1.本发明属于一种包胶轮,具体涉及一种包胶磁轮及其装配工具。
背景技术:
2.在核电站中,大直径承压容器往往由多段筒体与封头拼接成型,容器之间通过金属管道连通,因此会存在大量的筒体环焊缝、接管焊缝,这些焊缝需要定期进行检测。由于一些焊缝所在区域人员无法达到或长期停留,检测人员需要利用能够在筒体、接管外壁爬行的自动设备实施检测。因焊缝直径较大,被检对象材质为碳钢,通常设备采用磁吸附方式整体吸附在被检对象表面,通过驱动滚轮在外表面爬行。
3.为增强设备的吸附能力,提高设备安全性,驱动滚轮需要设计成具有磁性的滚轮,现有的磁性滚轮结构存在一些问题,影响了设备使用,主要表现在:(1)驱动能力不足,滚轮主体为钢质滚轮,局部为橡胶材质,设备的运动需要靠滚轮与被吸附表面产生的摩擦力进行驱动,而摩擦力的产生主要靠表面的橡胶材质与被吸附的金属表面的摩擦产生,钢制滚轮与被吸附的金属表面之间的摩擦力很小,当设备运动的阻力增大时,驱动滚轮容易出现显著的打滑现象,特别是当设备在水平接管的外圆上进行磁吸附爬行时,受设备重力影响,需要滚轮与被吸附表面产生较大的摩擦力,现有结构的滚轮会出现显著的打滑现象,使得设备无法实现精确控制;(2)组装困难,磁性滚轮由中心的强力永磁铁和两侧包裹的钢制滚轮组成,再局部包裹橡胶,因为两侧包裹的钢制滚轮必须为导磁材料,在组装时,会被中心的永磁铁瞬间吸附,此过程极其迅速且难以控制,容易对组装人员造成伤害;(3)装配精度不高,磁性滚轮作为驱动轮,需要加工键槽作为传动结构,以便通过驱动轴来驱动,而受磁性影响,在滚轮组装后,难以再对其中心孔进行键槽加工,只能在装配前对两侧包裹的钢制滚轮先加工键槽,再进行装配,由于组装过程不受控,装配精度较差,两侧包裹的钢制滚轮的传动键槽难以保证同轴,装配到驱动轴上时较为困难,往往需要将其配合间隙放大,由此产生了较大的传动间隙,进而影响设备整体的运动精度。
4.因此,需要设计一种整体包胶、组装牢固、易于装配的磁轮以及配套的专用工具,通过使用配套的装配工具来保证磁轮的组装效果和装配精度。
技术实现要素:
5.本发明的目的是提供一种包胶磁轮及其装配工具,它具有组装牢固、易于装配等特点,通过使用配套的装配工具来保证其组装效果和装配精度,以满足检测设备在大直径筒体与接管表面吸附运动,特别是在水平接管表面吸附运动的需要。
6.本发明的技术方案如下:一种包胶磁轮,包括永磁体,钢轮和外圈橡胶轮,两个钢轮相对布置,将永磁体包裹在中间并在永磁体的外圆上留出空隙,外圈橡胶轮将两个钢轮的外圆完全包裹,外圈橡胶轮内侧有一圈凸起,在组装时正好嵌入钢轮在永磁体的外圆上留出空隙,使三者形成整体。
7.所述的永磁体为环状结构,永磁体具有磁体外圆和磁体内孔,永磁体的侧面为磁
体端面。
8.所述的钢轮上设有4个沿圆周方向均匀分布的螺孔,用于利用装配工具进行组装,钢轮中心为钢轮内孔,并设有钢轮内台阶,钢轮内台阶上加工有轮毂键槽,用于在传动轴上定位安装及传动,钢轮具有钢轮外端面和钢轮内端面,其中设有钢轮内台阶的一面为钢轮内端面,钢轮的外缘为钢轮外圆,钢轮外圆在靠近钢轮内端面的一侧形成一圈凸起状的钢轮内圆。
9.所述的外圈橡胶轮为环状结构,外圈橡胶轮其外部为橡胶轮外圆,内部为橡胶轮内圈,橡胶轮内圈的中间位置形成橡胶轮内凸台。
10.包括两个端盖,芯轴穿过两个端盖之间的通孔,芯轴的两端分别通过连接螺钉固定,芯轴的键槽内固定有键,长螺钉穿过两个端盖上的其他通孔,长螺钉的两端通过短螺钉固定。
11.所述的芯轴为长杆状结构,芯轴的两端为芯轴台阶,芯轴的中间为括芯轴外圆,芯轴外圆上开有芯轴键槽。
12.所述的端盖为圆柱状结构,端盖的中间开有通孔,通孔内形成端盖定位台阶,端盖上还开有多个通孔。
13.本发明的有益效果在于:通过磁轮结构的设计以及使用装配工具进行组装,降低了磁轮组装时的安全风险,提高了磁轮的装配精度,进而提高了设备运动的精度;通过磁轮外圈包裹整圈橡胶,增大了磁轮的摩擦力,增强了在筒体与接管表面吸附爬行的设备的驱动力,满足了检测设备在大直径筒体与接管表面吸附运动,特别是在水平接管表面吸附运动的需要。
附图说明
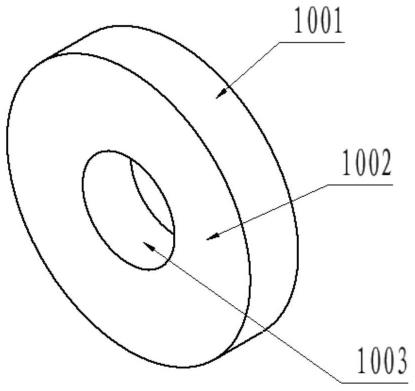
14.图1是永磁体的结构示意图;
15.图2是钢轮的结构示意图;
16.图3是外圈橡胶轮的结构示意图;
17.图4是包胶磁轮的整体结构示意图;
18.图5是芯轴的结构示意图;
19.图6是端盖的结构示意图;
20.图7是装配工具的整体结构示意图;
21.图8是包胶磁轮组装过程的示意图一;
22.图9是包胶磁轮组装过程的示意图二;
23.图10是包胶磁轮组装过程的示意图三;
24.图11是包胶磁轮组装过程的示意图四;
25.图12是包胶磁轮组装过程的示意图五;
26.图13是包胶磁轮组装过程的示意图六。
27.图中:1永磁体,2钢轮,3外圈橡胶轮,4芯轴,5端盖,6键,7长螺钉,8短螺钉,9连接螺钉,1001磁体外圆,1002磁体内孔,1003磁体端面,2001钢轮外圆,2002钢轮外端面,2003钢轮内端面,2004钢轮内孔,2005轮毂键槽,2006螺孔,2007钢轮内圆,2008钢轮内台阶,3001橡胶轮外圆,3002橡胶轮内圈,3003橡胶轮内凸台,4001芯轴外圆,4002芯轴键槽,4003
芯轴台阶,5001端盖端面,5002通孔,5003端盖定位台阶。
具体实施方式
28.下面结合附图及具体实施例对本发明作进一步详细说明。
29.本发明提供一种外圈整体包裹有橡胶的磁性滚轮的结构组成及其装配所用工具,特别是用于设备在大直径筒体、接管外圆上爬行的包胶磁轮。
30.如图1所示,永磁体1为环状结构,永磁体1具有磁体外圆1001和磁体内孔1002,永磁体1的侧面为磁体端面1003。
31.如图2所示,钢轮2上设有4个沿圆周方向均匀分布的螺孔2006,用于利用装配工具进行组装,钢轮2中心为钢轮内孔2004,并设有钢轮内台阶2008,钢轮内台阶2008上加工有轮毂键槽2005,用于在传动轴上定位安装及传动,钢轮2具有钢轮外端面2002和钢轮内端面2003,其中设有钢轮内台阶2008的一面为钢轮内端面2003,钢轮2的外缘为钢轮外圆2001,钢轮外圆2001在靠近钢轮内端面2003的一侧形成一圈凸起状的钢轮内圆2007。
32.如图3所示,外圈橡胶轮3为环状结构,外圈橡胶轮3其外部为橡胶轮外圆3001,内部为橡胶轮内圈3002,橡胶轮内圈3002的中间位置形成橡胶轮内凸台3003。
33.如图4所示,一种包胶磁轮包括永磁体1,钢轮2和外圈橡胶轮3,其中,两个钢轮2相对布置,将永磁体1包裹在中间并在永磁体1的外圆上留出空隙,外圈橡胶轮3将两个钢轮的外圆完全包裹,外圈橡胶轮3内侧有一圈凸起,在组装时正好嵌入钢轮2在永磁体1的外圆上留出空隙,使三者形成整体。
34.如图5所示,芯轴4为长杆状结构,芯轴4的两端为芯轴台阶4003,芯轴4的中间为括芯轴外圆4001,芯轴外圆4001上开有芯轴键槽4002。
35.如图6所示,端盖5为圆柱状结构,端盖5的中间开有通孔,通孔内形成端盖定位台阶5003,端盖5上还开有多个通孔5002。
36.如图7所示,一种包胶磁轮的装配工具包括两个端盖5,芯轴4穿过两个端盖5之间的通孔,芯轴4的两端分别通过连接螺钉9固定,芯轴4的键槽内固定有键6,长螺钉7穿过两个端盖5上的其他通孔,长螺钉7的两端通过短螺钉8固定。
37.本发明使用方式如下:
38.装配工具由两个端盖、一个芯轴和一个键组成,均由不会被磁铁吸附的奥氏体不锈钢材质制作而成,两个端盖和一个芯轴通过螺钉连接,键安装在芯轴上,芯轴直径与钢轮内孔直径相同,芯轴上安装的键与外侧钢轮上的键槽形成配合关系,端盖端面上分布有均布通孔,与钢轮外端面上的均布孔对应。
39.组装磁轮时,先将一个钢轮外端面上的4个均布螺孔装入长螺钉,长螺钉伸出钢轮内端面且高度一致,然后再从钢轮内端面一侧装入永磁体,由于磁吸附作用,永磁体会想钢轮内端面靠拢,此时4个螺钉将向钢轮内端面靠拢的永磁体顶住,形成稳定状态,随着4个螺钉均匀的收回,永磁体缓慢的向钢轮内端面靠拢,直到完全与钢轮内端面完全吸附贴合,然后将结合在一起的钢轮和永磁体沿着芯轴装入,与一个端盖贴合,并通过短螺钉连接固定,将外圈橡胶轮的内表面刷上强力胶水,再将外圈橡胶轮套在钢轮外圆上;将另一个钢轮与另一个端盖贴合并通过4个长螺钉连接,再将钢轮与端盖整体与芯轴连接,此时由于永磁体的吸附作用,钢轮有脱离端盖向永磁体靠拢的趋势,将4个长螺钉均匀的松开,钢轮逐渐脱
离端盖,在芯轴和键的导向下逐渐向永磁体靠拢,直到钢轮与永磁体完全贴合,此时两个钢轮、一个永磁体、一个外圈橡胶轮形组成一个完整的磁轮。
40.本发明的优点如下:
41.1、采用整圈橡胶包裹在钢轮外圆上,橡胶轮内凸台与钢轮内圆形成闭合结构;
42.2、外圈橡胶轮与钢轮之间通过专用胶水粘接,胶水不改变外圈橡胶轮的硬度;
43.3、钢轮上设计有螺纹孔,用于组装;
44.4、装配工具的各部分由奥氏体不锈钢材质制作而成,永磁体的磁性不会影响装配过程;
45.5、利用装配工具对包胶磁轮进行组装,确保两个钢轮上键槽的同轴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。