1.本技术涉及牙线技术领域,特别是涉及一种电活性抗菌牙线及其制备方法。
背景技术:
2.保持牙齿清洁对口腔健康至关重要,牙周和牙龈炎症的损害大多位于牙齿间相邻面和牙间隙。因此,牙齿邻面和牙间隙的清洁是口腔自我护理的重要方面。牙线作为能够穿出牙间隙的清洁工具,可以清洁牙齿邻接面、牙龈缘下,以及牙齿排列不齐造成死角处的残留物和牙垢。
3.目前,牙线的材质一般包括尼龙线、丝线和涤纶线等,其主要通过机械清洁的原理来去除牙齿的残留物和牙垢,不能对牙邻面的细菌和牙菌斑起到去除和抑制的作用,导致龋坏和牙周疾病风险的增加。
技术实现要素:
4.本技术的目的在于提供一种电活性抗菌牙线,在使用过程中产生压电效应,在清洁牙齿缝隙残留物的同时,产生良好的抗菌性能。具体技术方案如下:
5.本技术提供一种电活性抗菌牙线,其包括以下体积百分含量的组分:
6.压电聚合物基体
·······
70-100%
7.压电陶瓷颗粒
·········
0-30%;
8.其中,压电聚合物基体的材质选自聚偏氟乙烯、聚偏氟乙烯-三氟乙烯、聚偏氟乙烯-六氟丙烯中的至少一种;
9.压电陶瓷颗粒选自钛酸钡、钛酸锶钡、铌酸锂、铌酸钾钠中的至少一种。
10.在一些实施方案中,电活性抗菌牙线,其包括以下体积百分含量的组分:
11.压电聚合物基体
·······
70-90%
12.压电陶瓷颗粒
·········
10-30%。
13.在一些实施方案中,压电陶瓷颗粒的粒径为50nm-30μm。
14.在一些实施方案中,电活性抗菌牙线的宽度为50μm-3mm,厚度为50μm-150μm。
15.在一些实施方案中,电活性抗菌牙线的压电常数d
33
为1.5pc/n-9.3pc/n。
16.在一些实施方案中,电活性抗菌牙线的最高输出电压为0.3v-1.0v。
17.在一些实施方案中,电活性抗菌牙线的抗菌率为66%-91%。
18.本发明的第二方面提供了一种电动牙线器,其包含前述任一实施方案中的电活性抗菌牙线。
19.本发明的第三方面提供了一种电活性抗菌牙线的制备方法,其包括以下步骤:
20.(1)将压电聚合物基体与压电陶瓷颗粒加入到溶剂中,形成均匀的分散液;
21.(2)分散液通过静电纺丝机进行静电纺丝,形成纤维布;
22.(3)纤维布经裁剪,形成牙线丝;
23.(4)牙线丝经牵伸、退火和/或电晕极化处理,得到电活性抗菌牙线。
24.本发明的第四方面提供了一种电活性抗菌牙线的制备方法,其包括以下步骤:
25.(1)将压电聚合物基体与压电陶瓷颗粒混合均匀,加入到双螺杆挤出机内进行造粒,形成料粒;
26.(2)料粒加入到熔体注塑机,熔融注塑,形成牙线丝;
27.(3)牙线丝经牵伸、退火和/或电晕极化处理,得到电活性抗菌牙线。
28.本发明的第五方面提供了一种电活性抗菌牙线的制备方法,其包括以下步骤:
29.(1)将压电聚合物基体与压电陶瓷颗粒混合均匀,装入高分子三维打印机进行熔融法三维打印,形成牙线丝;
30.(2)牙线丝经牵伸、退火和/或电晕极化处理,得到电活性抗菌牙线。
31.本发明的第六方面提供了一种电活性抗菌牙线的制备方法,其包括以下步骤:
32.(1)将压电聚合物基体与压电陶瓷颗粒混合均匀,加入到双螺杆挤出机内进行造粒,形成料粒,将所述料粒加入到挤出纺丝机,熔融纺丝,形成牙线丝;或者
33.(1’)将压电聚合物基体加入到挤出纺丝机,熔融纺丝,形成牙线丝;
34.(2)所述牙线丝经牵伸、退火和/或电晕极化处理,得到电活性抗菌牙线。
35.本技术有益效果:
36.本技术提供的电活性抗菌牙线,以压电聚合物或压电聚合物和压电陶瓷颗粒的复合物为原料,形成的牙线材料分布均匀、性能稳定,具有良好的柔性,可操作性强;本技术提供的电活性抗菌牙线在使用过程中通过与牙邻面接触摩擦,产生压电效应,输出电信号,在清洁残留物和牙垢的同时,还可以通过带电性能抑制牙内细菌滋生,产生良好的抗菌性能,有效预防龋坏、降低牙龈炎出现的概率等。
37.当然,实施本技术的任一产品或方法并不一定需要同时达到以上所述的所有优点。
附图说明
38.为了更清楚地说明本技术或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的实施例。
39.图1为本技术实施例1、实施例9、对比例1和对比例2制备得到的电活性抗菌牙线的实物图;
40.图2为本技术实施例1、实施例9、对比例1和对比例2制备得到的电活性抗菌牙线的静态压电常数d
33
的测试结果图;
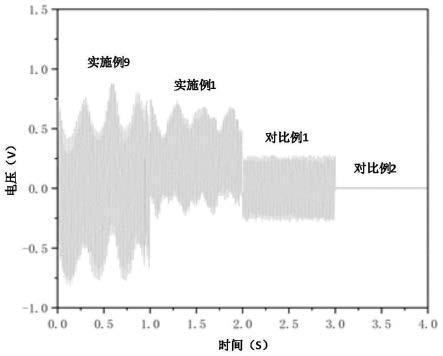
41.图3为本技术实施例1、实施例9、对比例1和对比例2制备得到的电活性抗菌牙线受外力作用下的动态压电信号测试图;
42.图4为本技术实施例1、实施例9、对比例1和对比例2制备得到的电活性抗菌牙线的抑菌性能测试结果。
具体实施方式
43.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于
本技术中的实施例,本领域普通技术人员基于本技术所获得的所有其他实施例,都属于本技术保护的范围。
44.本技术的第一方面提供一种电活性抗菌牙线,其包括以下体积百分含量的组分:
45.压电聚合物基体
·······
70-100%
46.压电陶瓷颗粒
·········
0-30%;
47.其中,压电聚合物基体的材质选自聚偏氟乙烯、聚偏氟乙烯-三氟乙烯、聚偏氟乙烯-六氟丙烯中的至少一种;
48.压电陶瓷颗粒选自钛酸钡、钛酸锶钡、铌酸锂、铌酸钾钠中的至少一种。
49.本技术中,压电聚合物基体的材质中聚偏氟乙烯(pvdf)、聚偏氟乙烯-三氟乙烯(p(vdf-trfe))、聚偏氟乙烯-六氟丙烯(p(vdf-hfp))的压电常数d
33
分别为18pc/n~35pc/n、30pc/n~40pc/n、30pc/n~40pc/n;压电陶瓷颗粒中钛酸钡、钛酸锶钡、铌酸锂、铌酸钾钠的压电常数d
33
分别为185-195pc/n;139-149pc/n;187-197pc/n;120-130pc/n;上述压电聚合物基体和压电陶瓷颗粒的介电常数大、压电性强,通过选择上述压电聚合物可以形成具有一定压电性能的电活性抗菌牙线,并且牙线丝具有适宜的柔性和韧性,可操作性强;本技术对压电聚合物的分子量没有特别限制,只要能实现本技术的目的即可,例如上述聚偏氟乙烯(pvdf)、聚偏氟乙烯-三氟乙烯(p(vdf-trfe))、聚偏氟乙烯-六氟丙烯(p(vdf-hfp))的重均分子量依次为50万~60万、40万~50万、40万~50万。压电聚合物基体中聚偏氟乙烯(pvdf)、聚偏氟乙烯-三氟乙烯(p(vdf-trfe))、聚偏氟乙烯-六氟丙烯(p(vdf-hfp))的熔融温度依次为200℃~280℃、110℃~217℃、110℃~180℃。
50.本技术中,压电聚合物基体的体积百分含量可以为70%、75%、80%、85%、90%、95%、100%或为其间任意两个数值之间的范围,压电陶瓷颗粒的体积百分含量可以为0%、5%、10%、15%、20%、25%、30%或为其间任意两个数值之间的范围。压电聚合物基体的体积百分含量在上述范围内,可以形成具有一定压电性能的电活性抗菌牙线,并且牙线丝具有适宜的柔性和韧性,可操作性强。压电陶瓷颗粒作为无机压电材料,当压电陶瓷颗粒的体积百分含量在上述范围内,压电陶瓷颗粒在提供带电功能的同时,还可以提高电活性抗菌牙线的强度和摩擦强度。
51.优选地,电活性抗菌牙线包括以下体积百分含量的组分:
52.压电聚合物基体
·······
70-90%
53.压电陶瓷颗粒
·········
10-30%。
54.本技术提供的电活性抗菌牙线,通过调控电活性抗菌牙线中压电聚合物基体和压电陶瓷颗粒的含量,能够使电活性抗菌牙线具有压电功能,从而在电活性抗菌牙线使用过程中产生压电效应,如在使用过程中使牙线呈c型包绕牙齿邻面,通过施加超声或压力促进上下提拉摩擦,进而实现摩擦-压电复合效应,使牙线在摩擦压电的共同作用下产生良好的抗菌性能。具体地,压电常数d
33
为1.5pc/n-9.3pc/n,最高输出电压为0.3v-1.0v。电活性抗菌牙线在压电效应的作用下,可以更好的清洁牙齿内的残留物和牙垢,同时还能够带来良好的抗菌性能。在本技术的一些实施方案中,电活性抗菌牙线的形状为直丝状、串珠状、波浪状中的至少一种。通过调整静电纺丝参数和后加工工艺可以控制牙线丝形成上述形状。
55.在本技术的一些实施方案中,压电陶瓷颗粒的粒径为50nm-30μm。当压电陶瓷颗粒的粒径在上述范围内,压电陶瓷颗粒在压电聚合物基体内的分散性高,牙线材料的混合均
匀性高,进而制备得到的电活性抗菌牙线的性能稳定性好。
56.在本技术的一些实施方案中,电活性抗菌牙线的宽度为50μm-3mm,厚度50μm-150μm,优选地,宽度为100μm-1mm,厚度为50μm-100μm。
57.在本技术的一些实施方案中,电活性抗菌牙线的压电常数d
33
为1.5pc/n-9.3pc/n。本技术提供的电活性抗菌牙线具有一定的压电性能。
58.在一些实施方案中,电活性抗菌牙线的最高输出电压为0.3v-1.0v。本技术提供的电活性抗菌牙线具有一定的压电性能。
59.在本技术的一些实施方案中,电活性抗菌牙线的抗菌率为66%-91%。本技术提供的电活性抗菌牙线具有良好的抗菌性能。电活性抗菌牙线在使用过程中受到外力刺激后,产生压电效应,使电活性抗菌牙线带电,可以抑制细菌在牙缝隙的滋生,预防牙菌斑的形成,缓解牙周炎等症状,同时能够减少细菌在电活性抗菌牙线上的生长和繁殖,从而提高牙线的抗菌性能。
60.本发明的第二方面提供了一种电动牙线器,其包含前述任一实施方案中的电活性抗菌牙线,得到的电动牙线器具有压电效应和良好的抗菌抑菌性能。本技术对电动牙线器没有特殊限制,只要能实现本技术目的即可。例如电动牙线器为超声驱动。本技术电活性抗菌牙线可以安装于电动牙线器内,可以通过拆卸方式进行替换,卫生安全、方便快捷。
61.本发明的第三方面提供了一种电活性抗菌牙线的制备方法,其包括以下步骤:
62.(1)将压电聚合物基体与压电陶瓷颗粒加入到溶剂中,搅拌形成均匀的分散液;
63.(2)分散液通过静电纺丝机进行静电纺丝,形成纤维布;
64.(3)纤维布经裁剪,形成牙线丝;
65.(4)牙线丝经牵伸、退火和/或电晕极化处理,得到电活性抗菌牙线。
66.上述步骤(1)中,本技术对溶剂的种类不做特殊限制,只要能实现本技术的发明目的即可,溶剂可选自n,n-二甲基甲酰胺、丙酮中的至少一种。例如溶剂为n,n-二甲基甲酰胺或n,n-二甲基甲酰胺和丙酮以体积比1:2混合,基于溶剂的质量,压电聚合物基体和压电陶瓷颗粒总的添加含量为15wt%-20wt%。本技术通过控制溶剂与压电聚合物基体和压电陶瓷颗粒的比例,使压电材料可以形成均匀的分散液,同时能够使静电纺丝可操作。当溶剂的添加比例过小时压电材料不能形成均匀地分散液,静电纺丝不可操作或形成的纤维布稳定性差。当溶剂的添加比例过大时,分散液中压电材料的含量过低,导致静电纺丝不可实现。
67.上述步骤(2)中,本技术对静电纺丝机没有特别限定,可以采用本领域已知的静电纺丝机,只要能实现本技术的目的即可,本技术对此不做限定。本技术对静电纺丝机的工作参数不做特别限定,只要能实现本技术的目的即可。例如静电纺丝的参数可以为:电压16kv,推注速率0.7ml/h,接收距离为15cm,接收滚筒转速为900rpm,纺丝温度为常温、湿度为30%,纺丝时间为6h。本技术采用静电纺丝方法,通过控制不同溶剂的比例可以改变牙线表面形貌,如多孔结构,有利于更好地发挥压电性能,同时增加摩擦系数。
68.上述步骤(3)中,本技术对纤维布裁剪没有特别限定,只要能实现本技术的目的即可。例如,使用裁刀,按照确定的牙线宽度精确进行裁剪或使用自动化设备定量切割。当所制备牙线最终加工为牙线卷时,除了需要对纤维布先进行裁剪,再进行缠绕处理,以实现牙线成卷。
69.上述步骤(4)中,本技术对牵伸没有特殊限制,只要能实现本技术的发明目的即
可。例如牵伸的倍数可以为2-3.5。当牙线丝经牵伸、退火和电晕极化处理时,本技术对退火和电晕极化处理的先后顺序没有特殊限制,只要能实现本技术的发明目的即可。例如可以是先进行退火处理,再进行电晕极化处理,也可以是先进行电晕极化处理,再进行退火处理。本技术的退火的温度可以为120-150℃、退火时间可以为2h-3h,电晕极化的电压可以为10kv~50kv、距离可以为10mm~50mm、温度可以为25℃~50℃、时间可以为10min~60min。
70.本发明的第四方面提供了一种电活性抗菌牙线的制备方法,其包括以下步骤:
71.(1)将压电聚合物基体与压电陶瓷颗粒混合均匀,加入到双螺杆挤出机内进行造粒,形成料粒;
72.(2)料粒加入到熔体注塑机,熔融注塑,形成牙线丝;
73.(3)牙线丝经牵伸、退火和/或电晕极化处理,得到电活性抗菌牙线。
74.本技术对双螺杆挤出机和熔体注塑机没有特别限定,可以采用本领域已知的双螺杆挤出机和熔体纺丝机,只要能实现本技术的目的即可,本技术对此不做限定。本技术对双螺杆挤出机的工作参数没有特别限制,只要能实现本技术的目的即可。例如挤出温度可以为200℃-300℃,工作压力可以为7mpa-15mpa。本技术对熔融注塑的工作参数没有特别限制,只要能实现本技术的目的即可。例如熔融注塑的温度可以为130℃-235℃。本技术对牙线丝牵伸没有特别限定,只要能实现本技术的目的即可。例如牵伸的倍数可以为2-3.5。当牙线丝经牵伸、退火和电晕极化处理时,本技术对退火和电晕极化处理的先后顺序没有特殊限制,只要能实现本技术的发明目的即可。例如可以是先进行退火处理,再进行电晕极化处理,也可以是先进行电晕极化处理,再进行退火处理。本技术的退火的温度可以为120-150℃、退火时间可以为2h-3h,电晕极化的电压可以为10kv~50kv、距离为10mm~50mm、温度为25℃~50℃、时间为10min~60min。
75.本发明的第五方面提供了一种电活性抗菌牙线的制备方法,其包括以下步骤:
76.(1)将压电聚合物基体与压电陶瓷颗粒混合均匀,装入高分子三维打印机进行熔融法三维打印,形成牙线丝;
77.(2)牙线丝经牵伸、退火和/或电晕极化处理,得到电活性抗菌牙线。
78.本技术对高分子三维打印机没有特别限定,可以采用本领域已知的高分子三维打印机,只要能实现本技术的目的即可,本技术对此不做限定。本技术对熔融法三维打印的工作参数不做特别限定,只要能实现本技术的目的即可。例如熔融法三维打印的工作参数可以包括:层厚0.01mm-0.015mm、壁厚0.01mm-0.015mm、打印速度0.1-0.2mm/s、打印温度200-250℃。本技术对牙线丝牵伸没有特别限定,只要能实现本技术的目的即可。例如牵伸的倍数可以为2-3.5。当牙线丝经牵伸、退火和电晕极化处理时,本技术对退火和电晕极化处理的先后顺序没有特殊限制,只要能实现本技术的发明目的即可。例如可以是先进行退火处理,再进行电晕极化处理,也可以是先进行电晕极化处理,再进行退火处理。本技术的退火的温度可以为100-150℃、退火时间可以为1h-3h,电晕极化的电压可以为10kv-50kv、距离为10mm-50mm、温度为25℃-50℃、时间为10min-60min。
79.本发明的第六方面提供了一种电活性抗菌牙线的制备方法,其包括以下步骤:
80.(1)将压电聚合物基体与压电陶瓷颗粒混合均匀,加入到双螺杆挤出机内进行造粒,形成料粒,将所述料粒加入到挤出纺丝机,熔融纺丝,形成牙线丝;或者
81.(1’)将压电聚合物基体加入到挤出纺丝机,熔融纺丝,形成牙线丝;
82.(2)所述牙线丝经牵伸、退火和/或电晕极化处理,得到电活性抗菌牙线。
83.本技术对双螺杆挤出机和熔体纺丝机没有特别限定,可以采用本领域已知的双螺杆挤出机和熔体纺丝机,只要能实现本技术的目的即可。本技术对双螺杆挤出机的工作参数没有特别限制,只要能实现本技术的目的即可。例如挤出温度可以为200℃-300℃,工作压力可以为7mpa-15mpa。本技术对熔融纺丝的工作参数没有特别限制,只要能实现本技术的目的即可。例如熔融纺丝的温度可以为130℃-235℃。本技术对牙线丝牵伸没有特别限定,只要能实现本技术的目的即可。例如牵伸的倍数可以为2-3.5。当采用退火和电晕极化处理时,本技术对退火和电晕极化处理的先后顺序没有特殊限制,只要能实现本技术的发明目的即可。例如可以是先进行退火处理,再进行电晕极化处理,也可以是先进行电晕极化处理,再进行退火处理。本技术的退火的温度可以为120-150℃、退火时间可以为1h-3h,电晕极化的电压可以为10kv~50kv、距离为10mm~50mm、温度为25℃~50℃、时间为10min~60min。当电活性抗菌牙线的原料中压电聚合物基体的体积百分含量不为100%时,采用步骤(1)的制备方法形成牙线丝;当电活性抗菌牙线的原料中压电聚合物基体的体积百分含量为100%,压电陶瓷颗粒的体积百分含量为0时,采用步骤(1’)的制备方法形成牙线丝。
84.本技术提供的电活性抗菌牙线,以压电聚合物或压电聚合物和压电陶瓷颗粒的复合物为原料,形成的牙线材料分布均匀、性能稳定,具有良好的柔性,可操作性强;本技术提供的电活性抗菌牙线在使用过程中通过与牙邻面接触摩擦,产生压电效应,输出电信号,在清洁残留物和牙垢的同时,还可以抑制牙内细菌滋生,产生良好的抗菌性能,有效缓解牙周炎、预防龋坏等症状。
85.测试方法和仪器:
86.动态压电性能测试:
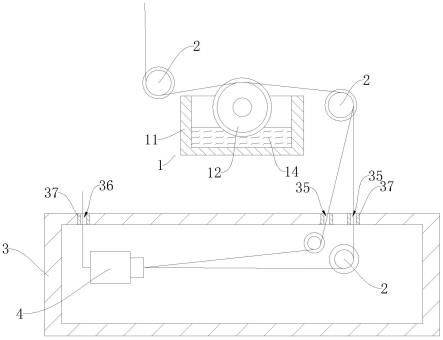
87.将电活性抗菌牙线裁剪成10cm长度,使用夹具夹持使电活性抗菌牙线处于绷紧状态并使电活性抗菌牙线表面紧贴准备好的离体牙,在两端粘接导电胶和电极,将连接两端的电极分别连接至吉时利静电计(keithley 6514),使用步进机(三友得利机械加工厂)控制电活性抗菌牙线在牙面发生有规律的滑动(1次/秒),在屏幕上接收电压输出。
88.静态压电性能测试:
89.将不同实施例和对比例中的电活性抗菌牙线用准静态d
33
测量仪(zj-6a,中科院声学研究所)测量电活性抗菌牙线的压电常数d
33
,用小镊子轻轻夹住电活性抗菌牙线材料的边缘,置于准静态仪两头测量电极之间,轻轻旋转上方按钮使两个电极轻轻接触,记录屏幕显示数据,每根电活性抗菌牙线测量5个点取平均值为最终测试结果。
90.静态强度试验:
91.静态强度试验测试按照国家标准iso2815:2018《牙科学一体式手柄牙线》进行测试。
92.拉伸试验:
93.拉伸试验测试按照国家标准iso2815:2018《牙科学一体式手柄牙线》进行测试。
94.抗菌性能测试:
95.(1)脑心浸液培养基(bhi液体培养基)的制备:称取7.4gbhi粉末(200.0g牛脑、250.0g牛心浸出汁10.0g蛋白胨、2.0g葡萄糖、5.0gnacl、20.0g琼脂),加入400ml去离子水,混匀后120℃高压备用;固体培养基制备:向将溶解后的液体培养基加入2%的琼脂粉,高压
灭菌,在冷却至70℃时,在超净台中倒入9cm的培养皿中,冷却后倒置密封放4℃冰箱保存;
96.(2)实验菌株选择变异链球菌ua159,将实验菌株复苏接种在固体培养基上,于37℃、5%co2孵育箱内培养24小时,挑取部分菌落革兰氏染色后光学显微镜下观察菌落形态,证实无污染后部分传代培养备用;
97.(3)将各实施例和对比例中的电活性抗菌牙线用无水乙醇消毒后与变异链球菌在bhi液体培养基中共培养24小时;
98.(4)染色液制备:荧光染色剂包括两种syt09染色剂和pi染色剂,可使活细菌发出绿色的荧光、死细菌发出红色的荧光。染色前,于避光条件下,分别将syt09染色剂和染色剂试剂等比例混合放入同一离心管(ep管)中,振荡混匀,避光备用;
99.(5)将电活性抗菌牙线与变异链球菌在bhi液体培养基中共培养24小时的培养基用移液枪吸去上清液,无菌生理盐水小心轻洗1次,洗去悬浮菌;
100.(6)在菌斑生物膜表面滴加适量染色液室温暗室下孵育15min,用pbs缓冲液小心冲洗以去除过量染料并将各实施例和对比例中的电活性抗菌牙线置于载玻片上,使用激光共聚焦显微镜(clsm)观察拍照,并得到红色荧光强度和绿色荧光强度。
101.抑菌率=红色荧光强度/(红色荧光强度 绿色荧光强度)
×
100%。
102.3h吸光度(od值)测试:
103.变异链球菌与电活性抗菌牙线共培养24小时,吸去菌液,用磷酸缓冲盐溶液(pbs缓冲液)轻洗3遍,加入新鲜的bhi液体培养基,继续培养3小时,取出100μl菌悬液至96孔板中,每个样本设置5个复孔,每组3个重复样本,酶标仪中630nm波长处读取od值,获得3h吸光度(od值)。
104.仅改变加入新鲜bhi液体培养基后继续培养的时间为0h、6h和12h,可依次获得0h吸光度(od值)、6h吸光度(od值)和12h吸光度(od值)。其中,od值越小,说明牙刷丝的抗菌性能越好。
105.实施例1
106.(1)按照表1中的原料组成,将pvdf加入到溶剂n,n-二甲基甲酰胺中,磁力搅拌混合,直至形成均匀地分散液,其中pvdf与溶剂的质量比为18:100,pvdf的重均分子量为55万、压电常数d
33
为30pc/n、熔融温度为235℃;
107.(2)将分散液装入静电纺丝机中的注射器内进行静电纺丝,形成厚度130μm的纤维布;静电纺丝的参数为:电压16kv、推注速率0.7ml/h、接收距离为15cm、接收滚筒转速为900rpm、纺丝温度为常温、湿度为30%、纺丝时间为6h;
108.(3)将纤维布进行裁剪,形成牙线丝,其中裁剪宽度为2mm;
109.(4)将牙线丝牵伸2倍,120℃退火2h,得到电活性抗菌牙线,电活性抗菌牙线的厚度为130μm、宽度为1mm。
110.实施例2
111.(1)按照表1中的原料组成,将pvdf和铌酸钾钠混合均匀,加入到双螺杆挤出机内进行造粒,形成料粒,其中,pvdf的重均分子量为55万、熔融温度为235℃、压电常数为30pc/n,铌酸钾钠的压电常数为125pc/n,挤出造粒的温度为235℃、压力为10mpa;
112.(2)料粒加入到熔体注塑机内,升温至料粒的熔融温度235℃,待料粒完全熔融后,由喷丝头挤出注塑并卷绕,形成牙线丝;
113.(3)牙线丝牵伸2倍,120℃退火1.5h,得到电活性抗菌牙线,电活性抗菌牙线的厚度为120μm、宽度为1mm。
114.实施例3
115.(1)按照表1中的原料组成,将p(vdf-trfe)装入高分子三维打印机内进行熔融法三维打印,形成牙线丝,熔融法三维打印的工作参数为:层厚0.01mm、壁厚0.01mm、打印速度0.1mm/s、打印温度235℃,其中,p(vdf-trfe)的重均分子量为45万、熔融温度为126.9℃、压电常数为35pc/n;
116.(2)牙线丝牵伸2倍,再进行电晕极化处理得到电活性抗菌牙线,电晕极化处理的电压为20kv、距离为30mm、温度为40℃、时间为30min,电活性抗菌牙线的厚度为60μm、宽度为1mm。
117.实施例4
118.(1)按照表1中的原料组成,将p(vdf-hfp)加入到挤出纺丝机内,升温至料粒的熔融温度235℃,待料粒完全熔融后,由喷丝头挤出纺丝并卷绕,形成牙线丝,其中p(vdf-hfp)的重均分子量为45万、压电常数为35pc/n、熔融温度为126.9℃;
119.(2)牙线丝牵伸2倍,再进行电晕极化处理得到电活性抗菌牙线,电晕极化处理的电压为50kv、距离为50mm、温度为50℃、时间为60min,电活性抗菌牙线的厚度为140μm、宽度为1mm。
120.实施例5至实施例10
121.除了按照表1中调整相关参数外,其余与实施例1相同。
122.对比例1
123.除了按照表1中调整相关参数外,其余与实施例1相同。
124.对比例2
125.除了按照表1中调整相关参数外,其余与实施例2相同。其中,尼龙的重均分子量为1.5万。
126.各实施例和对比例的参数设置如表1所示,性能测试数据如表2所示。
127.表1
[0128][0129]
注:表1中的“/”表示不存在对应的参数;退火处理工艺参数中“120℃,2h”表示退火温度为120℃、退火时间为2h;极化处理参数中“10kv,20mins,50mm”表示电晕极化的电压20kv、时间为30min、距离为50mm。
[0130]
表2
[0131][0132][0133]
参考表2、图2至图4,从实施例1至实施例10、对比例1至对比例2可以看出,采用本技术提供的电活性抗菌牙线的原料配方制备得到的电活性抗菌牙线具有良好的压电性能,
以及一定的抗菌性,尤其是与采用不具有压电功能的尼龙材料制备而成的牙线(对比例2)相比,本技术实施例中的牙线的压电和抗菌性能明显提高。实施例1至实施例10的电活性抗菌牙线的压电常数d
33
在1.5pc/n-9.3pc/n之间,最高输出电压高于0.38v,均大于对比例2,说明采用本技术的原料制备的电活性抗菌牙线具有优异的压电性能。同时,本技术实施例1至实施例10中电活性抗菌牙线的拉伸力大于11n,静态强度无破损脱出,抗菌率大于65.3%,而对比例1和对比例2中牙线静态强度破损脱出,抗菌率较低,说明采用本技术的原料配比制备的电活性抗菌牙线具有优异的强度和抗菌性。具体地,如图2、图4所示,实施例1和实施例9在静置状态下,电活性抗菌牙线的压电常数d
33
分别为7.5pc/n和9.3pc/n,3h od值分别为0.05和0.046,而对比例1和对比例2电活性抗菌牙线的压电常数d
33
分别为4.2pc/n和0,3h od值分别为0.052和0.131。可见相比于对比例中的牙线,本技术实施例中电活性抗菌牙线的压电常数d
33
得到提高,抑制细菌滋生能力也相应增强。具体地,如图3所示,在外力作用下(相当于使用牙线过程中),实施例1和实施例9的输出电压分别为0.65v和0.8v,抑菌率达78.9%和90.8%,而对比例2无电压输出,抑菌率仅为10.3,说明采用本技术制备的电活性抗菌牙线在动态外力作用下有电压输出,具有良好的抗菌性能。
[0134]
参考表2,从实施例1和对比例1可以看出,电活性抗菌牙线中的原料组成相同,但牙线丝的处理方式不同,从而得到的电活性抗菌牙线的最高输出电压、3h od值和抗菌率差异较大,且实施例1中的电活性抗菌牙线的压电性能优于对比例1。从而说明,在本技术上述范围内对牙线进行退火和/或电晕极化处理,能够得到具有压电效果的电活性抗菌牙线,并且电活性抗菌牙线具有优异的抗菌效果,在使用过程中可以有效抑制牙缝隙内细菌的滋生,减少牙菌斑的形成。具体地,参考表2、图1至图4,其中图1中间的白色部分分别为本技术实施例1、实施例9、对比例1和对比例2制备得到的电活性抗菌牙线实物,深灰色部分为背景,在抗菌性能测试中,培养液的od值越高,说明变异链球菌生长得越快,其单位体积的浓度也越高,进而说明牙线的抗菌性能越差。如表2所示,实施例1至实施例10中的牙线在抗菌性能测试中,与变异链球菌培养3h后,培养液的od值均低于对比例1,从而说明采用本技术提供的制备方法制得的牙刷丝具有良好的抗菌性能。
[0135]
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法或者物品不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法或者物品所固有的要素。
[0136]
本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
[0137]
以上所述仅为本发明的较佳实施例,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。