1.本技术涉及建筑机械领域,尤其是涉及一种隔音型地板安装设备及安装方法。
背景技术:
2.锁扣地板因其在安装过程中不需要使用粘合剂,安全环保,铺装简便等优点,在家装领域已被大量使用,锁扣地板在安装时需要将相邻的两块地板的榫头和榫槽紧密扣合。
3.相关技术中申请号为201910924558.1的中国专利,提出了一种地板推入机构及地板安装机器人,其中地板推入机构包括导料支撑板,导料支撑板具有用于承载待铺贴地板的支撑台面,支撑台面相对水平方向倾斜设置,待铺贴地板能在推动组件的推动下沿支撑台面的倾斜方向卡入已铺贴地板,地板安装机器人包括上述的地板推入机构和推动组件,还包括用于储存待铺贴地板的料仓和用于控制待铺贴地板逐片从料仓中落料至地板推入机构上的落料控制机构,且地板推入机构和地板安装机器人均能够将地板自动调整至预设的安装角度,无需对地板另行角度调整。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:在上料时,通常将地板堆叠好批量放至料仓中,但每块地板的长边分为榫头边和榫槽边,在批量放料时会存在若干地板的榫头边没有处于同一侧的情况,导致经过地板推入机构推动的待铺贴地板的榫槽边与已铺贴地板的榫槽边相对,进而无法对位安装的情况,需要人工进行调整再继续安装,降低了安装效率,故此有待改进。
技术实现要素:
5.为了使已铺贴地板的榫槽边与待铺贴地板的榫头边相对,提高地板安装效率,本技术提供一种隔音型地板安装设备及安装方法。
6.本技术提供的一种隔音型地板安装设备及安装方法采用如下的技术方案:一种隔音型地板安装设备,包括料仓、导料支撑板和地板安装机器人,还包括用于安装所述料仓的支撑架,所述支撑架上设置有间歇下料机构、检测组件、调整组件和落料组件;所述间歇下料机构,用于将所述料仓中的地板逐片间歇投放;所述检测组件,用于对经所述料仓落下的地板的榫槽边和榫头边的位置进行检测;所述调整组件,用于对榫槽边和榫头边位置反向的地板进行转动调整;所述落料组件,用于将所述检测组件和所述调整组件检测调整后的地板落料至所述导料支撑板上。
7.通过采用上述技术方案,在安装隔音型地板时,地板先在间歇下料机构的作用下从料仓中落至检测组件上,检测组件对该地板的榫头边和榫槽边进行检测,若落料的地板的榫头边和榫槽边位置无误时,直接在落料组件的作用下落至导料支撑板上;若落料的地板的榫头边和榫槽边反向时,所述调整组件启动使地板自转180度,以对榫头边和榫槽边的
位置进行调整,调整完毕后,在落料组件的作用下落至导料支撑板上,进而在地板安装机器人的作用下完成地板安装。检测组件和调整组件的配合对下料地板的榫头边和榫槽边位置进行检测调整,使已铺贴地板的榫槽边与待铺贴地板的榫头边相对,提高了地板的安装效率。
8.可选的,所述间歇下料机构设置有两组,两组所述间歇下料机构对称安装于所述料仓的其中相对两侧上,每组所述间歇下料机构包括上下平行的第一齿条和第二齿条,所述第一齿条和所述第二齿条的齿面相对,所述第一齿条靠近所述料仓的一侧设置有第一承接板,所述第二齿条靠近所述料仓的一侧设置有第二承接板,两个所述第一承接板用于对所述料仓中最下方的地板进行承托,两个所述第二承接板用于对所述料仓底部倒数第二块地板进行承托,所述间歇下料机构还包括用于驱动所述第一齿条和所述第二齿条沿所述第一齿条的长度方向错时移动的驱动组件。
9.通过采用上述技术方案,间歇下料的过程为:当第一承接板和第二承接板均承托有地板时,驱动组件先通过驱动第一齿条进而带动两个第一承接板相互远离,使料仓最下方的地板落至检测组件处,紧接着两个第一承接板相互靠近进行复位;再接着驱动组件通过驱动第二齿条进而带动两个第二承接板相互远离,使第二承接板承托的地板落至第一承接板上,再然后两个第二承接板复位对下一块地板进行承托,最后驱动组件驱动两个第一承接板相互远离,重复上述操作,实现了料仓内地板的间歇下料。
10.可选的,所述驱动组件包括位于所述第一齿条和所述第二齿条之间的不完全齿轮和用于驱动所述不完全齿轮转动的驱动件;当所述不完全齿轮与所述第一齿条啮合移动时,所述第二齿条保持静止;当所述不完全齿轮与所述第二齿条啮合移动时,所述第一齿条保持静止。
11.通过采用上述技术方案,间歇下料的具体过程为:以料仓远离地板安装机器人的一侧为正面,那么位于料仓左侧的驱动组件的驱动过程为:当第一承接板和第二承接板均承托有地板时,驱动件驱动不完全齿轮顺时针转动,此时不完全齿轮与第一齿条啮合,转动时带动两个第一齿条相互远离,进而带动两个第一承接板相互远离,使料仓最下方的地板落至检测组件处,紧接着不完全齿轮逆时针转动,使第一承接板复位,上述过程中第一承接板移动又复位的过程中不完全齿轮没有与第二齿条啮合,第二承接板没有产生水平方向的位移;再接着不完全齿轮继续逆时针转动,转动至与第二齿条啮合时,使两个第二齿条相互远离,进而带动两个第二承接板相互远离,使第二承接板承托的地板落至第一承接板上,再然后不完全齿轮顺时针转动使第二承接板复位并对下一块地板进行承托;第一齿条和第二齿条与不完全齿轮的错时啮合实现了料仓内地板的间歇下料。
12.可选的,所述第二承接板远离所述不完全齿轮的一侧均设置有薄片尖端。
13.通过采用上述技术方案,薄片尖端的设置对第二承接板进行导向,使第二承接板快速稳定的插接至上下相邻的两块地板之间,进而对地板进行稳定承托,以确保间歇下料的顺利进行。
14.可选的,所述检测组件包括设置在所述支撑架上且位于所述料仓下方的承托盘,所述承托盘上开设有和地板大小相适配的通槽,所述通槽与所述导料支撑板相对,所述承
托盘的周侧沿所述通槽的长度方向对称开设有两个与所述通槽相通的滑槽,两个所述滑槽的底壁上均滑动设置有用于对所述通槽内的地板进行承托的第三承接板,所述第三承接板上设置有压力传感器;当地板的榫槽边与所述压力传感器相抵接时,所述调整组件启动;当地板的榫头边与所述压力传感器相对时,所述落料组件启动。
15.通过采用上述技术方案,经料仓落料的地板落至承托盘的通槽内,并与第三承接板相抵接,此时第三承接板上的压力传感器对该地板的榫槽边和榫头边进行检测,若地板的榫槽边与压力传感器相抵接时,意味着该地板放置方向错误,此时调整组件启动,在调整组件的作用下,承托盘带动地板转动180度进行位置调整,调整完毕后落料组件启动,使该地板落至导料支撑板上;若地板的榫头边与压力传感器相对时,意味着该地板放置方向正确,此时落料组件启动,使该地板落至导料支撑板上。
16.可选的,所述调整组件包括与所述承托盘同轴的转台轴承,所述转台轴承的一端与所述承托盘固定连接,所述转台轴承的另一端与所述支撑架固定连接,所述转台轴承的上端周沿套设有环形齿圈,所述支撑架上转动安装有与所述环形齿圈相啮合的驱动齿轮,且所述调节组件单次调节后复位设置。
17.通过采用上述技术方案,若地板的榫槽边与压力传感器相抵接时,驱动齿轮启动并带动与其啮合的环形齿圈转动,环形齿圈进而带动承托盘转动,通过齿轮啮合来驱动承托盘转动的方式提高了承托盘的稳定性;另外,为了提高检测的准确性,环形齿圈所调整的地板在下料后需进行复位处理。
18.可选的,所述落料组件包括设置在所述支撑架上并与每个所述第三承接板相对的磁吸块,所述滑槽沿其长度方向的相对两侧壁上开设有限位槽,所述第三承接板的相对两侧上均设置有在对应的所述限位槽内滑动的限位块,所述限位块与所述限位槽的侧壁之间设置有弹性件;当所述第三承接板在承托地板时,所述弹性件处于自然伸长状态。
19.通过采用上述技术方案,第三承接板在对地板进行承托时,始终位于滑槽内,调节组件在调节地板方向时,第三承接板也随着承托盘一同转动,该地板方向无误后,磁吸块通电,第三承接板在磁力的作用下向远离承托盘的方向移动,此时限位块随第三承接板同步移动,弹性件受到压缩,两块第三承接板相互背离,通槽中的地板落至导料支撑板上;落料后磁吸块断电,此时两块第三承接板在弹性件回弹力的作用下相互靠近,以对下一块地板进行承接;限位槽和限位块的配合对第三承接板启动导向限位作用,限制了第三承接板滑脱滑槽,提高了第三承接板的稳定性。
20.可选的,所述承托盘于所述通槽外周沿处设置有导向板。
21.通过采用上述技术方案,导向板的设置对自料仓落料的地板进行导向,使地板精准稳定的落至承托盘上的通槽内,进而提高地板安装全流程的效率。
22.可选的,沿所述第一齿条到所述料仓的方向,所述第二承接板的横截面逐步减小,所述第二承接板靠近所述料仓的一侧的面积不大于所述薄片尖端的横截面,且所述第二承接板远离所述承托盘的一侧呈水平设置。
23.通过采用上述技术方案,对第二承接板靠近料仓一侧的面积进行限定使第二承接板在薄片尖端的导向作用下更便捷的插接至两块地板之间,且第二承接板远离承托盘一侧
的水平设置使第二承接板对地板稳定的支撑。
24.本技术还包括一种隔音型地板安装方法,包括如下步骤:s1:所述间歇下料机构驱动料仓内的地板逐片间歇投放;s2:地板在所述间歇下料机构的作用下落至所述承托盘上,并由所述压力传感器对地板的榫头边和榫槽边位置进行检测;s3:当地板的榫槽边与所述压力传感器相抵接时,所述调整组件启动,所述调整组件将地板调整180度,然后所述落料组件启动;当地板的榫头边与所述压力传感器相对时,所述落料组件启动;s4:地板在所述落料组件的作用下落至所述导料支撑板上,然后由所述地板安装机器人对地板进行安装。
25.综上所述,本技术包括以下至少一种有益技术效果:1.检测组件和调整组件的配合对下料地板的榫头边和榫槽边位置进行检测调整,使已铺贴地板的榫槽边与待铺贴地板的榫头边相对,提高了地板的安装效率;2.通槽中的地板在落料时,磁吸块通电使两块第三承接板相互远离,地板落料后,磁吸块断电,第三承接板在弹性件的作用下复位,第三承接板、弹性件和磁吸块的配合实现了地板的间歇落料;3.导向板的设置对自料仓落料的地板进行导向,使地板精准稳定的落至承托盘上的通槽内,进而提高地板安装全流程的效率。
附图说明
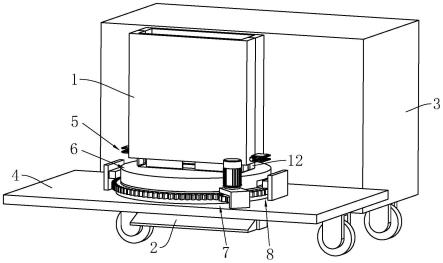
26.图1是本技术实施例的整体结构示意图。
27.图2是本技术实施例中间歇下料机构第一种实施方式的结构示意图。
28.图3是本技术实施例中间歇下料机构第二种实施方式的结构示意图。
29.图4是本技术实施例中检测组件、调整组件和落料组件的整体结构示意图。
30.图5是本技术实施例中承托盘和落料组件的爆炸结构示意图。
31.附图标记:1、料仓;2、导料支撑板;3、地板安装机器人;4、支撑架;5、间歇下料机构;501、第一齿条;502、第二齿条;503、第一承接板;504、第二承接板;505、不完全齿轮;506、薄片尖端;511、缺口圆盘;512、电机;6、检测组件;61、承托盘;62、第三承接板;63、压力传感器;7、调整组件;71、转台轴承;72、环形齿圈;73、驱动齿轮;74、压片;75、按压开关;8、落料组件;81、限位块;82、磁吸块;83、弹性件;9、通槽;10、滑槽;11、限位槽;12、导向板;13、按钮开关。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
33.本技术实施例公开一种隔音型地板安装设备。
34.参照图1,一种隔音型地板安装设备包括从上至下依次布设的料仓1、间歇下料机构5、检测组件6、调整组件7、落料组件8和导料支撑板2,还包括用于驱动导料支撑板2移动的地板安装机器人3,料仓1与地板安装机器人3之间固定安装有支撑架4。
35.参照图1,具体的,料仓1是与地板大小相适配的矩形壳体,料仓1的上下两侧均呈开口设置,地板被堆垛至料仓1内并通过间歇下料机构5进行支撑,间歇下料机构5用于将料仓1中的地板逐片间歇投放,经间歇下料机构5下料的地板落至检测组件6处,检测组件6用于对经料仓1落下的地板的榫槽边和榫头边的位置进行检测;若该地板的榫槽边在下落后与已铺贴地板的榫槽边相对,此时调整组件7启动,在调整组件7的作用下将该地板原地转动180度,使该地板的榫头边与已铺贴地板的榫槽边相对,然后经落料组件8下落至导料支撑板2上,最后地板安装机器人3驱动导料支撑板2对该地板进行安装。若检测组件6检测到该地板的榫头边与已铺贴地板的榫槽边相对,则跳过调整组件7这一工序,直接经落料组件8落至导料支撑板2上。
36.接下来对各工序逐一介绍:参照图2,间歇下料机构5在本技术中设置有两组,两组间歇下料机构5关于料仓1对称设置。每组间歇下料机构5包括上下相互平行的第一齿条501和第二齿条502,第二齿条502位于第一齿条501的上方,且第一齿条501和第二齿条502的齿面相对。料仓1宽度方向的相对两侧均安装有用于供第一齿条501和第二齿条502沿料仓1的长度方向滑动的滑轨,两个第一齿条501和两个第二齿条502分别滑动嵌设在对应的滑轨中。第一齿条501靠近料仓1的一侧上固定安装有第一承接板503,第一承接板503用于料仓1最底部的地板进行承托,第二齿条502靠近料仓1的一侧上固定安装有第二承接板504,第二承接板504用于对料仓1底部倒数第二块地板进行承托。第一齿条501和第二齿条502之间设置有用于驱动第一齿条501和第二齿条502沿第一齿条501的长度方向错时移动的驱动组件。
37.参照图2,驱动组件在本技术中具体包括位于第一齿条501和第二齿条502之间的不完全齿轮505,该不完全齿轮505在本技术实施例中为三分之一齿,在其它实施例还可以为四分之一齿,只要能实第一齿条501和第二齿条502错时移动的不完全齿轮505均应被包含在内。当不完全齿轮505与第一齿条501啮合移动时,第二齿条502保持静止;当不完全齿轮505与第二齿条502啮合移动时,第一齿条501保持静止。料仓1上还安装有用于驱动不完全齿轮505转动的驱动件,驱动件为伺服电机512,不完全齿轮505的转动轴线与料仓1的宽度方向相平行。为便于解释,以料仓1背离地板安装机器人3的一侧为正面,那么以下对料仓1左侧的一组驱动组件的各个状态具体阐述:参照图1和图2,在地板的还未下料时,此时第一承接板503和第二承接板504上均承接有地板,不完全齿轮505并未与第一齿条501或者第二齿条502啮合,且不完全齿轮505的齿朝向料仓1,紧接着顺时针转动不完全齿轮505使不完全齿轮505与第一齿条501啮合,进而带动第一承接板503向远离料仓1的方向移动,实现了最下方底板的落料,此时第二承接板504依旧保持对倒数第二块地板承托的状态;接着逆时针转动不完全齿轮505使第一齿条501复位,不完全齿轮505继续转动,使该不完全齿轮505与第二齿条502啮合,并带动第二承接板504向远离料仓1的方向移动,使第二承接板504承托的地板落至第一承接板503上;再接着顺时针转动不完全齿轮505使第二齿条502复位,进而使第二承接板504对下一块地板进行承接。以上第一齿条501和第二齿条502的三种不同的状态实现了料仓1内地板的间歇式下料。
38.参照图2,第一承接板503和第二承接靠近料仓1的一侧上均固定有薄片尖端506,薄片尖端506的设置对第一承接板503和第二承接板504进行导向,也使第二承接板504快速
稳定的插接至相邻的两块地板之间以实现对地板的承托。需强调的是,第一承接板503和第二承接板504均呈三棱柱状,即沿第一齿条501到料仓1的方向,第二承接板504的横截面逐步减小,第二承接板504靠近料仓1的一侧的面积与薄片尖端506的横截面相等,且第二承接板504远离承托盘61的一侧呈水平设置,以提高对地板的支撑稳定性。
39.参照图3,每组间歇下料机构5在其它实施例中还可以为安装在料仓1侧面的电机512,电机512输出轴的转动轴线与料仓1的高度方向相平行,且电机512的输出轴上套设固定有两个上下相互平行的缺口圆盘511,两个缺口圆盘511错位布设,且两个缺口圆盘511之间的间距为一块地板的厚度。具体的,当位于下方的缺口圆盘511对最下方的地板进行承托时,位于上方的缺口圆盘511背离料仓1,紧接着在电机512的驱动下,位于上方的缺口圆盘511对倒数第二块地板进行承托,此时位于下方的缺口圆盘511尚未完全脱离最下方的地板,然后两个缺口圆盘511继续转动,最下方的地板脱离下方的缺口圆盘511下料。
40.参照图4,检测组件6包括呈水平设置的承托盘61,承托盘61的顶面沿其轴线方向开设有与地板大小相适配的通槽9,地板在间歇下料机构5的作用下落至承托盘61的通槽9内,为了提供地板下料的稳定,在承托盘61于通槽9的周沿处垂直固定安装有多块导向板12,承托盘61的周侧上间隔开设有两个与通槽9相通的滑槽10,滑槽10的开设方向与通槽9的长度方向相平行,每个滑槽10内滑动安装有用于对落入通槽9内的地板进行承接的第三承接板62,两块第三承接板62分别与地板底面的两端活动抵接,两个第三承接板62上均安装有按钮开关13,由按钮开关13控制检测组件6和控制组件的工作状态,当地板落至通槽9内时,按钮开关13受地板的压力实现电路的接通。
41.参照图4,第三承接板62上安装有压力传感器63,支撑架4还安装有高电平触发的电磁继电器(图中未示出),电磁继电器和压力传感器63均与按钮开关13电性连接。当落入通槽9内的地板的榫槽边与压力传感器63相抵接时,压力传感器63的信号输出端输出高电平,此时电磁继电器触发,调整组件7启动进而带动承托盘61转动180度;当落入通槽9内的地板的榫头边与压力传感器63相对时,压力传感器63的信号输出端输出低电平,电磁继电器处于未触发状态,落料组件8启动将通槽9内的地板落至导料支撑板2上。
42.参照图4,调整组件7具体包括固定安装在支撑架4上的同轴安装在承托盘61底面上的转台轴承71,转台轴承71位于承托盘61的下方并与承托盘61的底面同轴固定连接。转台轴承71的转动盘的周侧上固定套设有环形齿圈72,支撑架4上安装有与环形齿圈72啮合的驱动齿轮73和用于驱动该驱动齿轮73转动的伺服电机512。本技术实施例中驱动齿轮73与环形齿圈72的传动比为5:1。
43.参照图4,环形齿圈72的周侧上固定安装有压片74,支撑架4上还安装有按压开关75。需解释的是,环形齿圈72的单次运动行程为半圈,单次运动后需进行复位,压片74则安装在环形齿圈72与驱动齿轮73的非啮合区域,随着环形齿圈72的转动,压片74受力作用于按压开关75,此时环形齿圈72正好转动半圈,且落料组件8启动,两个第三承接板62向相背离的方向移动,使通槽9内的地板落至导料支撑板2上。
44.参照图4和图5,落料组件8包括用于驱动第三承接板62在滑槽10内滑移的磁吸块82,第三承接板62的左右相对两侧上固定连接有限位块81,滑槽10的左右相对两侧壁上均开设有供限位块81滑移的限位槽11,且限位槽11靠近承托盘61外周侧的内壁上固定安装有弹性件83,弹性件83在本技术实施例中为弹簧,弹簧的弹性伸缩方向与滑槽10的长度方向
相平行,且弹簧的两端分别固定在限位块81和限位板内壁上。需强调的是,当第三承接板62对地板进行承托时,弹簧处于自然伸长状态。
45.参照图4和图5,当落入通槽9中的地板的榫头边与压力传感器63相对时,磁吸块82通电,驱动两个第三承接板62向相互背离的方向移动,第三承接板62在移动时带动限位块81在限位槽11中滑移,此时弹簧被压缩;当通槽9中的地板已经落至导料支撑板2上时,磁吸块82断电,第三承接板62在弹簧回弹力的作用下复位以对下一块地板进行承接。当落入通槽9中的地板的榫槽边与压力传感器63相抵时,电磁继电器触发,此时驱动齿轮73驱动与其啮合的环形齿圈72转动,环形齿圈72进而带动承托盘61和承托盘61内的地板转动,在转动齿圈上的压片74挤压按压开关75时,此时磁吸块82通电,驱动两个第三承接板62向相互背离的方向移动,第三承接板62在移动时带动限位块81在限位槽11中滑移,此时弹簧被压缩;当通槽9中的地板已经落至导料支撑板2上时,磁吸块82断电,第三承接板62在弹簧回弹力的作用下复位以对下一块地板进行承接,地板落料后驱动齿轮73驱动环形齿圈72复位,以确保精准检测。
46.本技术实施例一种隔音型地板安装设备的实施原理为:将地板放置在料仓1内,料仓1底部的间歇下料机构5驱使地板逐一间隔下料,紧接着地板落至承托盘61的通槽9内,由第三承接板62对其承接,并由第三承接板62上的压力传感器63对地板的榫槽边和榫头边的位置进行检测,若该地板的榫槽边与压力传感器63相抵时,该地板在调整组件7的作用下转动180度,然后在落料组件8的作用下落至导料支撑板2上,最后由地板安装机器人3进行安装;若该地板的榫头边与压力传感器63相对时,该地板直接在落料组件8的作用下落至导料支撑板2上,最后由地板安装机器人3进行安装。
47.本技术还包括一种隔音型地板安装方法,包括如下步骤:s1:间歇下料机构5驱动料仓1内的地板逐片间歇投放;s2:地板在间歇下料机构5的作用下落至承托盘61上,并由压力传感器63对地板的榫头边和榫槽边位置进行检测;s3:当地板的榫槽边与压力传感器63相抵接时,调整组件7启动,调整组件7将地板调整180度,然后落料组件8启动;当地板的榫头边与压力传感器63相对时,落料组件8启动;s4:地板在落料组件8的作用下落至导料支撑板2上,然后由地板安装机器人3对地板进行安装。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
