此条件进行的流场模拟图9和10如下所示(图片大小不代表尺寸比例,尺寸大小请参考每幅图的标尺,流线c绘制的间隔距离的系统设置参数均为0.04).
116.由图9可知,大反应腔的体积为67.96立方分米,入口压力和出口压力和小反应腔设置保持一致。由于反应腔高度较小,可在液体压强方面保持较低的水平。但是,由图9-1可知,在此流体条件下,试剂进入反应腔后,流体分布上下不均,在中间位置存在流线c较为稀疏的位置,说明流体进入后可能因为较小的入口压力,也可能因为不合适的腔体结构比例,导致流体试剂在墙体内的不均匀分配现象,进而导致试剂接触不完全,反应效率低下等技术问题。从图9-2中也可看出,尽管整体流线c分布较为对称,但是由于腔体半径过大,紊流a和扰流b均较少,非常不利于试剂在腔体内的混合。由此也证明了,通过简单地降低腔体高度解决大反应腔的压力过高的问题,势必要牺牲腔体内的反应效率。
117.图10为小反应腔的结构设计,具有和大反应腔相同的入口和出口,以此对比两者在混合试剂方面的效果。由图10的分析结果可知,在较小的入口压力,10kpa的条件下,小反应腔内的试剂流线c仍然表现出较多的有利于试剂充分接触和混合反应的扰流b和紊流a,在正视图和俯视图中均可观察到。也即,小反应腔在较小的压力驱动下,仍然可以保持较高的试剂混合效率。
118.综上,大反应腔如果想要保持较低的壁面压力,也即,对腔体壁面的低压要求,虽然可从降低腔体高度的角度进行调整,但是必须以牺牲反应效率为代价。实际生产过程中,往往以效率为第一基准要素,则大反应腔必须承受较大的压力,也因此产生了由压力导致的技术问题。排除降低大反应腔高度以减小压力的技术路线后,本发明坚定了用多个小反应腔代替大反应腔的系统设置,如图5所示,小反应腔的设置既降低了系统压力,又因为体积较小,方便操作,而具有较高稳定性的优势。也即,经过本发明的分析、设计、发明和创造,既解决了反应腔的低压和高反应效率不可兼得的技术问题,又解决了高反应效率稳定生产的技术问题。
119.经过以上全部论证,本发明的系统整体布局图如图2所示,由上至下包括:导液单
元、给料单元、等分管路单元202、反应单元203、再循环单元211以及废料处理单元。其中导液单元为常规的试剂存储到多通阀的布局设置;给料单元包括机械式的第二驱动模块201和流量监控模块210;等分管路单元202包括1分2、2分4和4分8的等分控制结构;反应单元203包括多个并联的尺寸经过严密模拟计算的合成柱2031和背压阀106;再循环单元211包括过滤模块209、第一驱动模块207以及相关管路;废料连接单元包括过程监测模块204、出料管306以及废料收集装置205等。整个系统的设置主要为了解决并联反应柱在放大生产时对气压依赖性过高、安全生产系统较低、反应效率较低、试剂利用率较低、废液处理负担较重、资源浪费严重等多项技术问题。
120.在另一优选的实施例中,合成柱2031的合成载量为0.2mol,内径设置为108mm,柱高设计为108mm,根据合成载量可知柱体积为3.96l,将接触时间设定为0.3min,则流量为13.2l/min(q1);若将此8个合成柱2031的合成载量集成到一个大反应柱内,则需柱体积为31.68l。参考市面上此规格的大反应柱,内径一般为600mm,则柱高为112mm,流量为105.6l/min(q2)。由以上两个场景和条件设定可知,当采用同材料管道,柱体内的压力比值约与流量成正比。根据压力容器的定义:低压容器:0.1mpa-1.6mpa;中压容器:1.6mpa-10mpa;高压容器:10mpa-100mpa;超高压容器:≥100mpa。当压力降至1/8之后,可明显降低容器的压力等级,如:超高压容器降为高压容器,高压容器降为中压容器,中压容器降为低压容器等。通过本方案的设计,整体上将高压反应柱的合成压力分散到每个较低压的合成柱2031内,从而成功解决高压产生的安全隐患问题。
121.为验证本发明方案的可行性,通过comsol multiphysics流体模拟进行流场分析,分析大反应柱和小反应柱的反应效率,得到图13和图14的结果;为保证紊流a效果,反应柱的试剂均采用压力驱动。
122.如图13,大反应柱的尺寸为:内径600mm,柱高112mm;如图14,小反应柱的尺寸为:内径108mm,柱高108mm。大反应柱和小反应柱的出口处均有500pa的被压设置。根据上述计算,大反应柱的入口流量设置为q2(即105.6l/min),小反应柱的入口流量设置为q1(即13.2l/min)。在图13和图14中,可看出在较大压力下出现大量成圈的紊流a,可增强试剂在腔体内的混合效应。
123.经过对比可知,图13大反应柱内的流线c分布较为分散,成圈的紊流a较少,增强试剂混合的效应较低,试剂在腔体内的分布不均,易造成合成反应效率低下,合成质量难保证的后果。相比之下,图14小反应柱内的中间流线c分布较集中,成圈的紊流a占据面积较多,增强试剂混合的效应较明显。因此,试剂在腔体内更容易分布均匀,混合充分,从而提高试剂利用率、合成反应效率和合成质量。
124.通过以上大反应柱和小反应柱的流体模拟对比分析,可知小反应柱内更易实现较高反应效率的合成反应,也更加印证了本发明提出的将大反应柱分散并联为小反应柱可提高合成质量的理念。
125.在本发明中,合成柱2031的尺寸设计可根据合成载量进行优化设计,且可根据合成载量调节并联合成柱2031的个数,增加个数时,只需考虑试剂给料驱动泵的泵速在可满足的范围之内即可。
126.在一个较佳的实施案例中,并联的合成柱2031为8个并联的小合成柱2031,小合成柱2031的结构为可移动式固定高度的合成反应腔,其材料为能够承受≤10mpa中压的不锈
钢或者玻璃;合成柱2031内试剂的驱动方式为共用一个大型泵或各自采用小泵驱动,在每个小合成柱2031的上端连接有流量监控计,以确保每次进入小合成柱2031内的试剂量。单个小合成柱2031内的合成载量为200mmol,采用1.5倍单体给料量,每个柱体积为3.69l(v)。根据圆柱体的体积公式:v=πr^2*h,其中r为合成柱2031的内半径,h为合成柱2031的柱高。本发明利用comsol multiphysics流体模拟软件,对不同的r和h进行了流场模拟,采用统一入口条件(压力输入1.5mpa)和出口条件(背压1000pa),统一边界条件:无滑移,统一网格条件:常规;统一流线c定位:均匀密度,间隔距离0.05。得到如图(7-1)-(7-5)所示的流线c对比分析图,其中,各部分的详细尺寸为:401:h=50mm,r=158.8mm;402:h=70mm,r=134.2mm;403:h=90mm,r=118.3mm;404:h=110mm,r=107mm;405:h=130mm,r=98.5mm。其中,h为柱高,r为柱内半径。
127.对比图7-1、7-2、7-3、7-4和7-5中成圈的紊流a分布和流线c分布,可知,当合成载量为200mmol,一个较佳的小合成柱2031的尺寸为:50mm≤h≤130mm,故将其他实施例中的合成柱2031均设置为此尺寸。在此范围内,合成柱2031内流线c分布较为均匀,合成柱2031壁面处也可分布较多流体;合成柱2031内紊流a范围涵盖整个柱高,腔体内试剂可实现自增强式的混流反应,可进一步保证单个合成柱2031内的合成效率和合成质量。由此,本发明提出的并联式核酸合成装置不仅能降低合成柱2031内的压力,更能保证合成柱2031内的合成效率,从而达到高效、稳定生产核酸的目的。
128.本发明为系统布局方面的整体创新,旨在设计思路上提供更多的理论分析、模拟论证的结果,确定系统布局图的合理性和创造性。
129.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。