1.本实用新型涉及一种包胶机,尤其涉及一种手机套加工用的多工位包胶机。
背景技术:
2.手机壳是一种对手机外观进行保护的装饰品,在手机壳的制作或生产过程中,为了保证手机壳的耐用性,人们一般需要对手机壳的表面包一层胶。
3.目前公开了公开号为cn208369954u的一种自动包胶机,属于包胶装置,其结构包括包胶机头、支撑架、包胶机架体和包胶机头移动驱动模组,所述的包胶机头、支撑架和包胶机头移动驱动模组分别设置在包胶机架体上,所述的包胶机头包括四组,四组包胶机头成双对称设置,且分别设置在包胶机架体的前侧、后侧、左侧和右侧,每组包胶机头分别包括两个,每组包胶机头的两个包胶机头之间分别设置有一个支撑架,每组包胶机头分别与一个包胶机头移动驱动模组相连。与现有技术相比,本实用新型的自动包胶机具有对纤板、铜板和铝膜组装在一起的工件的四边同时自动进行包胶,能够节省劳动力,降低成本,提高生产效率、可使工件质量高且稳定等特点,因而具有很好的推广应用价值。虽然上述专利能够节省劳动力,降低成本,提高生产效率,但是上述专利不能一次性对四个手机壳进行包胶,从而不能保证手机壳包胶工作的效率。
4.针对上述问题,我们需设计一种可一次性对四个手机壳进行包胶和保证手机壳包胶工作的质量的手机套加工用的多工位包胶机,以解决上述背景技术提出的问题。
技术实现要素:
5.本实用新型的目的是提供一种手机套加工用的多工位包胶机,具备可一次性对四个手机壳进行包胶和保证手机壳包胶工作的质量的优点,解决了不能一次性对多个手机壳进行包胶和不能保证手机壳包胶工作的质量的缺点。
6.本实用新型的目的是这样实现的:一种手机套加工用的多工位包胶机,包括有支撑台、导向杆、支撑杆、模具、气缸、连接杆、第一支撑架、注塑机和热熔箱,支撑台顶部左右两侧均匀地连接有五个导向杆,支撑台顶部中间的左右两侧均安装有气缸,两个气缸的活塞杆之间连接有连接杆,连接杆与五个导向杆滑动式相连,连接杆外部均匀间隔地连接有四个支撑杆,四个支撑杆底部均连接有模具,四个模具呈初始状态时将与支撑台接触,四个模具在向上移动时将不与支撑台接触,四个模具顶部后侧均连接有第一支撑架,四个第一支撑架上均安装有注塑机,四个注塑机顶部均连接有热熔箱。
7.进一步,还包括有推动杆、下压杆、开关、储料箱、支撑环、扭簧、转动杆、挡板、水箱、冷却管、第二支撑架和水泵,四个热熔箱顶部均连接有推动杆,支撑台顶部位于右侧的气缸的右侧的连接有开关,注塑机和热熔箱均与开关电性连接,连接杆右端面连接有下压杆,下压杆呈初始状态时与开关接触,下压杆在向上移动时将不与开关接触,支撑台顶部后侧连接有储料箱,储料箱底部均匀间隔地连接有四个下料管,四个下料管下部的左右两侧均连接有支撑环,且同侧的两个支撑环上均转动式地连接有挡板,当同侧的两个挡板在关
闭时将与同侧的下料管自身的出口接触,当同侧的两个挡板在打开时将不与同侧的下料管自身的出口接触,同侧的两个挡板互相远离的一侧均连接有两个扭簧,且同侧的两根扭簧的两端分别连接在同侧的支撑环外侧面和同侧的挡板内侧面上,同侧的两个挡板互相远离的一侧均连接有转动杆,支撑台底部前侧安装有水箱,支撑台底部连接有冷却管,冷却管位于水箱内部,冷却管底部中间连接有第二支撑架,第二支撑架上安装有水泵。
8.进一步,水箱为透明材质。
9.进一步,支撑台底部设有防滑垫。
10.进一步,下压杆为塑料材质。
11.进一步,支撑台顶部均匀地连接有四个放置块。
12.本实用新型其有益效果和显著进步在于:本实用新型通过设有支撑杆和模具,因为模具共有四个,所以一次性可以对四个手机壳进行包胶,在一定程度上保证了手机壳的包胶工作的效率;通过设有下压杆和开关,便可自动地对注塑机和热熔箱进行打开和关闭;通过设有储料箱和支撑环且可以实现自动下料,便省去了人工依次将塑料颗粒加入四个热熔箱内的步骤,在一定程度上为人们的工作提供了便利。
附图说明
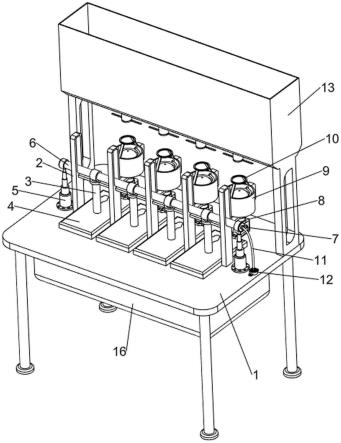
13.图1为本实用新型的立体结构示意图。
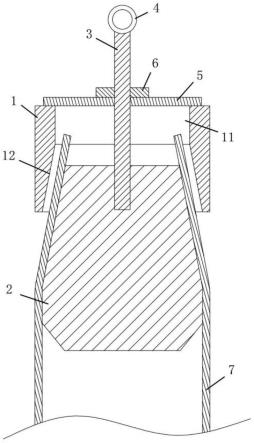
14.图2为本实用新型的第一种局部剖视结构示意图。
15.图3为本实用新型的部分立体结构示意图。
16.图4为本实用新型的第二种局部剖视结构示意图。
17.图5为本实用新型的a处放大结构示意图。
18.图6为本实用新型的第三种局部剖视结构示意图。
19.图中零部件名称及序号:1_支撑台,2_导向杆,3_支撑杆,4_模具,5_气缸,6_连接杆,7_第一支撑架,8_注塑机,9_热熔箱,10_推动杆,11_下压杆,12_开关,13_储料箱,14_支撑环,15_扭簧,16_转动杆,17_挡板,18_水箱,19_冷却管,20_第二支撑架,21_水泵。
具体实施方式
20.下面结合附图对本实用新型的技术方案作进一步说明。
21.实施例1
22.一种手机套加工用的多工位包胶机,参考图1至图3,包括有支撑台1、导向杆2、支撑杆3、模具4、气缸5、连接杆6、第一支撑架7、注塑机8和热熔箱9,支撑台1底部设有防滑垫,增大地面与支撑台1之间的摩擦力,起到防滑作用,支撑台1顶部均匀地连接有四个放置块,便于放置手机壳,支撑台1顶部左右两侧均匀地连接有五个导向杆2,支撑台1顶部中间的左右两侧均安装有气缸5,两个气缸5的活塞杆之间通过焊接的方式连接有连接杆6,连接杆6与五个导向杆2滑动式相连,连接杆6外部均匀间隔地连接有四个支撑杆3,四个支撑杆3底部均通过焊接的方式连接有模具4,四个模具4呈初始状态时将与支撑台1接触,四个模具4在向上移动时将不与支撑台1接触,四个模具4顶部后侧均连接有第一支撑架7,四个第一支撑架7上均安装有注塑机8,四个注塑机8顶部均连接有用于对塑料材料进行加热融化的热熔箱9。
23.当需要使用手机套加工用的多工位包胶机时,先依次将适量的塑料颗粒加入四个热熔箱9内,加好后,人们通过启动气缸5,气缸5的活塞杆伸长带动连接杆6沿导向杆2向上移动,导向杆2对连接杆6起导向作用,连接杆6带动支撑杆3和模具4向上移动,使得模具4与支撑台1脱离接触,在模具4向上移动的同时,模具4会带动第一支撑架7、注塑机8和热熔箱9向上移动,这时人们便可需要包胶的手机壳依次放在四个模具4上,放好后,人们启动气缸5的活塞杆缩短,气缸5的活塞杆带动连接杆6沿导向杆2向下移动,连接杆6带动支撑杆3和模具4向下移动,在模具4向下移动的同时,模具4会带动第一支撑架7、注塑机8和热熔箱9向下移动,接着人们将热熔箱9启动,热熔箱9开始工作,随之热熔箱9便可对塑料颗粒进行加热融化,待塑料颗粒加热好后,便可将注塑机8启动,加热好的塑料颗粒将会流入注塑机8内,这时人们将注塑机8启动,注塑机8便可对模具4内注入适量的热塑料,随之热塑料会包裹在手机壳的表面,当模具4内的热塑料注入好后,人们先将注塑机8关闭,然后等待模具4内的手机壳自然冷却,待冷却好后,便可重复上述将气缸5的活塞杆伸长的步骤,使得模具4向上移动,随后人们将包胶好的手机壳从模具4上取出,取出后,再重复上述气缸5的活塞杆缩短的步骤,使得模具4向下移动复位,人们只需重复上述操作,便可完成下一次的手机壳包胶工作,当不需要使用手机套加工用的多工位包胶机时,将气缸5关闭即可,如此操作便可实现手机套加工用的多工位包胶机的使用,因为模具4共有四个,所以一次性可以对四个手机壳进行包胶,在一定程度上保证了手机壳的包胶工作的效率。
24.实施例2
25.在实施例1的基础之上,参考图1至图6,还包括有推动杆10、下压杆11、开关12、储料箱13、支撑环14、扭簧15、转动杆16、挡板17、水箱18、冷却管19、第二支撑架20和水泵21,四个热熔箱9顶部均连接有推动杆10,支撑台1顶部右侧气缸5的右侧连接有开关12,注塑机8和热熔箱9均与开关12电性连接,连接杆6右端面连接有下压杆11,下压杆11为塑料材质,减少成本,下压杆11呈初始状态时与开关12接触,下压杆11在向上移动时将不与开关12接触,支撑台1顶部后侧连接有储料箱13,储料箱13底部均匀间隔地通过焊接的方式连接有四个下料管,四个下料管下部的左右两侧均连接有支撑环14,且同侧的两个支撑环14上均转动式地连接有挡板17,当同侧的两个挡板17在关闭时将与同侧的下料管自身的出口接触,当同侧的两个挡板17在打开时将不与同侧的下料管自身的出口接触,同侧的两个挡板17互相远离的一侧均连接有两个扭簧15,且同侧的两根扭簧15的两端分别连接在同侧的支撑环14外侧面和同侧的挡板17内侧面上,同侧的两个挡板17互相远离的一侧均连接有转动杆16,支撑台1底部前侧安装有用于储存冷却液的水箱18,水箱18为透明材质,便于观察冷却液的使用情况,支撑台1底部通过焊接的方式连接有冷却管19,冷却管19位于水箱18内部,冷却管19底部中间连接有第二支撑架20,第二支撑架20上安装有水泵21。
26.当需要使用手机套加工用的多工位包胶机时,先将水箱18从支撑台1上拆除,然后往水箱18内倒入适量的冷却液,倒好后,再将水箱18安装回支撑台1底部上,然后人们往储料箱13内倒入适量的塑料颗粒,倒好后,先启动气缸5,气缸5的活塞杆伸长带动连接杆6向上移动,连接杆6带动下压杆11向上移动,使得下压杆11与开关12脱离接触,在连接杆6向上移动的同时,连接杆6会带动模具4、连接杆6、热熔箱9和推动杆10向上移动,使得推动杆10与转动杆16接触,随之转动杆16被挤压,转动杆16带动挡板17向外侧转动,扭簧15发现形变,此时挡板17便不对下料管自身的出口挡住,随之储料箱13内的塑料颗粒会通过下料管
自身的出口流入热熔箱9内,当热熔箱9内的塑料颗粒装到适量时,便可启动气缸5的活塞杆缩短,气缸5的活塞杆带动连接杆6向下移动,连接杆6带动下压杆11向下移动,使得下压杆11与开关12接触,如此热熔箱9与注塑机8便开始工作,在连接杆6向下移动的同时,连接杆6会带动模具4、连接杆6、热熔箱9和推动杆10向下移动,使得推动杆10与转动杆16脱离接触,转动杆16不被推动杆10挤压,在扭簧15复位的作用下,转动杆16带动挡板17向内侧转动复位,此时挡板17便可对下料管自身的出口进行挡住,待热熔箱9对塑料颗粒加热到一定温度时,注塑机8便可对模具4内注入适量的加热好的塑料颗粒,待模具4内的加热好的塑料颗粒注入至合适的量时,注塑机8便自动停止注塑,然后人们将水泵21启动,水泵21对水箱18内的冷却液进行抽入,随之水泵21内的冷却液通过水泵21自身的出口流入冷却管19内,因冷却管19位于四个模具4下方,所以冷却管19内的冷却液可以对手机壳表面的胶进行冷却,待冷却好后,便可重复上述将气缸5的活塞杆伸长的步骤,使得下压杆11与开关12脱离接触,注塑机8便进行关闭,随之热熔箱9也会关闭,这时人们便可将包好胶的手机壳进行取出,取出后,再重复上述将气缸5的活塞杆缩短的步骤,使得连接杆6带动下压杆11向下移动复位,当不需要使用手机套加工用的多工位包胶机时,人们将气缸5和水泵21关闭即可,如此操作便可自动地对注塑机8和热熔箱9进行打开和关闭,且可以实现自动下料,便省去了人工依次将塑料颗粒加入四个热熔箱9内的步骤,在一定程度上为人们的工作提供了便利。
27.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。