1.本发明涉及齿轮的制造方法以及齿轮。
背景技术:
2.作为将驱动轴的旋转力传递至被驱动轴的单元,已知有一种齿轮。日本专利特开jp2018-17302a所公开的齿轮具备:环状的齿轮部,其在外周具有齿;环状的树脂制的支承部,其被设置于齿轮部的内周面,并对齿轮部进行支承;金属制的芯部,其被设置于支承部的内侧。齿轮的支承部通过在模具内配置芯部,并在作为一次成形件的齿轮部与芯部之间填充熔融树脂而被成形。
技术实现要素:
3.在日本专利特开jp2018-17302a中所公开的齿轮的齿轮部为树脂制。由此,当在齿轮部与芯部之间填充熔融树脂而成形支承部时,齿轮部因熔融树脂的热和压力而膨胀,然后,当对支承部进行冷却时,齿轮部与熔融树脂的热收缩一起进行收缩。借此,在支承部的成形前和冷却后,齿轮部的外径变化,在齿轮部中产生残余应力。残余应力可能会对齿轮部的耐久性施加影响。
4.本发明的目的在于,提供一种减轻对齿轮的齿轮部的耐久性所施加的影响的齿轮的制造方法以及齿轮。
5.根据本发明的某一实施方式,一种方法对齿轮进行制造,所述齿轮具备:环状的齿轮部,其在外周具有齿;环状的支承部,其被设置于所述齿轮部的内周面,并对所述齿轮部进行支承;芯部,其被设置于所述支承部的内侧,所述齿轮的制造方法具备:支承部成形工序,其在环状的模具内配置所述齿轮部和所述芯部,并在所述齿轮部与所述芯部之间填充树脂而成形所述支承部;支承部冷却工序,其对在所述支承部成形工序中成形的所述支承部进行冷却,所述支承部成形工序前的所述齿轮部的所述齿和所述模具的径向上的间隙被设定成小于所述支承部冷却工序中的所述支承部的径向上的收缩量。
6.根据本发明的另一实施方式,一种齿轮具备:环状的齿轮部,其在外周具有齿;环状的支承部,其被设置于所述齿轮部的内周面,并对所述齿轮部进行支承;芯部,其被设置于所述支承部的内侧,支承部成形工序前的所述齿轮部的所述齿和模具的径向上的间隙被设定成小于支承部冷却工序中的所述支承部的径向上的收缩量,所述支承部成形工序在环状的所述模具内配置所述齿轮部和所述芯部,并在所述齿轮部与所述芯部之间填充树脂而成形所述支承部,所述支承部冷却工序对在所述支承部成形工序中成形的所述支承部进行冷却。
附图说明
7.图1为本发明的实施方式所涉及的齿轮的主视图,其表示与蜗杆轴啮合的状态。
8.图2为沿着图1的ii-ii线的剖视图。
9.图3a为齿轮部的剖视图,其以与图2对应的方式而示出。
10.图3b为齿轮部的主视图。
11.图4a为齿轮部的剖视图,其以与图2对应的方式而示出。
12.图4b为沿着图4a的ivb-ivb的剖视图。
13.图5a为支承部成形工序前的齿轮的剖视图。
14.图5b为支承部成形工序前的齿轮的主视图。
15.图6a为支承部成形工序后的齿轮的剖视图。
16.图6b为支承部成形工序后的齿轮的主视图。
17.图7a为支承部冷却工序后的齿轮的剖视图。
18.图7b为支承部冷却工序后的齿轮的主视图。
19.图8a为表示本发明的实施方式的比较例所涉及的齿轮的制造工序的图。
20.图8b为表示本发明的实施方式所涉及的齿轮的制造工序的图。
21.图9为表示在齿轮的耐久试验中、在齿轮部中产生异常的样本和没有异常的样本的、制造工序中的齿轮部的外径的图表。
具体实施方式
22.以下,参照附图,对本发明的实施方式所涉及的齿轮100进行说明。
23.如图1所示,齿轮100在蜗杆减速器1中被使用。齿轮100例如为蜗轮(worm wheel)。
24.在蜗杆减速器1中,齿轮100与蜗杆轴6啮合。蜗杆轴6与马达的旋转轴(省略图示)连结,齿轮100与例如小齿轮(省略图示)连结。
25.当蜗杆轴6伴随着马达的旋转而旋转时,齿轮100旋转。此时,蜗杆轴6的旋转减速而被传递至齿轮100。小齿轮伴随着齿轮100的旋转而旋转。这样,蜗杆减速器1将马达的旋转经由蜗杆轴6以及齿轮100减速而传递至小齿轮。
26.以下,将沿着齿轮100的旋转轴的方向称为“轴向”,将以齿轮100的旋转轴作为中心的辐射方向称为“径向”,并将绕着齿轮100的旋转轴的方向称为“周向”。
27.蜗杆轴6具有圆柱状的轴本体6a和以螺旋状被形成于轴本体6a的外周的轴齿6b。蜗杆轴6由铁合金形成,轴本体6a和轴齿6b被一体地形成。
28.在齿轮100的外周形成有与轴齿6b啮合的多个蜗轮齿11。
29.当蜗杆轴6在图1所示的d1方向上旋转时,蜗轮齿11由轴齿6b按压。借此,齿轮100在图1所示的d3方向上旋转。当蜗杆轴6在图1所示的d2方向上旋转时,蜗轮齿11由轴齿6b向与上述情况相反的方向按压。借此,齿轮100在图1所示的d4方向上旋转。
30.图2为沿着图1的ii-ii线的剖视图。如图1以及图2所示,齿轮100具备在外周具有蜗轮齿11的环状的齿轮部10。齿轮部10具有圆环状的蜗轮本体12,蜗轮齿11从蜗轮本体12的外周向径向外侧突出。蜗轮齿11以及蜗轮本体12例如由树脂构成,并通过模具成形而被一体地形成。虽然在齿轮部10中被使用的树脂例如为聚酰亚胺6、聚酰亚胺66、聚酰亚胺46、聚缩醛、聚醚醚酮(peek)以及聚苯硫醚(pps),但是,并未被限于此。
31.在齿轮部10的内周面10a设置有对齿轮部10进行支承的环状的支承部20。支承部20由纤维强化树脂形成。纤维强化树脂为,在例如聚酰亚胺6、聚酰亚胺66、聚酰亚胺46、聚缩醛、peek以及pps等的基体树脂中混合了玻璃纤维、碳纤维等纤维加强材料后所获得的树
脂。
32.在齿轮部10中被使用的树脂中,未混合纤维加强材料。在齿轮部10中被使用的树脂与纤维强化树脂相比较为柔软,齿轮部10的弹性率低于支承部20的弹性率。因此,当轴齿6b和蜗轮齿11啮合时,轴齿6b难以磨损,能够提高蜗杆减速器1的耐久性。
33.在支承部20的内侧以与支承部20紧贴的方式而设置有芯部30。芯部30由金属形成。芯部30被形成为环状,小齿轮的轴(省略图示)与芯部30的内周面30a嵌合。
34.图3a为齿轮部10的剖视图。图3b为齿轮部10的主视图。如图3a、图3b所示,齿轮部10在内周面10a形成有向径向内侧突出的环状突部51a,在环状突部51a的轴向的两端面形成有沿着轴向突出的多个棒状突部52a。
35.图4a为支承部20的剖视图。图4b为沿着图4a的ivb-ivb线的剖视图。如图4a、图4b所示,在支承部20的外周面20b形成有沿着周向延伸的环状槽部51b,在环状槽部51b的轴向的两端面形成有沿着轴向延伸的多个孔部52b。
36.如图2所示,齿轮部10的环状突部51a被配置于支承部20的环状槽部51b内。齿轮部10和支承部20通过环状突部51a和环状槽部51b在轴向上彼此接触,从而限制了向轴向的相对移动。因此,能够防止齿轮部10和支承部20的分离。
37.齿轮部10的棒状突部52a被配置于支承部20的孔部52b内。齿轮部10和支承部20通过环状突部52a和孔部52b在周向上彼此接触,从而限制了向周向的相对移动。因此,能够使旋转力在齿轮部10和支承部20之间可靠地传递。
38.另外,在齿轮100中,环状突部51a以遍及齿轮部10的全周的方式而被形成,环状槽部51b以遍及支承部20的全周的方式而被形成。作为替代,环状突部51a也可以被形成于周向的一部分。在该情况下,环状槽部51b也可以以对应于环状突部51a的方式而被形成于周向的一部分。
39.另外,环状突部51a也可以被形成于支承部20的外周面20b,以替代被形成于齿轮部10的内周面10a。在该情况下,环状槽部51b被形成于齿轮部10的内周面10a,以替代被形成于支承部20的外周面20b。
40.另外,棒状突部52a也可以被形成于环状槽部51b的侧面,以替代被形成于环状突部51a。在该情况下,孔部52b被形成于环状突部51a的端面,以替代被形成于环状槽部51b的侧面。
41.接着,参照图5~图8,对齿轮100的制造方法、尤其是支承部20的制造工序进行说明。另外,在图5~图8中,后述的间隙80的径向的长度以及齿轮部10的膨胀、收缩量被夸张地记载得较大。
42.支承部20通过在环状的模具60中填充熔融材料的支承部成形工序、和对被成形的支承部20进行冷却的支承部冷却工序而被制造出。在实施支承部20的制造之前,对支承部冷却工序中的支承部20的径向的收缩量b(参照图7a、图7b)进行确定。具体而言,根据熔融材料的组成、填充温度、填充压力、填充量等,对支承部20的径向的收缩量b进行预先确定。
43.<支承部成形工序>
44.首先,如图5a、图5b所示,将预先被成形的一次成形品即齿轮部10配置于模具60内,并将芯部30配置于齿轮部10内。当将齿轮部10配置于模具60内时,在模具60的内周面和齿轮部10的蜗轮齿11的顶部之间形成有间隙80。
45.此处,模具60的内径根据预先确定的支承部冷却工序中的支承部20的径向的收缩量b、和齿轮部10的外径的设计值而被设定。具体而言,模具60的内径以成为使支承部20的径向的收缩量b变为两倍后获得的收缩量、与齿轮部10的外径的设计值d1(参照图7b)之和的方式而被设定。另外,支承部成形工序前的齿轮部10的外径d2根据模具60的内径、和预先确定的支承部冷却工序中的支承部20的径向的收缩量b而被设定。具体而言,齿轮部10的外径d2以间隙80的径向的长度a小于支承部20的径向的收缩量b的方式而被设定。通过这样设定模具60的内径和齿轮部10的外径d2,从而使间隙80的径向的长度a被设定成小于预先确定的支承部20的径向的收缩量b。
46.接着,如图6a、图6b所示,将熔融的纤维强化树脂填充至齿轮部10和芯部30之间,从而形成支承部20。在支承部成形工序中,芯部30和支承部20固接,支承部20和齿轮部10经由支承部20的环状槽部51b和孔部52b、以及齿轮部10的环状突部51a和棒状突部52a而固接。另外,以对应于模具的浇口的方式而形成树脂部71。由于齿轮部10为树脂制,因此,如图6a、图6b所示,当将熔融的纤维强化树脂填充于齿轮部10与芯部30之间时,齿轮部10因纤维强化树脂的热量和压力而在径向上膨胀。齿轮部10的径向的膨胀由模具60限制。即,齿轮部10膨胀直至与模具60的内周面抵接为止,在支承部成形工序中,在径向上膨胀长度a。
47.<支承部冷却工序>
48.接着,使在支承部成形工序中被成形的支承部20进行冷却、固化。如图7a、图7b所示,在支承部冷却工序中,支承部20因热收缩而在径向上收缩长度b。伴随着此,齿轮部10也和支承部20的热收缩一起收缩长度b。
49.此外,在支承部冷却工序后,从模具60上拆下齿轮部10、支承部20、以及芯部30,并取出齿轮100的结构所无需的树脂部71。借此,图2所示的齿轮100完成。
50.这样,齿轮100的齿轮部10在支承部成形工序中膨胀,并在支承部冷却工序中收缩。因此,在支承部20的成形前和冷却后,齿轮部10的外径变化,在齿轮部中产生残余应力。残余应力可能会对齿轮部10的耐久性产生影响。
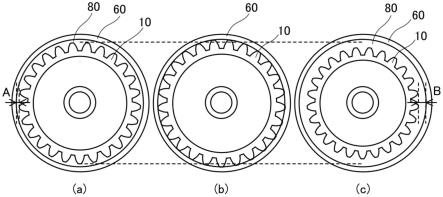
51.此处,参照图8a、图8b,对在齿轮部10中产生的残余应力进行说明。图8a为表示间隙80的径向的长度a大于支承部冷却工序中的支承部20的径向的收缩量b的情况下的齿轮100的制造工序的图。图8b为表示间隙80的径向的长度a小于支承部冷却工序中的支承部20的径向的收缩量b的情况下的本实施方式的齿轮100的制造工序的图。图8a(a)和图8b(a)表示支承部成形工序前的状态,图8a(b)和图8b(b)表示支承部成形工序后的状态,图8a(c)和图8b(c)表示支承部冷却工序后的状态。另外,在图8a、图8b中,间隙80的径向的长度以及齿轮部10的膨胀、收缩量被夸张地记载得较大。
52.如图8a所示,在间隙80的径向的长度a大于支承部冷却工序中的支承部20的径向的收缩量b的情况下,支承部成形工序中的齿轮部10的径向的膨胀量a大于支承部冷却工序中的齿轮部10的径向的收缩量b。由此,支承部冷却工序后的齿轮部的外径大于支承部成形工序前的齿轮部的外径。借此,在齿轮部10中,产生拉伸的残余应力。
53.与此相对,如图8b所示的本实施方式那样,在间隙80的径向的长度a小于支承部冷却工序中的支承部20的径向的收缩量b的情况下,支承部成形工序中的齿轮部10的径向的膨胀量a小于支承部冷却工序中的齿轮部10的径向的收缩量b。由此,支承部冷却工序后的齿轮部的外径小于支承部成形工序前的齿轮部的外径。借此,在齿轮部10中,产生压缩的残
余应力。
54.此处,在图9中,示出了在齿轮100的耐久试验中、在齿轮部10中产生异常的耐久试验ng的样本(样本1、2)和在齿轮部10中没有异常的耐久试验ok的样本(样本3、4)中的、支承部成形工序前、支承部成形工序后、以及支承部冷却工序后的齿轮部10的外径。在耐久试验ng的样本中,支承部冷却工序后的齿轮部10的外径大于支承部成形工序前的齿轮部10的外径。即,耐久试验ng的样本在齿轮部10中产生拉伸的残余应力。与此相对,在耐久试验ok的样本中,支承部冷却工序后的齿轮部10的外径小于支承部成形工序前的齿轮部10的外径。即,耐久试验ng的样本在齿轮部10中产生压缩的残余应力。这样,实际确认出,在齿轮部10中产生压缩的残余应力的样品中,齿轮100的齿轮部10的耐久性较高。
55.如上所述,在本实施方式中,通过使间隙80的径向的长度a被设定成小于预先确定的支承部20的径向的收缩量b,从而在齿轮部10中未产生拉伸的残余应力,而是产生压缩的残余应力。借此,能够减轻对齿轮100的齿轮部10的耐久性所施加的影响。另外,模具60的内径是根据支承部20的径向的收缩量b和齿轮部10的外径的设计值d1而被设定的,支承部成形工序前的齿轮部10的外径d2是根据模具60的内径和支承部20的径向的收缩量b而被设定的。借此,能够制造出减轻对齿轮部10的耐久性所施加的影响、并具有设计值的外径的齿轮100。
56.另外,模具60的内径以及支承部成形工序前的齿轮部10的外径的设定方法并未被限于上述内容。只要至少支承部成形工序前的间隙80的径向的长度a被设定成小于支承部20的径向的收缩量b即可。借此,在齿轮部10中未产生拉伸的残余应力,而是产生压缩的残余应力,能够减轻对齿轮100的齿轮部10的耐久性所施加的影响。
57.根据以上的实施方式,起到了以下所示的作用效果。
58.通过模具60限制支承部成形工序中的齿轮部10的径向的膨胀,从而使支承部成形工序中的齿轮部10的径向的膨胀量小于支承部冷却工序中的齿轮部的径向的收缩量b。由此,由于支承部冷却工序后的齿轮部10的外径小于支承部成形工序前的齿轮部10的外径,因此,在齿轮部中未产生拉伸的残余应力,而是产生压缩的残余应力。借此,能够减轻对齿轮100的齿轮部10的耐久性所施加的影响。
59.另外,通过确定支承部冷却工序中的支承部20的径向的收缩量b,从而能够制造出具有设计值的外径的齿轮100。
60.以下,对本发明的实施方式的结构、作用、以及效果进行总结说明。
61.一种方法对齿轮100进行制造,所述齿轮100具备:环状的齿轮部10,其在外周具有蜗轮齿11;环状的支承部20,其被设置于齿轮部10的内周面10a,并对齿轮部10进行支承;芯部30,其被设置于支承部20的内侧,所述方法具备:支承部成形工序,其在环状的模具60内配置齿轮部10和芯部30,并在齿轮部10与芯部30之间填充纤维强化树脂而成形支承部20;支承部冷却工序,其对在支承部成形工序中被成形的支承部20进行冷却,支承部成形工序前的齿轮部10的蜗轮齿11和模具60的径向上的间隙a被设定成小于支承部冷却工序中的支承部20的径向上的收缩量b。
62.在该结构中,通过模具60限制支承部成形工序中的齿轮部10的径向的膨胀,从而使支承部成形工序中的齿轮部10的径向的膨胀量小于支承部冷却工序中的齿轮部的径向的收缩量b。由此,支承部冷却工序后的齿轮部10的外径小于支承部成形工序前的齿轮部10
的外径。借此,在齿轮部中,并不产生拉伸的残余应力,而是产生压缩的残余应力。由此,能够提供一种减轻对齿轮的齿轮部的耐久性所施加的影响的齿轮的制造方法。
63.模具60的内径根据支承部冷却工序中的支承部20的径向的收缩量b、和齿轮部10的外径的设计值d1而被设定。
64.支承部成形工序前的齿轮部10的外径d2根据模具60的内径、和预先确定的支承部冷却工序中的支承部20的径向的收缩量b而被设定。
65.在该结构中,通过确定支承部冷却工序中的支承部20的径向的收缩量b,从而能够制造出具有设计值的外径的齿轮100。
66.一种齿轮100具备:环状的齿轮部10,其在外周具有蜗轮齿11;环状的支承部20,其被设置于齿轮部10的内周面10a,并对齿轮部10进行支承;芯部30,其被设置于支承部20的内侧,支承部成形工序前的齿轮部10的蜗轮齿11和模具60的径向上的间隙a被设定成小于支承部冷却工序中的支承部20的径向上的收缩量b,所述支承部成形工序在环状的模具60内配置齿轮部10和芯部30,并在齿轮部10与芯部30之间填充纤维强化树脂而成形支承部20,所述支承部冷却工序对在支承部成形工序中被成形的支承部20进行冷却。
67.在该结构中,在齿轮部10中,并不产生拉伸的残余应力,而是产生压缩的残余应力。借此,减轻了对齿轮100的齿轮部10的耐久性所施加的影响。
68.以上,对本发明的实施方式进行了说明,但是,上述实施方式仅仅表示本发明的应用例的一部分,并不是将本发明的技术范围限定于上述实施方式的具体例的意思。
69.另外,虽然在上述实施方式中,作为齿轮100,对与蜗杆轴6啮合的蜗轮进行了说明,但是,并未被限定于蜗轮。
70.另外,虽然在上述实施方式中,支承部20由纤维强化树脂形成,但是,并未被限定于纤维强化树脂。
71.例如,也可以在支承部20与芯部30之间夹装与支承部20不同的组成的树脂层。
72.本技术要求基于在2020年1月15日向日本专利局提出的日本特愿2020-4286的优先权,并通过参照的方式在本说明书中引入了该申请的全部内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。