1.本发明涉及排出片材的片材排出设备、处理片材的片材处理设备、 以及在片材上形成图像的成像系统。
背景技术:
2.在成像系统中,已经形成有图像并且已经用诸如装订处理的处理 处理过的片材通过片材排出单元排出到设备外部,并且堆叠在诸如堆 叠托盘的堆叠部分上。使用例如夹持并输送片材的辊对作为片材排出 单元。此外,片材排出单元包括一次逐张地排出片材的单元,以及排 出由多张片材构成的片材摞的单元。
3.如果由片材排出单元新排出的片材摩擦已经堆叠在堆叠部分上的 片材(以下称为堆叠片材)的上表面,则堆叠片材的位置有可能由于 摩擦力而变得无序,并且片材的对准变差。日本专利公开 no.2007-269488和no.2017-043476公开了通过能够以向排出辊对的下 游侧突出的方式移动的引导部件支撑堆叠托盘上方的排出中的片材的 下表面,从而抑制片材的对准的变差。
4.然而,即使在使用上述文献中描述的构造的情况下,在一些情况 下,排出中的片材的前边缘由于重力而下垂,并且摩擦堆叠片材的上 表面,从而可能发生片材的对准变差。
技术实现要素:
5.本发明提供了能够抑制片材对准变差的片材排出设备、片材处理 设备和成像系统。
6.根据本发明的一个方面,片材排出设备包括:引导部件,其被构 造成引导被排出的片材的下表面;排出辊对,其包括被构造成与片材 的上表面接触的上辊和被构造成与片材的下表面接触的下辊,排出辊 对被构造成通过用上辊和下辊夹持片材而沿片材排出方向排出片材; 堆叠部分,由排出辊对排出的片材堆叠在堆叠部分上;和第一移动部 件和第二移动部件,其各自都被构造成能移动到第一位置和第二位置, 第一位置是第一移动部件和第二移动部件在片材排出方向上向排出辊 对的下游突出的位置,第二位置是在片材排出方向上位于第一位置上 游的位置,第一移动部件和第二移动部件在垂直于片材排出方向的片 材宽度方向上彼此分开地布置,其中,第一移动部件和第二移动部件 中的每一个都包括支撑部分,所述支撑部分被构造成支撑从排出辊对 发送的片材的下表面,并且其中,当沿片材宽度方向观察时,处于第 一位置的第一移动部件和第二移动部件的支撑部分相对于下辊的切线 在高度方向上向上突出,高度方向是与片材排出方向和片材宽度方向 两者都正交地相交的方向,下辊的切线是平行于引导部件的直线、与 下辊的外周表面相切并且经过下辊的旋转轴线上方。
7.根据本发明的另一方面,片材排出设备包括:引导部件,其被构 造成引导被排出的片材的下表面;排出器,其被构造成沿片材排出方 向排出片材;堆叠部分,由排出器排出
的片材堆叠在堆叠部分上;和 第一移动部件和第二移动部件,其各自都被构造成能移动到第一位置 和第二位置,第一位置是第一移动部件和第二移动部件在片材排出方 向上向排出器的下游突出的位置,第二位置是在片材排出方向上位于 第一位置上游的位置,第一移动部件和第二移动部件在垂直于片材排 出方向的片材宽度方向上彼此分开地布置,其中,第一移动部件和第 二移动部件中的每一个都包括支撑部分,所述支撑部分被构造成在第 一移动部件和第二移动部件位于第一位置的状态下支撑从排出器发送 的片材的下表面,并且其中,在沿片材宽度方向观察时,处于第一位 置的第一移动部件和第二移动部件的支撑部分相对于引导部件的延长 线在高度方向上向上突出,高度方向是与片材排出方向和片材宽度方 向两者都正交地相交的方向。
8.根据本发明的又一方面,片材排出设备包括:排出器,其被构造 成沿片材排出方向排出片材;堆叠部分,由排出器排出的片材堆叠在 堆叠部分上;和第一移动部件、第二移动部件和第三移动部件,其各 自都被构造成能移动到第一位置和第二位置,第一位置是第一移动部 件、第二移动部件和第三移动部件从排出器向片材排出方向上的下游 突出的位置,第二位置是在片材排出方向上位于第一位置上游的位置, 其中,第三移动部件在与片材排出方向垂直的片材宽度方向上布置在 第一移动部件和第二移动部件之间,其中,第一移动部件、第二移动 部件和第三移动部件中的每一个都包括支撑部分,所述支撑部分被构 造成在第一移动部件、第二移动部件和第三移动部件位于第一位置的 状态下支撑从排出器发送的片材的下表面,并且其中,在第一移动部 件、第二移动部件和第三移动部件位于第一位置的状态下,第一移动 部件和第二移动部件的支撑部分都相对于第三移动部件的支撑部分在 高度方向上向上突出,高度方向是与片材排出方向和片材宽度方向两 者都正交地相交的方向。
9.通过参考附图对示例性实施例的以下描述,本发明的进一步特征 将变得显而易见。
附图说明
10.图1是示出根据第一实施例的成像系统的示意图。
11.图2a是示出根据第一实施例的摞排出单元的透视图,图2b是放 大图2a的一部分的放大视图。
12.图3a是示出根据第一实施例的摞排出单元的透视图,图3b是放 大图3a的一部分的放大视图。
13.图4是放大根据第一实施例的摞排出辊对的一部分的放大视图。
14.图5a至5d是各自示出根据第一实施例的摞排出辊对的按压/分 离运动的图,图5e是摞排出辊对的按压/分离运动的定时图。
15.图6a和图6b是各自示出根据第一实施例的底部单元的透视图。
16.图7a和图7b是各自示出根据第一实施例的摞排出单元的横截面 视图。
17.图8是示出从片材排出方向的下游侧观察时根据第一实施例的摞 排出单元和排出中的片材摞的图。
18.图9是在沿着垂直于片材摞上表面的方向从上方观察时的图,示 出了根据第一实施例的摞排出单元和排出中的片材摞。
19.图10a和图10b是各自示出根据第一实施例的支撑板的横截面形 状的图。
20.图11a至11d是各自示出根据第一实施例的摞排出单元的运动的 图。
21.图12a至12d是各自示出根据第一实施例的摞排出单元的运动的 图。
22.图13是示出根据第二实施例的摞排出单元的透视图。
23.图14a是示出根据第三实施例的支撑板的分解视图,图14b和图 14c是根据第三实施例的支撑板的透视图。
24.图15是示出根据第三实施例的底部单元的一部分的透视图。
具体实施方式
25.在下文中,将参考附图描述本公开的实施例。
26.第一实施例
27.图1是根据第一实施例的成像系统1s的示意图。本实施例的成像 系统1s包括成像设备1、图像读取设备2、文档供给设备3和后处理 设备4。成像系统1s在用作记录材料的片材上形成图像,并且在必要 时通过后处理设备4对片材进行处理之后输出片材。在下文中,将简 要描述每个设备的操作,然后将详细描述后处理设备4。
28.文档供给设备3将放置在文档托盘18上的文档输送到图像读取单 元16和19。每个图像读取单元16和19都是从文档表面读取图像信 息的图像传感器,并且在一次文档输送中读取文档的两个表面。图像 信息已经被读取的文档被排出到文档排出部分20上。此外,通过驱动 装置17使图像读取单元16往复运动,图像读取设备2能够从放置在 压板玻璃上的静止文档(包括诸如文档供给设备3不能使用的小册子 文档之类的文档)读取图像信息。
29.成像设备1是包括直接转印系统的成像单元1b的电子照相设备。 成像单元1b包括包含感光鼓9的盒8和设置在盒8上方的激光扫描 仪单元15。在执行成像操作的情况下,旋转的感光鼓9的表面被充电, 并且激光扫描仪单元15通过基于图像信息曝光感光鼓9来在感光鼓9 的表面上绘制静电潜像。感光鼓9上承载的静电潜像被带电的调色剂 颗粒显影为调色剂图像,并且调色剂图像被转印到其中感光鼓9和转 印辊10面对彼此的转印部分。成像设备1的控制器使得成像单元1b 基于由图像读取单元16和19读取的图像信息或经由网络从外部计算 机接收的图像信息来执行成像操作。
30.成像设备1包括以预定间隔一张一张地供给片材的多个供给设备 6。可以使用尺寸和材料不同的各种片材材料作为用作记录材料的片 材,包括诸如标准纸和纸板的纸、塑料膜、布、诸如涂布纸之类的表 面处理过的片材、以及诸如封皮和索引片材之类的具有特殊形状的片 材材料。在通过对准辊对7校正歪斜之后从供给装置6供给的片材被 输送到转印部分,并且承载在感光鼓9上的调色剂图像在转印部分处 被转印到片材上。定影单元11在片材输送方向上设置在转印部分的下 游。定影单元11包括用于夹持和输送片材的旋转部件对,以及用于加 热调色剂图像的发热部件(例如卤素灯),并且通过加热和按压调色剂 图像来对片材上的调色剂图像执行定影处理。
31.在将具有形成在片材上的图像的片材排出到成像设备1外部的情 况下,通过定影单元11的片材经由水平输送部分14被输送到后处理 设备4。在双面打印中,在片材的第一面上的成像已完成的情况下, 穿过定影单元11的片材被传送到反向输送辊对12、由反向输送辊对 12以回转方式输送、并且通过再输送部分13再次输送到对准辊对7。 然后,在通过
再次穿过转印部分和定影单元11而在片材的第二面上形 成图像之后,片材通过水平输送部分14被输送到后处理设备4。
32.上述成像单元1b是在片材上形成图像的成像单元的示例,并且 使用通过中间转印部件将形成在感光部件上的调色剂图像转印到片材 上的中间转印系统的电子照相单元是可接受的。此外,使用喷墨系统 或胶印系统的打印单元作为成像单元也是可接受的。
33.后处理设备
34.用作本实施例的片材处理设备的后处理设备4包括用作处理单元 的装订处理单元4a。装订处理单元对从成像设备1接收的多张片材执 行装订处理,并且排出已经经过装订处理的片材摞。此外,后处理设 备4还能够简单地排出从成像设备1接收的片材,而不执行装订处理。
35.后处理设备4包括作为用于输送片材的输送路径的接收路径p1、 内部排出路径p2、第一排出路径p3、以及第二排出路径p4,并且包 括作为片材被排出到其上的排出目的地的上排出托盘25和下排出托 盘37。接收路径p1用作本实施例的第一输送路径,片材通过该第一 输送路径从成像设备1接收和输送,并且内部排出路径p2用作本实 施例的第二输送路径,片材通过该第二输送路径朝装订处理单元4a 输送。内部排出路径p2从第一排出路径p3和用作第一输送路径的接 收路径p1分支。内部排出路径p2在后处理设备4内向下延伸并且联 接到装订处理单元4a。第一排出路径p3是片材通过其被排出到上排 出托盘25上的输送路径,第二排出路径p4是片材通过其被排出到下 排出托盘37上的输送路径(第三输送路径)。
36.在接收路径p1中,布置有入口辊对21、缓冲前辊对22、以及 入口传感器27。在第一排出路径p3中,布置有反转辊对24,该反转 辊对用作将片材排出到上排出托盘25的排出器(第一排出器),并且 用作通过翻转(反转)并输送片材而将片材发送到内部排出路径p2 的翻转单元或反转单元。在内部排出路径p2中,布置有内部排出辊 对26、中间输送辊对28、推出辊对29、以及中间堆叠前传感器38。 在第二排出路径p4中,布置有摞排出辊对36。入口传感器27和中间 堆叠前传感器38都是在片材处理设备内的输送路径中的预定检测位 置处检测片材的通过的片材检测单元的示例。作为入口传感器27和中 间堆叠前传感器38,可以使用在另一部分中描述的光学传感器,该光 学传感器通过使用光来在检测位置处检测片材的出现/未出现。
37.下面将描述后处理设备4中的片材输送路线。将在另一部分中描 述包括反转辊对24的缓冲单元4b的缓冲操作以及装订处理单元4a 的详细构造和操作。
38.从成像设备1的水平输送部分14排出的片材由入口辊对21接收, 并通过接收路径p1朝缓冲前辊对22输送。入口传感器27在入口辊 对21和缓冲前辊对22之间的检测位置处检测片材。缓冲前辊对22 朝第一排出路径p3输送从入口辊对21接收的片材。
39.注意,在入口传感器27已经检测到片材后边缘的通过之后的预定 定时,缓冲前辊对22将片材的输送速度提高到比水平输送部分14中 的输送速度更快。此外,将入口辊对21的片材输送速度设定为大于水 平输送部分14中的片材输送速度、并且加快缓冲前辊对22上游的入 口辊对21的输送速度是可接受的。在这种情况下,适当的是将单向离 合器布置在水平输送部分14中的输送辊对和驱动输送辊对的马达之 间,使得即使片材被入口辊对21拉动,输送辊对也能够被自由地旋转。
40.在片材的排出目的地是上排出托盘25的情况下,反转辊对24将 从缓冲前辊对22接收的片材排出到上排出托盘25。在这种情况下, 在片材的后边缘已经通过缓冲前辊对22之后的预定定时,反转辊对 24减速到预定的排出速度。
41.在片材的排出目的地是下排出托盘37的情况下,反转辊对24将 从缓冲前辊对22接收的片材反转地输送(即,回转)到内部排出路径 p2。在接收路径p1和内部排出路径p2通过反转辊对24从在片材输 送方向上位于反转辊对24上游侧的第一排出路径p3分支的分支部分 处,布置有止回引导件23。止回引导件23管制由反转辊对24回转的 片材的输送方向,使得片材不会被返回输送到接收路径p1。
42.设置在内部排出路径p2中的内部排出辊对26、中间输送辊对28 和推出辊对29在连续地接收和递送片材的同时朝设置在装订处理单 元4a中的中间堆叠单元35输送从反转辊对24接收的片材。此时, 已经堆叠在中间堆叠单元35中的片材的后边缘被邻近推出辊对29布 置的摞按压标记30按压。由此,防止了由推出辊对29新排出到中间 堆叠单元35的片材的前边缘与已经堆叠在中间堆叠单元35中的片材 的后边缘碰撞。此外,中间堆叠前传感器38检测中间输送辊对28和 推出辊对29之间的片材。
43.中间堆叠单元35由支撑片材下表面的堆叠下引导件32和面对片 材上表面的堆叠上引导件31构成。在中间堆叠单元35中,布置有用 作片材相对于片材输送方向的对准参考的纵向对准参考板39。此外, 具有弹性性能的按压引导件56被固定到堆叠上引导件31,并且以预 定的按压力按压堆叠在中间堆叠单元35上的片材的上表面。排出到中 间堆叠单元35的片材在按压引导件56的下游侧通过用作第一对准部 件的半圆形(或半月形)辊33抵靠在纵向对准参考板39上,使得片 材在片材输送方向上的位置对准。即,半圆形辊33在片材的后边缘已 经通过中间堆叠前传感器38之后以预定的定时旋转,从而执行上述抵 靠对准。调节半圆形辊33作用在片材上的接触压力,使得半圆形辊 33能够在片材的后边缘已经抵靠在纵向对准参考板39上之后相对于 片材滑动。此外,在通过半圆形辊33对准之后,片材通过用作在片材 宽度方向上移动的对准部件的横向对准撞纸机(未示出)在垂直于片 材输送方向的片材宽度方向上移动。于是,片材的侧边缘抵靠在用作 片材在片材宽度方向上的对准参考的横向对准板(未示出)上,使得 片材在片材宽度方向上的位置对准。
44.装订处理单元4a包括用作本实施例的装订单元的订书机51,并 且在从内部排出路径p2接收的多张片材已经对准之后订书机51装订 片材摞的预定位置。通过由带34a沿片材输送方向驱动的摞排出引导 件34,由装订处理单元4a装订的片材摞被推出辊对29送到与中间堆 叠单元35的排出方向相反的方向。然后,通过用作第三输送路径的第 二排出路径p4传送到摞排出单元36的片材摞被摞排出单元36排出 到下排出托盘37。在另一部分中将描述摞排出单元36的详细构造和 运动。
45.注意,本实施例的后处理设备4能够以长边供给取向输送a4尺 寸(iso 216的a4尺寸:短边210mm和长边297mm)的片材。长边 供给取向是长边平行于片材输送方向延伸而短边变为垂直于片材输送 方向的片材取向。因此,摞排出单元36例如能够通过长边供给输送经 过装订处理的a4尺寸的片材摞并将片材摞排出到下排出托盘37。此 外,装订处理单元4a能够执行沿着片材摞的长边之一装订多个部分 的处理(长边装订)和装订片材摞的角部的处理(角部装订)。
46.上排出托盘25和下排出托盘37都可以相对于后处理设备4的壳 体沿向上方向和
向下方向移动。后处理设备4包括片材表面检测传感 器,用于检测上排出托盘25和下排出托盘37上的片材上表面的位置 (片材的堆叠高度),并且当任一传感器检测到片材时,相应的托盘沿 a2或b2方向下降。此外,当片材表面检测传感器已经检测到上排出 托盘25或下排出托盘37上的片材已经被移除时,相应的托盘沿a1 或b1方向提升。因此,上排出托盘25和下排出托盘37的上升和下 降被控制,以便将堆叠的片材的上表面保持在恒定的高度处。
47.摞排出单元
48.接下来,将详细描述摞排出单元36。摞排出单元36利用下排出 托盘37构造本实施例的片材排出设备,该下排出托盘用作用于堆叠由 摞排出单元36排出的片材的堆叠部分。
49.根据本实施例的摞排出单元36示出于图2a、图2b、图3a、图 3b和图4中。图2a和图3a是整体示出排出辊对46的透视图,图 2b和图3b示出放大排出辊对的一部分的放大视图。此外,图4是示 出排出辊对46的位置关系的图,并且示出了从片材输送方向上的下游 侧观察摞排出单元36的一部分的状态。
50.如图2a和图3a所示,摞排出单元36包括用作框架主体的单元 框架45、用作排出片材的排出器的排出辊对46、以及底部单元95。 单元框架45被固定到构成后处理设备4的框架主体的其他框架,并且 构成后处理设备4的框架主体的一部分。排出辊对46由与片材上表面 接触的上辊48和与片材下表面接触的下辊47构成。注意,在图2a 和图3a中仅示出了底部单元95的一部分(支撑板79、80、81和82), 并且将在另一部分中描述底部单元95的细节。
51.在以下描述中,排出辊对46排出片材的方向被称为片材排出方向 d1,并且垂直于片材排出方向d1的片材宽度方向被称为片材宽度方 向d2。特别地,片材宽度方向d2是构成排出辊对46的下辊47和上 辊48的旋转轴线方向。在沿片材宽度方向d2观察的情况下,片材排 出方向d1是与连接下辊47和上辊48的旋转轴线的高度方向d3正交 地相交的方向。高度方向d3也是垂直于穿过排出辊对46的片材的面 内方向的片材厚度方向。此外,高度方向d3的上侧和下侧表示相对 于沿片材排出方向d1和片材宽度方向d2扩展的假想平面的上侧(基 于下辊47的上辊48侧)和下侧(基于上辊48的下辊47侧)。在后处 理设备4安装在水平表面上的情况下,高度方向d3的上侧和高度方 向d3的下侧与竖直方向(重力方向)的向上方向和向下方向是有区 别的。片材的下表面表示面对下排出托盘37的堆叠表面并与排出辊对 46的下辊47接触的片材表面。片材的上表面表示与下表面相反并与 排出辊对46的上辊48接触的片材表面。
52.当沿片材宽度方向d2观察时,本实施例的片材排出方向d1是相 对于水平方向在竖直方向上向上倾斜的方向。此外,片材宽度方向d2 的一侧(图2a中的右手侧,图3a中的左手侧)被称为后处理设备4 的前侧,片材宽度方向d2的另一侧(图2a中的左手侧,图3a中的 右手侧)被称为后处理设备4的后侧。
53.如图2a和图3a所示,单元框架45包括前框架41、上框架42、 后框架43和底部框架44,并且框架41至44中的每一个都通过诸如 螺钉的紧固件固定。前框架41和后框架43是在片材宽度方向d2上 彼此面对并且相对于片材宽度方向d2基本垂直地延展的板状部件。 上框架42和下框架44是在高度方向d3上彼此面对并且沿片材宽度 方向d2延伸的板状部件,以便将前框架41和后框架43彼此联接。
54.这些前框架41、上框架42、后框架43和底部框架44被设置成围 绕用作由摞排出单
元36排出的片材穿过其中的输送空间的第二排出 路径p4(见图1)。排出辊对46设置在输送空间的开口部分中。
55.排出辊对的支撑构造
56.排出辊对46的下辊47的辊轴47a的两端由前框架41和后框架 43可旋转地支撑。另一方面,上辊48在朝向和远离下辊47的方向上 被可旋转且可移动地支撑。特别地,如图2a至3b所示,上辊48的 辊轴48a在片材宽度方向d2上的两端由辊支撑臂50f和50r可旋转 地支撑(也参考图5a)。前侧的辊支撑臂50f由前框架41以能够摆 动的方式支撑(见图2b),后侧的辊支撑臂50r由后框架43以能够 摆动的方式支撑(见图3b)。
57.如图2b和图3b所示,枢轴49f和枢轴49r被固定到前框架41 和后框架43。然后,枢轴49f和49r与辊支撑臂50f和50r中的孔 接合,使得辊支撑臂50f和50r围绕沿片材宽度方向d2延伸的轴线 为中心摆动。辊支撑臂50f和50r围绕公共轴线为中心旋转。因此, 通过辊支撑臂50f和50r的摆动,上辊48沿着以上述轴线为中心的 圆弧轨道朝下辊47移动以及与下辊分离。由此,排出辊对46在上辊 48和下辊47之间夹持并输送片材的状态(夹持状态或关闭状态)和 上辊48与下辊47分离的状态(分离状态或打开状态)之间切换。
58.图4示出了当从片材排出方向d1的下游侧观察时处于夹持状态 的排出辊对46的一部分的外观。上辊48和下辊47包括沿片材宽度方 向d2延伸的辊轴48a和辊轴47a、以及装配到辊轴48a和辊轴47a 的辊主体48b和辊主体47b。当排出辊对46夹持并输送片材时,上辊 48的辊主体48b的外周表面与片材的上表面接触,下辊47的辊主体 47b的外周表面与片材的下表面接触。
59.在本实施例中,上辊48和下辊47分别包括多个辊主体48b和47b, 并且上辊48的所述多个辊主体48b和下辊47的所述多个辊主体47b 相对于片材宽度方向d2彼此交替布置(参见图2a和图3a)。此外, 当从片材排出方向d1上的下游侧观察时,上辊48的多个辊主体48b 在高度方向d3上的下边缘咬入下辊47的多个辊主体47b在高度方向 d3上的上边缘的下侧(即,位于其下方)。换句话说,当沿片材宽度 方向d2观察时,上辊48的多个辊主体48b和下辊47的多个辊主体 47b布置成使得多个辊主体48b和47b的外周面彼此部分地重叠。
60.也就是说,排出辊对46是所谓的梳齿辊对。由于梳齿辊对用于排 出辊对46,因此与外周表面相互接触的辊对相比可以容易更有力地夹 持片材,并且可以更容易地减少排出缺陷。然而,使用其外周表面相 互接触的辊对也是可接受的。注意,将在另一部分中描述图4中的支 撑板79与辊主体47b和48b之间的位置关系。
61.排出辊对的按压/分离机构
62.接下来,将描述产生用于在排出辊对46中夹持片材的按压力或分 离排出辊对46的机构。如图2b所示,能够相对于辊支撑臂50f执行 相对旋转的按压臂51f、用于使按压臂51f摆动的按压凸轮90f、以 及用于向上辊48施力的拉伸弹簧91f布置在前框架41上。类似于上 述的机构也设置在片材宽度方向d2上的另一侧。也就是说,如图3b 所示,能够相对于辊支撑臂50r执行相对旋转的按压臂51r、用于使 按压臂51r摆动的按压凸轮90r、以及用于向上辊48施力的拉伸弹 簧91r布置在后框架43上。
63.如图2b和3b所示,按压臂51f和51r每个都包括按压侧杆51a 和分离侧杆51b以及接触部分51c,按压侧杆和分离侧杆都与按压凸 轮90f和90r接触,接触部分与每个辊支撑臂50f和50r接触。按 压臂51f和51r相对于后框架43围绕枢轴49f和49r为中心被可旋 转地
支撑。
64.按压凸轮90f和90r通过由下述驱动机构提供的驱动力被可旋转 地驱动,并且通过按压该按压侧杆51a或分离侧杆51b来使按压臂51f 和51r摆动。当按压凸轮90f和90r按压该按压侧杆51a时,按压臂 51f和51r沿按压方向r1摆动。当按压凸轮90f和90r按压分离侧 杆51b时,按压臂51f和51r沿分离方向r2转动。
65.拉伸弹簧91f和91r被张紧在辊支撑臂50f和50r的弹簧钩部 50a与按压臂51f和51r的弹簧钩部51d之间。当按压臂51f和51r 沿按压方向r1摆动时,拉伸弹簧91f和91r向辊支撑臂50f和50r 施力,使得辊支撑臂50f和50r将跟随按压臂51f和51r并沿按压 方向c1摆动。
66.注意,在前框架41和后框架43上,布置有用于通过与辊支撑臂 50f和50r接触来管制辊支撑臂50f和50r在按压方向c1上的摆动 的止动件41a和43a。当按压臂51f和51r沿分离方向r2摆动时, 按压臂51f和51r的接触部分51c按压辊支撑臂50f和50r,并使辊 支撑臂50f和50r沿分离方向c2摆动。
67.此外,如图2a所示,作为检测排出辊对46的状态的检测单元, 布置有根据按压凸轮90f的旋转角度传输信号的传感器s2(分离原点 位置传感器)。在本实施例中,由附接至凸轮轴90a的扇形传感器标 记94遮蔽的光断路器被用作传感器s2。传感器s2包括发射光的发光 部分(例如发光二极管(led))和接收来自发光部分的光的光接收部 分(例如光电二极管)。传感器s2与从发光部分到光接收部分的光路 是被传感器标记94阻挡(遮光状态)还是没有被传感器标记94阻挡 (通光状态)相对应地改变从发光部分传输的信号(例如电压值)。注 意,作为检测单元的其他示例,使用由布置在凸轮轴90a上的突起按 压的接触开关、或者检测附接到凸轮轴90a的盘的旋转的旋转编码器 是可接受的。
68.排出辊对的驱动构造
69.接下来,将描述排出辊对46的旋转运动、以及为按压/分离运动 提供驱动力以便在夹持状态和分离状态之间切换排出辊对46的构造。 如下所述,构成驱动构造的多个构件共同布置在摞排出单元36的后 侧。
70.如图3a所示,用作驱动源的马达m2和将马达m2的驱动力传 递到上述辊轴47a和48a以及按压凸轮90f和90r的驱动传递单元支 撑在后框架43上。
71.驱动传递单元包括阶梯齿轮(或组合齿轮)57以及摆动齿轮单元 58a,阶梯齿轮用于以减速方式传递马达m2的输出轴的旋转,摆动 齿轮单元用于切换驱动力的传递路径。摆动齿轮单元58a包括与阶梯 齿轮57接合的太阳齿轮58、绕太阳齿轮58的旋转轴线为中心摆动的 齿轮保持件59、以及由齿轮保持件59可旋转地支撑并与太阳齿轮58 接合的行星齿轮61。齿轮保持件59被由板簧构成的扭矩弹簧60朝太 阳齿轮58的侧表面按压,并且通过从太阳齿轮58接收的摩擦力沿与 太阳齿轮58的旋转方向相同的方向转动。当马达m2沿第一方向旋转 时,齿轮保持件59移动到行星齿轮61与分离齿轮62啮合的位置。当 马达m2沿与第一方向相反的第二方向旋转时,齿轮保持件59移动到 行星齿轮61与输送齿轮66啮合的位置。
72.分离齿轮62通过齿轮63和64联接到与按压凸轮90r设置在相 同轴上的凸轮驱动齿轮65(见图3b)。此外,按压凸轮90r通过凸轮 轴90a(见图3a)联接到位于前框架41侧的按压凸轮90f。因此, 当马达m2沿第一方向旋转时,按压凸轮90f和90r被来自马达m2 的驱动
力可旋转地驱动,上述按压/分离机构被操作。在这种情况下, 不执行排出辊对46的旋转驱动。
73.输送齿轮66通过齿轮67、68和69联接到驱动滑轮70。驱动滑 轮70通过正时带74联接到中间滑轮72。此外,中间滑轮72通过正 时带75联接到固定在上辊48的辊轴48a上的从动滑轮73。此外,上 述齿轮69被固定在下辊47的辊轴47a上。因此,当马达m2沿第二 方向旋转时,上辊48和下辊47由来自马达m2的驱动力可旋转地驱 动。在这种情况下,不执行排出辊对46的按压/分离运动。
74.注意,上述中间滑轮72布置在与枢轴49r(其作为辊支撑臂50r 的摆动轴)相同的轴上。由此,由于即使在上辊48的辊轴48a通过辊 支撑臂50r的摆动而移动的情况下辊轴48a上的从动滑轮73和中间 滑轮72之间的距离也不会改变,因此能够通过正时带75进行驱动传 递。
75.此外,虽然在本实施例中排出辊对46的按压/分离运动的驱动力 和旋转驱动是由马达m2这单个马达提供的,但是分开布置用于旋转 驱动和按压/分离运动的驱动源也是可接受的。例如,通过螺线管摆动 辊支撑臂50f和50r来执行排出辊对46的按压/分离运动是可接受的。
76.排出辊对的按压/分离运动
77.利用图5a至5e,将描述将排出辊对46切换到夹持状态和分离 状态的按压/分离运动。图5a至5d是沿片材宽度方向d2观察时的示 意图,示出了与排出辊对46的按压/分离运动相关的部件的位置关系。 注意,虽然在图5a至5d中仅示出了前框架41侧的部件,但是位于 后框架43侧的部件(辊支撑臂50r、按压臂51r、按压凸轮90r和 拉伸弹簧91r)在沿片材宽度方向d2观察时位于与前框架41侧的相 应部件重叠的位置处。
78.图5e是示出直到在切换到分离状态之后再次将排出辊对46切换 到夹持状态的每个单元的操作状态的定时图。在该定时图中,水平轴 线表示时间,竖直轴线表示:对于上辊48,该上辊相对于下辊47的 位置;对于马达m2,该马达的旋转速度;以及对于传感器s2,该传 感器是处于通光状态还是遮光状态。此外,定时图中的(a)至(d) 对应于图5a至5d中所示的各个状态。注意,成像设备1的控制器通 过基于传感器s2传输的信号控制马达m2的旋转来实现以下运动。
79.1.夹持状态(图5a)
80.图5a示出了排出辊对46处于夹持状态的状态,即上辊48位于 移动到最靠近下辊47的位置的状态。此时,按压凸轮90f与按压臂 51f的按压侧杆51a接触,并且沿按压方向r1按压该按压臂51f。由 于辊支撑臂50f通过拉伸弹簧91f联接到按压臂51f,因此辊支撑臂 50f被沿按压方向c1施力,并且由于锁定部分50b与止动件41a接 合,因此辊支撑臂50f在按压方向c1上的运动被管制。由此,辊支 撑臂50f被定位,并且排出辊对46变为夹持状态(参考图4)。在排 出辊对46的夹持状态下,分离原点位置(hp:home position)传感 器处于遮光状态(参见图5e中的(a))。
81.注意,在片材被夹在上辊48和下辊47之间的情况下,根据片材 的刚度,排出辊对46有时通过上辊48所接收的反作用力而进入稍微 打开的状态。特别地,在夹持具有高刚度的片材或具有大量片材的片 材摞的情况下,上辊48被从原始夹持位置(见图4)提升,并且变得 容易与下辊47分离。也就是说,即使按压凸轮90f和按压臂51f处 于图5a所示的位置,
但在一些情况下,当上辊抵抗拉伸弹簧91f的 施加力而被片材提升时,辊支撑臂50f的锁定部分50b与止动件41a 分离。上述状态包括在“夹持状态”中,因为要是按压臂51f被正确 定位,则片材就会被夹持在上辊48和下辊47之间。
82.如上所述,排出辊对46借此夹持片材的按压力的强度由拉伸弹簧 91f的弹簧常数和夹持状态下的伸长量决定。由于在与图5a所示的 在夹持状态下的位置相比上辊48与下辊47分离更远的情况下,拉伸 弹簧91f的伸长量增大,所以排出辊对46的按压力增大。由此,排 出辊对46可以稳定地输送具有高刚度的片材(例如,纸板和波纹纸板) 和具有大量片材的片材摞。
83.2.传感器的状态转变(图5b)
84.当马达m2从图5a所示的状态起动并且按压凸轮90f和传感器 标记94沿箭头r3方向旋转预定角度(在本实施例中为45
°
)时,传 感器标记94经过传感器s2。由此,传感器s2从遮光状态(第一状态) 变为通光状态(第二状态)(图5e中的(b))。
85.3.分离状态(图5c)
86.当在传感器s2已经从遮光状态切换到通光状态之后按压凸轮90f 和传感器标记94进一步沿箭头r3方向旋转预定角度(在本实施例中 为224.5
°
)时,马达m2停止(图5e中的(c))。同时,在与按压臂 51f的按压侧杆51a分离之后,按压凸轮90f与分离侧杆51b接触, 并且沿分离方向r2枢转按压臂51f。然后,按压臂51f的接触部分 51c与辊支撑臂50f接触,并且辊支撑臂50f沿分离方向c2与按压 臂51f一起枢转。由此,辊支撑臂50f的锁定部分50b与止动件41a 分离,并且由辊支撑臂50f支撑的上辊48沿分离方向c2移动,使得 上辊48与下辊47分离。
87.马达m2在上辊48处于与下辊47分离最远的位置的状态下(即, 在排出辊对46的分离状态下)停止。在本实施例中,在排出辊对46 接收片材的情况下,在片材的前边缘(片材排出方向d1上的下游边 缘)到达排出辊对46之前,排出辊对46进入分离状态。
88.因为在排出辊对46的分离状态下按压凸轮90f不与按压侧杆51a 接触,而是与分离侧杆51b接触,因此按压凸轮90f不接收拉伸弹簧 91f的施加力(该力用于使按压臂51f沿按压方向r1枢转)。按压凸 轮90f变得仅接收由上辊48、辊支撑臂50f、按压臂51f、以及拉伸 弹簧91f的自重围绕枢轴49产生的力矩。
89.4.传感器的状态转变(图5d)
90.当马达m2在图5c所示的分离状态下开始沿第一方向旋转并且 按压凸轮90f和传感器标记94沿箭头r3方向旋转预定角度(在本实 施例中为30.5
°
)时,传感器标记94到达传感器s2。由此,传感器 s2从通光状态(第二状态)变为遮光状态(第一状态)(图5e中的(d))。
91.当在传感器s2已经从通光状态切换到遮光状态之后按压凸轮90f 和传感器标记94沿箭头r3方向旋转预定角度(在本实施例中为60
°
) 时,马达m2停止(图5e中的(a’))。同时,按压凸轮90f按压该按 压臂51f的按压侧杆51a,并且沿按压方向r1枢转按压臂51f。辊支 撑臂50f通过经由拉伸弹簧91f被按压臂51f拉动而沿按压方向c1 枢转。由此,由辊支撑臂50f支撑的上辊48沿按压方向c1移动,并 且接近下辊47。
92.马达m2在图5a所示的其中按压臂51f移动到按压方向r1上的 端部位置的状态下停止。注意,在马达m2停止之前,辊支撑臂50f 已经通过锁定部分50b与止动件41a的接触或者上辊48与片材上表面 的接触而停止枢转。由此,排出辊对46返回到图5a所示的夹持状
态。 如上所述,沿着图5a至5d所示的处理,通过马达m2的旋转反复执 行夹持操作和分离操作。
93.底部单元
94.接下来,利用图6a和图6b,将描述摞排出单元36所包括的底 部单元95。图6a是当在高度方向d3上从上方(从输送片材的输送 空间侧)观察时底部单元95的透视图,图6b是当在高度方向d3上 从下方观察时底部单元95的透视图。注意,底部单元95由摞排出单 元36的底部框架44支撑,并且在图6b中省略了底部框架44的图示。
95.底部单元95包括输送下引导件77、多个支撑板79、80、81和82、 支撑板保持件78、传感器s3和马达m3。
96.输送下引导件77通过螺钉(未示出)固定到底部框架44。即, 输送下引导件77固定到摞排出单元36的框架主体(以及后处理设备 4的框架主体)。输送下引导件77面对朝排出辊对46输送的片材的下 表面,并且在本实施例中用作向排出辊对46引导片材的引导部件。输 送下引导件77包括沿着排出辊对46的片材排出方向d1相对于水平 方向倾斜的引导表面77g(也参考图7b)。引导表面77g用作通过面 对片材的下表面来引导片材的引导部分。当沿片材宽度方向d2观察 时,引导表面77g的倾斜角被设定为例如基本上与片材排出方向d1 相同。
97.此外,输送下引导件77的引导表面77g的倾斜角被设定为接近(优 选地除了公差等之外等于)位于片材排出方向d1上的更上游的中间 堆叠单元35的输送下引导件32(见图1)的倾斜角。因此,在本实施 例中,当沿片材宽度方向d2观察时,其上形成片材摞的堆叠下引导 件32的上表面和输送下引导件77的引导表面77g布置在沿片材排出 方向d1延伸的同一直线上。此外,支撑板79至82的上表面(特别 是内侧支撑板80和81的上表面)沿着上述直线布置。因为在这种构 造中不需要在输送路径上弯曲片材,所以在处理具有大量张数片材的 片材摞或者处理具有高刚度的片材的情况下是有利的。
98.在本实施例中,作为多个支撑板79至82,第一支撑板79、第二 支撑板80、第三支撑板81、和第四支撑板82在片材宽度方向d2上 从后侧朝前侧依次布置。支撑板79至82中的每一个都是沿片材排出 方向d1延伸的细长板状(或杆状)部件。各个支撑板79至82的上 表面79a、80a、81a和82a通过沿片材排出方向d1布置在输送下引 导件77中的槽77c(狭缝、开口)而暴露于高度方向d3上的上方。
99.在作为典型片材尺寸的a4尺寸片材(a4片材)以长边供给取向 被排出的情况下,支撑板79和82相对于片材在片材宽度方向d2上 的中心位置w0(见图9)分别布置在一侧和另一侧。优选地,在a4 片材在片材宽度方向d2上被分成三个或四个相等部分的情况下,支 撑板79和82设置在两外侧的区域中,使得支撑板79和82邻近片材 的侧边缘进行支撑。支撑板79和82是在片材宽度方向d2上彼此分 开布置的第一移动部件和第二移动部件的示例。支撑板80是在片材宽 度方向d2上布置在第一移动部件和第二移动部件之间的第三移动部 件的示例。支撑板81是在片材宽度方向d2上布置在第三移动部件和 第二移动部件之间的第四移动部件的示例。
100.支撑板79至82都由支撑板保持件78支撑,支撑板保持件在高度 方向d3上在输送下引导件77的下方沿片材宽度方向d2延伸。输送 下引导件77包括作为突出部分的凸台77b和沿片材排出方向d1延伸 的槽77a。支撑板保持件78包括沿片材排出方向d1延伸并与输送
下 引导件77的凸台77b接合的槽78a、以及作为与输送下引导件77的 槽77a接合的突起的凸台78b。由此,支撑板保持件78相对于输送下 引导件77沿着片材排出方向d1被可滑动地支撑。此外,用作由支撑 板保持件78支撑的一体式支撑板单元85的支撑板79至82可相对于 输送下引导件77沿着片材排出方向d1滑动。
101.支撑板79至82中在片材宽度方向d2上的内侧支撑板80和81 通过螺钉(未示出)紧固至支撑板保持件78,并且被固定至支撑板保 持件78。在片材宽度方向d2上位于两外侧的支撑板79和82通过保 持部件179和182可枢转地附接到支撑板保持件78。将在另一部分中 描述支撑板79至82的详细构造。
102.作为用于移动支撑板单元85的驱动源的马达m3通过阶梯齿轮 87联接到支撑板保持件78。特别地,阶梯齿轮87的第一齿轮与马达 m3的输出齿轮啮合,并且阶梯齿轮87的第二齿轮与布置在支撑板保 持件78上的沿片材排出方向d1延伸的齿条78c接合。因此,支撑板 保持件78根据马达m3的旋转方向和旋转量沿片材排出方向d1向上 游或下游移动。
103.在下文中,支撑板单元85在片材排出方向d1上的移动区域内的 最上游位置(图6a、图6b和图7a所示的位置)被称为支撑板单元 85的存放位置。此外,支撑板单元85在片材排出方向d1上的移动区 域内的最下游位置(图7b所示的位置)被称为支撑板单元85的突出 位置。此外,支撑板79至82的与支撑板单元85的存放位置和突出位 置相对应的位置被称为支撑板79至82的存放位置和突出位置。突出 位置是本实施例的第一位置,存放位置是本实施例的第二位置。
104.此外,作为用于控制支撑板单元85位置的检测单元的传感器s3 通过卡扣配合等附接到底部框架44。在本实施例中,其光能够被形成 在支撑板保持件78上的遮光肋78d阻挡的光断路器被用作传感器s3。 传感器s3包括发射光的发光部分(诸如,发光二极管)和接收来自发 光部分的光的光接收部分(诸如,光电二极管)。传感器s3根据从发 光部分到光接收部分的光路是被遮光肋78d阻挡(遮光状态)还是没 有被遮光肋78d阻挡(通光状态)来改变从发光部分传输的信号(例 如电压值)。在本实施例中,当支撑板单元85处于存放位置时,传感 器s3变为通光状态,并且当支撑板单元85处于突出位置时,传感器 s3变为遮光状态。
105.支撑板的细节
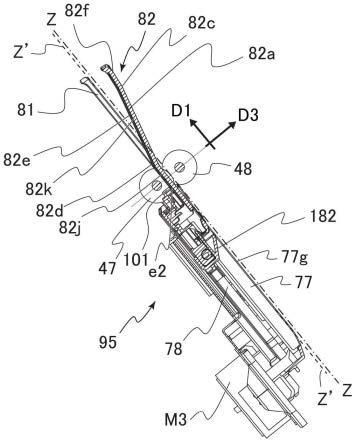
106.接下来,将利用图7a和7b以及图8至10b详细描述支撑板79 至82的构造。图7a和7b示出了底部单元95在垂直于片材宽度方向 d2并穿过支撑板82的假想平面上的横截面视图。图7a示出了支撑 板79至82处于存放位置的状态,图7b示出了支撑板79至82处于 突出位置的状态。图8是示出当从片材排出方向d1上的下游侧观察 时排出片材摞s中的摞排出单元36的图。
107.首先,将描述位于两外侧的支撑板79和82的构造。虽然此处将 使用前侧的支撑板82来提供描述,但是后侧的支撑板79也被基本相 同地构造。
108.如图7a和7b所示,支撑板82包括位于片材排出方向d1上的 上游端处并且被支撑板保持件78和保持部件182可枢转地支撑的枢轴 82b,并且从枢轴82b沿片材排出方向d1延伸。围绕枢轴82b为中心, 支撑板82能够围绕沿片材宽度方向d2延伸的轴线摆动。由此,支撑 板82相对于输送下引导件77摆动,使得其在片材排出方向d1上的 下游端能够改变在高度方向d3上的位置。
109.输送下引导件77包括接触部分101,该接触部分与作为支撑板82 在高度方向d3上的下侧表面的下表面82e接触。接触部分101在输 送下引导件77在片材排出方向d1上的下游端处具有沿高度方向d3 向上突出的凸起或突出形状。接触部分101在高度方向d3上的上端 低于下辊47的上边缘。即,接触部分101在高度方向d3上位于下辊 47的切线z的下方。切线z是与下辊47的辊主体47b的外周表面相 切的假想直线,平行于输送下引导件77的引导表面77g延伸,并且经 过下辊47的旋转轴线上方。切线z也可以说是与下辊47的辊主体47b 的外周表面相切的假想直线,沿片材排出方向d1延伸,并且经过下 辊47的旋转轴线上方。此外,切线z位于输送下引导件77的引导表 面77g的延长线z’的稍上方。
110.此外,接触部分101邻近下辊47布置。在本实施例中,接触部分 101在片材排出方向d1上布置在下辊47的旋转轴线的上游,并且当 沿片材宽度方向d2观察时处于与下辊47的辊主体47b重叠的位置处。 通过接触部分101的这种布置,可以紧凑地布置用于在高度方向d3 上摆动支撑板79和82的构造,如下所述。
111.将详细描述支撑板82的形状。在支撑板82的下表面82e内,在 支撑板82处于存放位置的状态下与接触部分101接触的部分称为第一 被接触部分e1,在支撑板82处于突出位置的状态下与接触部分101 接触的部分称为第二被接触部分e2。第一被接触部分e1在片材排出 方向d1上位于第二被接触部分e2的下游。
112.支撑板82包括位于第一被接触部分e1和第二被接触部分e2之间 的倾斜部分82k。在图7a所示的支撑板82的存放状态下,倾斜部分 82k的下表面82e相对于片材排出方向d1倾斜,使得下表面82e朝片 材排出方向d1上的上游侧在高度方向d3上向下倾斜。因此,随着支 撑板82从存放位置移动到突出位置,倾斜部分82k的下表面82e爬上 接触部分101,并且支撑板82枢转,使得支撑板82的头端部分82f 在高度方向d3上向上移动。
113.在图7b所示的其中支撑板82处于突出位置的状态(突出状态) 下,下表面82e的第二被接触部分e2与接触部分101接触,并且至少 支撑板82的头端部分82f相对于切线z在高度方向d3上向上突出。 此外,在支撑板82的突出状态下,倾斜部分82k朝片材排出方向d1 上的下游侧在高度方向d3上向上倾斜。倾斜部分82k和头端部分82f 的上表面具有弯曲由排出辊对46排出的片材以使得片材将形成弯曲 形状的功能,如另一部分中描述的。
114.此处,不管情况如何,无论支撑板82是处于存放位置还是突出位 置,支撑板82的上表面82a在连接排出辊对46的上辊48和下辊47 的旋转轴线的线上的高度方向d3上的位置低于下辊47的外周表面的 上边缘。具体而言,接触部分101布置在从切线z朝高度方向d3上 的下侧分离的距离比第一被接触部分e1和第二被接触部分e2的位置 处的支撑板82的厚度大的位置处。更优选地,接触部分101布置在从 切线z朝高度方向d3上的下侧分离的距离比第一被接触部分e1和第 二被接触部分e2之间的支撑板82的最大厚度大的位置处。利用这种 构造,防止了支撑板82在高度方向d3上从下辊47突出,并且确保 了下辊47和片材之间的接触按压,从而允许排出辊对46容易更稳定 地夹持和输送片材。
115.此处,支撑板82包括在片材排出方向d1上位于上游侧和下游侧 的上游部分82j和下游部分(头端部分82f),它们相对于倾斜部分82k 弯曲。在支撑板82的突出状态下,当沿片材宽度方向d2观察时,上 游部分82j和头端部分82f都以比倾斜部分82k更接近(包括相同的 情况)片材排出方向d1的角度延伸。上游部分82j在沿着输送下引导 件77的引导表面77g的方向上延伸。
116.考虑到通过支撑板82弯曲由排出辊对46排出的片材以形成弯曲 形状并且在存放支撑板82时迅速降低支撑板82的高度,倾斜部分82k 的长度lk与支撑板82的突出长度l之比较大是合适的。特别地,从 下辊47的旋转轴线到处于突出位置的支撑板82的头端部分的位置在 片材排出方向d1上的距离被称为突出长度l。此外,从上游部分82j 和倾斜部分82k之间的弯曲部分82d(第一弯曲部分)到倾斜部分82k 和头端部分82f之间的弯曲部分82c(第二弯曲部分)在片材排出方向 d1上的距离被称为倾斜部分82k的长度lk。此时,如果lk等于或 大于l的一半(优选地,等于或大于三分之二)是可接受的。注意, 在与排出辊对46的构造不同的构造被用于排出器的情况下,可以使用 在排出器沿片材排出方向d1向片材施加输送力的区域内在片材排出 方向d1上的最下游位置作为突出长度l的参考。
117.利用类似于上述支撑板82的构造,后侧的支撑板79也摆动,使 得当支撑板79沿着片材排出方向d1在存放位置和突出位置之间滑动 时头端部分79f将在高度方向d3上移动。在支撑板79处于突出位置 的情况下,头端部分79f(见图6b)相对于切线z在高度方向d3上 向上突出。此外,不管情况如何,无论支撑板79是处于存放位置还是 突出位置,支撑板79的上表面79a在连接排出辊对46的上辊48和下 辊47的旋转轴线的线上的高度方向d3上的位置低于下辊47的外周 表面的上边缘。
118.顺便提及,如图4所示,支撑板79布置在上辊48和下辊47的在 片材宽度方向d2上邻近彼此的辊主体48b和47b之间的区域中。在 通过上辊48和下辊47的旋转轴线且垂直于片材排出方向d1的横截 面上,辊主体47b的上边缘和支撑板79的上表面79a之间在高度方向 d3上的距离被称为d1。在同一横截面上,上辊48的辊主体48b的下 边缘和支撑板79的上表面79a之间在高度方向d3上的距离被称为 d2。在这种情况下,支撑板79优选布置在d1近似等于d2的位置处。 最前侧的支撑板82也优选布置在d1近似等于d2的位置(就类似的 距离d1和d2而言)处。
119.如图8所示,支撑板80和81布置在上辊48和下辊47的在片材 宽度方向d2上邻近彼此的辊主体48b和47b之间的区域中。位于最 前侧的支撑板82位于辊主体47b和48b中的最前侧辊的前方。因此, 支撑板79至82都处于在片材宽度方向d2上不与下辊47和上辊48 的辊主体47b或48b重叠的位置处。此外,支撑板80和81优选地类 似于支撑板79和82布置在d1近似等于d2的位置处。
120.此处,如图7b所示,至少在支撑板79至82处于突出位置的状 态下,内侧支撑板80和81的上表面80a和81a相对于支撑板79和 82的头端部分79f和82f在高度方向d3上位于下方。优选地,内侧 支撑板80和81的整个上表面80a和81a相对于切线z在高度方向 d3上位于下方。
121.如上所述,在支撑板79至82位于突出位置处的情况下,当支撑 板79和82的头端部分79f和82f相对于下辊47的切线z在高度方向 d3上向上突出时,内侧支撑板80和81位于头端部分79f和82f的下 方。由于这种位置关系不依赖于上辊48的位置,因此不受排出辊对 46是处于夹持状态还是分离状态的影响。
122.如图8所示,在沿片材排出方向d1观察由排出辊对46排出的片 材摞s的情况下,由于支撑板79至82的支撑,片材摞s形成向下突 出的弯曲形状。即,在其中片材摞s在片材宽度方向d2上的中心部 分相对于两侧边缘向下突出的弯曲状态下,片材摞s由支撑板79至 82支撑。
123.此处,在片材宽度方向d2上彼此分离的支撑板79和82的上表 面79a和82a相对于与下辊47的切线z相对应的平面在高度方向d3 上向上突出。利用这种位置关系,片材摞s的两个侧边缘从与下辊47 的切线z相对应的平面向上提升,并且形成了向下突出的弯曲形状。
124.此外,与内侧支撑板80和81相比,位于两外侧的支撑板79和 82的上表面79a和82a在高度方向d3上向上突出。换句话说,利用 这种位置关系,在下辊47的下游侧片材摞s的两侧边缘被提升,并且 形成了向下突出的弯曲形状。为了顺畅地弯曲片材摞s,优选地,支 撑板79和82的上表面79a和82a相对于内侧支撑板80和81的突出 量被设定为朝片材排出方向d1上的下游侧更大。即,在第一、第二 和第三移动部件位于第一位置的状态下沿片材宽度方向观察的情况 下,第一和第二移动部件的支撑部分相对于第三移动部件的支撑部分 以第一和第二移动部件的支撑部分相对于第三移动部件的支撑部分的 突出量朝片材排出方向上的下游侧变大的方式倾斜。
125.此外,在处于突出位置的支撑板79和82的上游侧,片材摞s的 下表面由输送下引导件77的引导表面77g保持,从而确定了片材摞s 的姿态。另一方面,在输送下引导件77的下游侧,支撑板79和82 的上表面79a和82a从与引导表面77g的延长线z’相对应的平面在 高度方向d3上向上突出。换句话说,利用这种位置关系,在输送下 引导件77的下游侧片材摞s的两侧边缘被提升,并且形成了向下突出 的弯曲形状。
126.其结果是,即使在片材摞s的前边缘在片材排出方向d1上从支 撑板79至82的头端部分突出的长度变大的状态下,由于片材摞s的 自重导致的下垂变得不太可能发生。此外,可以将其中片材摞s的前 边缘开始与已经堆叠在下排出托盘37上的片材接触的位置进一步向 片材排出方向d1上的下游侧移动。因此,可以减少由于新排出的片 材摞s与下排出托盘37上的堆叠片材的滑动摩擦而导致的堆叠片材的 对准变差。
127.适当的是两外侧的支撑板79和82的在片材排出方向d1上的下 游侧的第二弯曲部分邻近支撑板79和82的头端部分布置。由此,由 于支撑板79和82能够确保相对于下辊47的切线z第一和第二弯曲 部分之间的倾斜区域较宽,所以即使在使用与片材摞的长度相比较短 的支撑板79和82的情况下也能够有效地形成片材摞的弯曲形状。因 此,由于支撑板79至82没有不必要的加长,从降低成本和设备尺寸 小型化的角度来看是有利的。
128.此外,当支撑板79和82处于突出位置时,支撑板79和82的在 片材排出方向d1上的上游侧的第一弯曲部分邻近接触部分101(邻近 下辊47的旋转轴线)布置。由此,支撑板79和82的摆动在比支撑板 79和82从突出位置移动到存放位置时更早的定时开始,并且头端部 分79f和82f开始在高度方向d3上向下移动。由此,防止了片材摞s 的输送空间由于头端部分79f和82fe而变窄,并且可以抑制由头端部 分79f和82f与片材摞s的下表面的严重摩擦引起的片材摞s的损坏。
129.顺便提及,如图7b所示,排出辊对46的片材排出方向d1和下 排出托盘37的堆叠表面37a(见图11a)都朝图7b中的左手侧(水 平方向,其为远离后处理设备4的侧表面的方向)向上倾斜。适当的 是片材排出方向d1相对于水平方向的倾斜角θ1大于下排出托盘37 的堆叠表面37a上的与后处理设备4的侧表面接触的被接触部分的倾 斜角θ2。由此,被排出辊对46排出中的片材变得不太可能与下排出 托盘37上的堆叠片材接触。θ1和θ2之间的差将被设定为等于或大于 1
°
,更优选地等于或大于5
°
。
130.内侧支撑板80和81的上表面80a和81a的倾斜角被设定为除公 差等之外基本与片材排出方向d1的倾斜角θ1相同是合适的。另一方 面,外侧支撑板79和82的最大倾斜角θ3(图7b中的倾斜部分82k 的倾斜角)大于片材排出方向d1的倾斜角θ1。为了有效地形成片材 的弯曲形状,θ3和θ1之间的差被设定为例如等于或大于3
°
,优选等 于或大于5
°
,更优选等于或大于10
°
。同时,θ3被设定为小于90
°
, 例如等于或小于80
°
,优选等于或小于70
°
,使得排出辊对46能够将 片材稳定地排出至下排出托盘37。
131.将进一步描述片材与支撑板79至82的位置关系。图9示出了在 高度方向d3上从上方观察时被底部单元95和排出辊对46排出中的 片材摞s的状态。为了通过两外侧的支撑板79和82有效地形成片材 摞s的弯曲,优选地,支撑板79和82的在高度方向d3上最向上突 出的头端部分79f和82f在与片材摞s在片材宽度方向d2上的两个侧 边缘邻近的位置处支撑片材摞s。此外,优选地,支撑板79和82的 头端部分79f和82f在沿片材排出方向d1与排出辊对46分离的位置 处支撑片材摞s。
132.因此,如图9所示,绘制了连接排出片材摞s的前边缘在片材宽 度方向d2上的中心位置pa和其中排出辊对46与片材摞s接触的区 域在片材宽度方向d2上的两个侧边缘pb和pc的位置的三角形。适 当的是支撑板79和82的头端部分79f和82f在排出片材摞s期间的 至少一部分时期内支撑位于该三角形外部的区域中的片材摞s的下表 面。特别地,在作为典型片材尺寸的a4尺寸的片材摞s以长边供给 取向被排出的情况下,适当的是支撑板79和82的头端部分79f和82f 布置在当片材摞s的中心(面中心)经过排出辊对46时绘制的三角形 tr1的外侧。更优选地,支撑板79和82的头端部分79f和82f位于当 片材摞s的中心(面中心)经过支撑板79和82的头端部分时绘制的 三角形tr2的外侧。
133.注意,适当的是对于上述三角形tr1和tr2的类似位置关系也在 legal尺寸和letter尺寸中的至少一种(优选两种)的情况下成立。 此外,在本实施例中,至少在a4尺寸的片材摞s以长边供给取向排 出的情况下片材摞s的下表面由支撑板79至82的四个杆支撑。此处, 在例如排出比a4尺寸小的片材的情况下,只有内侧支撑板80和81 支撑片材摞s的下表面是可接受的。在这种情况下,小片材在片材宽 度方向d2上的中心位置位于两个内侧支撑板80和81之间,并且小 片材的两个侧边缘位于两个外侧支撑板79和82的内侧。可以根据能 想到的片材尺寸适当地改变四个支撑板79和82在片材宽度方向d2 上的位置和间隔。
134.将描述支撑板79和82的头端部分79f和82f的形状。图10a和 10b示出了在垂直于片材排出方向d1的假想平面中切割的支撑板79 和82的头端部分79f和82f的横截面视图。头端部分79f和82f包括 在片材宽度方向d2上的各个内侧角部处朝片材宽度方向d2上的内侧 在高度方向d3上向下倾斜的锥形部79g和82g(第一锥形部)。可以 使由片材摞s的下表面与支撑板79和82的角部的摩擦引起的损坏不 太可能发生。
135.如图9所示,在沿高度方向d3观察的情况下,支撑板79和82 的头端部分79f和82f包括在片材排出方向d1上位于下游侧且在片材 宽度方向d2上位于各个内侧角部处的锥形部79h和82h(第二锥形 部)。锥形部79h和82h是朝片材排出方向d1上的下游侧向片材宽度 方向d2上的各个外侧倾斜的部分。锥形部79h和82h也能够使由片 材摞s的下表面与支撑板79和82的角部的摩擦所引起的损坏不太可 能发生。
136.在片材排出时支撑板的移动
137.接下来,将利用图11a至11d和图12a至12d描述摞排出单元 36的片材排出操作。
138.如图11a所示,当片材已经堆叠在中间堆叠单元35上并且已经 开始片材摞s的形成时,马达m2沿第一方向旋转,并且通过上述按 压/分离机构执行分离操作以沿分离方向c2移动上辊48,使得排出辊 对46变为分离状态。包括支撑板79的支撑板单元85在存放位置处等 待。注意,在摞排出单元36中,布置有用作在高度方向d3上面对输 送下引导件77并引导片材摞s的上表面的引导件的输送上引导件96 (参考图11a)。输送上引导件96与通过辊支撑臂50f和50r使上辊 48的移动连动以朝输送下引导件77移动和与输送下引导件分离的方 式移动。
139.如图11b所示,当堆叠在中间堆叠单元35上的片材摞s已经对 准并且诸如装订的处理操作已经结束时,片材摞s的后边缘被摞排出 引导件34按压。由此,从中间堆叠单元35开始沿着堆叠下引导件32 朝大致对应于片材排出方向d1的方向k1排出片材摞s。
140.如图11c所示,当片材摞s的前边缘已经到达排出辊对46的夹 持部分时,摞排出引导件34停止。然后,马达m2再次沿第一方向旋 转,并且执行沿按压方向c1移动上辊48的夹持运动,使得片材摞s 被处于夹持状态的排出辊对46夹持。
141.如图11d所示,通过马达m2沿第二方向的旋转,下辊47和上 辊48被可旋转地驱动,并且排出辊对46开始排出片材摞s。同时, 当排出辊对46开始排出片材摞s时,摞排出引导件34沿与片材排出 方向d1相反的方向k2移动并停止在预定位置处,以准备接收下一张 片材。到该步骤为止,除了由于排出辊对46的夹持而导致的轻微弯曲 之外,片材摞s处于沿着输送下引导件77的引导表面77g沿片材排出 方向d1和片材宽度方向d2以近似平面形状展开的姿态。
142.如图12a所示,与排出辊对46排出片材摞s并行,马达m3旋 转(正转)、并且开始支撑板79至82沿l1方向从存放位置朝突出位 置的运动(突出运动、延伸运动)。此外,与片材排出方向d1上的两 外侧的支撑板79和82的滑动移动并行,头端部分79f和82f以在高 度方向d3上向上移动的方式摆动。由此,片材摞s开始弯曲,使得 片材宽度方向d2上的中心部分向下突出。如上所述,支撑板79和82 的上表面79a和82a相对于下辊47的切线z(见图9)在高度方向 d3上向上突出,使得片材摞s的两个侧边缘被向上提升。此外,换句 话说,由于与内侧支撑板80和81相比支撑板79和82的上表面79a 和82a在高度方向d3上向上突出,所以片材摞s的两个侧边缘被向 上提升。换句话说,由于在输送下引导件77的下游侧支撑板79和82 的上表面79a和82a在高度方向d3上向上突出,所以在输送下引导 件77的下游侧片材摞s的两个侧边缘被向上提升。
143.如图12b所示,当支撑板79至82到达突出位置时,马达m3停 止并且支撑板79至82的运动停止。即使在支撑板79至82已经停止 之后,排出辊对46也继续排出片材摞s。因此,尽管片材摞s的前边 缘越过支撑板79至82并沿片材排出方向d1向下游突出,但支撑板 79至82所形成的弯曲形状也抑制了片材摞s前边缘的下垂。
144.如图12c所示,当片材摞s的后边缘接近排出辊对46时,马达 m3反向旋转并且开始支撑板79至82沿l2方向从突出位置朝存放位 置的运动(存放运动)。支撑板79至82的存放运动的起动定时和移动 速度被设定为使得片材摞s的后边缘穿过排出辊对46的定时与支撑板 79至82到达存放位置的定时基本相同。
145.如图12d所示,当片材摞s的后边缘通过排出辊对46时,失去 支撑板79至82的支撑
的片材摞s由于自重而下落,并堆叠在下排出 托盘37上。
146.如上所述,在本实施例中,在通过支撑片材下表面的支撑板79 至82在片材上形成弯曲形状的同时排出片材。由此,可以减少在排出 中的片材的前边缘由于自身重量而下垂并滑动地摩擦下排出托盘37 上的堆叠片材的情况下发生的堆叠片材的对准变差。
147.第二实施例
148.图13示出了根据第二实施例的摞排出单元36的透视图。在本实 施例中,省略了第一实施例中的摞排出单元36的内侧支撑板80和81, 而是仅包括两外侧的支撑板79和82。虽然本实施例不同于如上所述 的第一实施例,但是除了上述之外后处理设备4的构造与第一实施例 相同,因此这里将省略对类似于第一实施例的构造的描述。
149.如第一实施例中所述,当支撑板79和82处于突出位置时,头端 部分79f和82f以及倾斜部分79k和82k在高度方向d3上从输送下引 导件77的引导表面77g的延长线z’向上突出(参见图7b)。也就是 说,处于突出位置的支撑板79和82的至少一部分相对于输送下引导 件77的引导表面77g的延长线z’在高度方向d3上向上突出。此外, 类似于第一实施例,处于突出位置的支撑板79和82的至少一部分相 对于下辊47的切线z在高度方向d3上向上突出。
150.利用这种构造,由输送下引导件77引导并沿片材排出方向d1排 出的片材在片材宽度方向d2上的两个侧边缘在排出辊对46的下游侧 或输送下引导件77的下游侧被支撑板79和82提升。然后,在从沿片 材排出方向d1上的下游侧观察的情况下,形成了片材在片材宽度方 向d2上的中心部分从两侧边缘向下突出的弯曲形状。由此,可以抑 制片材前边缘的下垂。即,利用本实施例的省略了内侧支撑板80和 81的构造,与第一实施例类似,可以抑制在新排出的片材滑动地摩擦 下排出托盘37上的堆叠片材的情况下发生的堆叠片材的对准变差。
151.第三实施例
152.利用图14a至14c和图15,将描述根据第三实施例的构造。在 本实施例中,与支撑板79和82的滑动运动连动地移动支撑板79和 82的机构不同于第一实施例。由于除上述之外后处理设备4的构造类 似于第一实施例,因此这里将省略对类似于第一实施例的构造的描述。
153.图14a是根据本实施例的支撑板82的分解视图。图14b和14c 是根据本实施例的支撑板82的透视图。图15是当沿高度方向d3从 下方观察时的透视图,示出了根据本实施例的底部单元95。
154.如图14a所示,支撑板82包括基部821、枢转部分822、和复位 弹簧823。基部821通过螺钉(未示出)固定到支撑板保持件78,隔 着输送下引导件77面向支撑板保持件78。
155.轴821a和孔821b布置在基部821中。枢转部分822包括与轴821a 接合的孔822a和与孔821b接合的轴822b。轴821a和822b布置在沿 片材排出方向d1延伸的公共轴线上。此外,用作沿与片材排出方向 d1相交的方向突出的突出部分的枢转部分822包括从动部分822c和 片材支撑部分822h。
156.枢转部分822相对于基部821围绕轴821a和822b作为中心在垂 直于片材排出方向d1的平面内沿旋转方向被可旋转地支撑。枢转部 分822移动到片材支撑部分822h的高度变得等于或低于基部821的高 度的下部位置(如图11b所示),以及移动到片材支撑部分822h在高 度方向d3上从基部821向上突出的上部位置(如图11c所示)。复位 弹簧823朝下部位
置推压枢转部分822。
157.如图15所示,沿片材排出方向d1延伸的肋102设置在输送下引 导件77上。肋102形成为沿着片材排出方向d1改变高度,使得在支 撑板82从存放位置朝突出位置移动期间,肋102与枢转部分822的从 动部分822c接触并使枢转部分822从下部位置枢转到上部位置。在支 撑板82位于突出位置的状态下,片材支撑部分822h相对于下辊47 的切线z(参考图7b)在高度方向d3上向上突出。当支撑板82从突 出位置向存放位置移动时,枢转部分822通过复位弹簧823的推动力 枢转到下部位置,并且片材支撑部分822h收缩到切线z下方。注意, 虽然这里描述的是前侧的支撑板82,但后侧的支撑板79的构造类似。
158.利用这种构造,当支撑板79和82处于突出位置时,支撑板79 和82的片材支撑部分822h相对于下辊47的切线z(参考图7b)在 高度方向d3上向上突出。即,同样在本实施例中,处于突出位置的 支撑板79和82的至少一部分相对于切线z在高度方向d3上向上突 出,该切线与下辊47的辊主体47b的外周表面接触并且平行于输送下 引导件77的引导表面77g延伸。此外,处于突出位置的支撑板79和82在高度方向d3上从内侧支撑板80和81向上突出。因此,利用本 实施例的构造,也可以产生类似于第一实施例的结果。
159.其他示例
160.虽然在上述实施例中,描述的是排出辊对46用作排出片材(包括 片材摞)的排出器的构造,但是使用例如摞排出引导件34(见图1) 作为排出器也是可接受的。在这种情况下,摞排出引导件34被构造成 使得摞排出引导件34能够移动到邻近其中第二排出路径p4朝后处理 设备4的外部打开的开口部分的位置。
161.此外,虽然在上述实施例中,描述的是连接到成像设备1的后处 理设备4,但是本技术可应用于不同于成像系统的处理片材的设备。 例如,将本技术应用于分拣小册子和书籍的分拣设备是可接受的。注 意,“成像系统”不限于其中相互独立的成像设备和后处理设备4被连 接的设备,而是包括其中成像单元和后处理单元被容纳在单个壳体中 的设备。
162.其他实施例
163.虽然已经参考示例性实施例描述了本发明,但是应当理解,本发 明不限于所公开的示例性实施例。以下权利要求的范围应给与最广泛 的解释,以涵盖所有这样的修改以及等同的结构和功能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
