1.本发明涉及煤炭码头物料流量自动控制技术领域,具体的涉及一种煤炭码头电动料斗物料流量恒定智能控制系统及方法。
背景技术:
2.目前,大多数煤炭码头自动化、智能化、信息化水平程度低,皮带机流程电动料斗控制模式多采用人工操作方式,并且每个门机料斗附近需要安排一个现场操作工人,中控室操作人员根据现场视频监控情况通过对讲机与现场操作工人沟通进行调节手动控制料斗斗门的开度;这种人工控制方法存在许多问题:比如现场设备噪声大、对讲机沟通效率低;人工控制料斗开度,存在放料不均匀、流量波动较大;人力成本高、现场无人监护操作工人存在一定的安全隐患。
技术实现要素:
3.1.要解决的技术问题本发明的目的在于提供一种煤炭码头电动料斗物料流量恒定智能控制系统及方法,以解决上述背景技术中提出的问题。
4.2.技术方案为解决上述问题,本发明采取如下技术方案:一种煤炭码头电动料斗物料流量恒定智能控制系统,包括建设在煤炭码头且对煤炭码头进行网络覆盖的无线通讯网络,安装于电动料斗上且用于调节斗门角度的斗门电机,安装于电动料斗内部且用于实时监测料斗内物料重量的称重传感器,用于接收信号、输送信号的数据采集工控机,安装于料斗上方门机上且分别用于监控料斗斗门开度和料斗内的存料情况的两个无线监控摄像头,安装于料斗斗门推杆上且用于检测斗门开度的拉绳位移传感器,用于数据接收以及计算分析的中控室服务器,对斗门电机进行驱动的plc控制系统,所述数据采集工控机通过无线传输的方式实时接收称重传感器、拉绳位移传感器的测量数据,且数据采集工控机通过无线通讯网络将接收的信息传输给中控室服务器,所述无线监控摄像头通过无线通讯网络将监控画面传输至中控室服务器,所述中控室服务器通过数据计算、分析并以电信号的方式给斗门电机下达指令,通过所述斗门电机的转动角度对斗门的开度进行智能控制。
5.上述煤炭码头电动料斗物料流量恒定智能控制系统的使用方法,包括以下步骤:s1、从现场敷设一根光缆到流程中控室,在现场设置无线网络地面通讯基站,以为现场进行网络覆盖;s2、将称重传感装置固定安装在电动料斗的支柱圆壁上,利用设置在每台料斗监测点位处的称重传感装置实时采集电动料斗中的物料重量;s3、在料斗上方的门机上安装两个无线监控摄像头,且分别朝向料斗斗门和料斗上方,用于实时查看料斗斗门的开度和料斗内的存料情况,此外还在料斗斗门的推杆上安
装一个位置编码器,实时检测斗门的开度,配合视频监控画面,方便远程控制斗门的开度智能调节物料的流量;s4、根据称重传感系统和位置编码器实时监测的多个物料的重量数据和斗门开度数据,以时间为横坐标、物料重量值和物料流量为纵坐标分别绘制物料重量和物料流量的变化曲线;s5、基于料斗的物料重量与斗门开度之间的智能控制方法来实现物料流量的平衡;s6、所述智能控制方法可以实现在中控室远程对电动料斗各机构动作进行操作和控制及料斗流量智能控制,通过实时采集电动料斗货物的重量、斗门的开度以及电动料斗货物的现场视频监控情况等信号,利用智能控制方法对信号实时处理,输出控制信号发送至现场plc控制系统控制现场电机执行相应的动作,实现对电动料斗斗门的智能控制,以确保料斗货物流量的输出均匀。
6.进一步地,所述s1中还在每台门机附近设置无线ap,以确保每个门机附近覆盖较强的网络信号,实现监控画面的实时传输,此外还在无线网络地面通讯基站配置360
°
全向天线,以实现无线网络的全覆盖以及实时通讯,实现每台料斗与中控室间的网络联接与信号传输。
7.进一步地,所述s2中称重传感器系统采用高精度数模转换技术、单片机控制技术,对电阻应变式称重传感器进行智能处理,实时计算物料重量;另外,所述称重传感器系统具备自动修正、校准物料的误差,且稳定输出控制信号。
8.进一步地,所述s3中位置编码器采用拉绳式直线位移传感器,用于检测斗门开度数据。
9.进一步地,所述s5中智能控制方法基于大量的实验数据测试,模拟出物料重量和斗门开度之间的逻辑关系而得出。
10.更进一步地,所述智能控制方法包括互不干预的手动控制和智能控制两种工作模式。
11.更进一步地,所述手动控制工作模式包括:操作员根据软件界面显示的每个料斗的物料重量数据,手动控制电机的启停驱动斗门的开、关。
12.更进一步地,所述智能控制模式包括:1)流程流量设定;2)料斗单位刻度流量标定;3)根据货物重量对斗门开度进行档位设定;4)料斗存料判别;5)物料流量判别,所述物料流量的计算公式如下:;其中为料斗净流量、表示当前时刻物料重量、表示t分钟前物料重量。
13.3.有益效果1)在本发明中,称重传感器安装在电动料斗的支柱圆壁上,利用设置在每台料斗监测点位处的称重传感装置来实时采集电动料斗中的物料重量,另外本发明中的称重传感器系统采用高精度数模转换技术、单片机控制技术,对电阻应变式称重传感器进行智能处理,以实时计算物料重量;且所使用的称重传感器系统还具有自动修正、校准物料误差以及稳定输出控制信号的优点,以确保整个称重系统的准确程度,最终使物料流量恒定智能控制系对料斗斗门开度的精准调节。
14.2)在本发明中,所述的智能控制方法可以实现在中控室远程对电动料斗各机构动作进行操作和控制及料斗流量智能控制,通过实时采集电动料斗货物的重量、斗门的开度以及电动料斗货物的现场视频监控情况等信号,利用智能控制方法对信号实时处理,输出控制信号发送至现场plc控制系统控制现场电机执行相应的动作,实现对电动料斗斗门的智能控制,以确保料斗货物流量的输出均匀;进而智能调节斗门开度的大小,以实现物料流量的平衡,该种智能控制方法的应用,可避免人工控制料斗开度,存在放料不均匀、流量波动较大的问题,还可避免由于现场设备噪声大导致对讲机沟通效率低,影响料斗开度及时调控的问题。
15.3)在本发明中,物料流量平衡智能控制系统包括手动控制和智能控制两种工作模式,且手动控制模式工作时,智能控制方法不执行,即工作人员可根据现场称重数据并在中控室远程手动控制现场斗门的开度;智能控制模式工作时,不需要人为干预,即通过pid智能控制方法根据称重数据、物料存货情况、流量数据来自动调节斗门的开度,以实现物料流量的均匀输出,上述两种物料流量平衡方式的设置,使人们可根据具体工作需要以及自身的工作情况,来选择适合自己以及在特定工作环境下的工作模式,以达到事半功倍的效果。
16.4)在本发明中,通过预先对流程流量以及料斗斗门开度档位个数的设定,使单台门机或多台门机在工作时均可通过设定的流程目标量以及每台料斗内存料的情况来自动调节斗门的开度,并尽量保证料斗不空斗,以保持总体流程流量不波动,实现物料流量的平衡,与此同时,通过对料斗中单位时间内净流量的实时检测,自动实现进料、出料情况的判别,有利于系统对斗门开度的精确调节;另外,如果门机操作人员在放料稳定的情况下,当物料的净流量时,(即当前t时间内物料的出料速率小于前一个t时间内物料的出料速率),表明存在堵料的情况,此时可根据料斗重量减少速率判断料斗下料流量,以有效判断堵料的情况,且在堵料后能够及时的将信号发送至plc控制器,以触发现场的破拱电机执行动作,碰撞料斗使得料斗中的堵料正常下料,以确保料斗出料的顺畅性。
附图说明
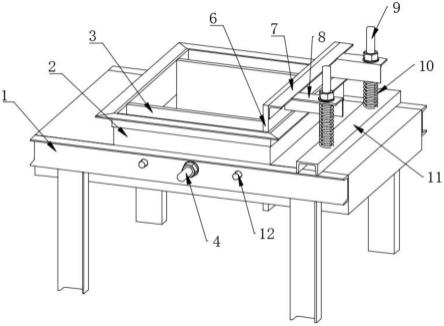
17.图1为本发明的煤炭码头电动料斗物料流量恒定智能控制系统工作原理图;图2为本发明的煤炭码头电动料斗物料流量恒定智能控制方法的控制策略示意图;图3为本发明的煤炭码头电动料斗物料流量恒定智能控制的工作框图。
具体实施方式
18.下面结合附图和实施例对本发明作进一步详细的说明。
实施例
19.一种煤炭码头电动料斗物料流量恒定智能控制系统的使用方法,包括步骤如下:s1、通讯网络架设从现场敷设一根光缆到流程中控室,在现场设置无线网络地面通讯基站,并在每台门机附近设置无线ap,以确保每个门机附近覆盖较强的网络信号,实现监控画面的实时传输,另外还在无线网络地面通讯基站配置360
°
全向天线,以实现无线网
络的全覆盖以及实时通讯,实现每台料斗与中控室间的网络联接与信号传输;s2、将称重传感装置固定安装在电动料斗的支柱圆壁上,利用设置在每台料斗监测点位处的称重传感装置实时采集电动料斗中的物料重量;其中,所述称重传感器系统装置包括称重传感器、a/d转换模块、显示器和单片机;其中,在步骤s2中,所述称重传感器系统采用高精度数模转换技术、单片机控制技术,对电阻应变式称重传感器进行智能处理,实时计算物料重量;另外,所述称重传感器系统具备自动修正、校准物料的误差,且稳定输出控制信号;其中,所述称重传感器系统要求实时测量和计算料斗中物料的重量;测量设备可直接选用现有设备使用,称重传感器系统的测量数据均通过有线或无线传输方式传输至服务器进行计算分析;s3、在料斗上方的门机上安装两个无线监控摄像头,分别朝向料斗斗门和料斗上方,用于实时查看料斗斗门的开度和料斗内的存料情况,监控画面通过架设好的无线网络传输到中控室;整个监控系统通过一套监控管理平台进行集中管理,监控管理平台还对整个系统用户进行集中授权;通过监控客户端和网络控制键盘可以实现对系统的配置和操作,实现预览、回放、云台控制、上墙切换、系统配置等操作;监控系统同时接入斗门开关控制系统,作为辅助控制功能,配合完成斗门远程控制。另外,在料斗斗门的推杆上安装一个位置编码器,实时检测斗门的开度,配合视频监控画面,方便远程控制斗门的开度智能调节物料的流量。
20.其中,在步骤s3中,所述无线监控摄像头用于监控现场料斗内的物料存料情况,便于操作人员手动远程校准偏差;另外,所述位置编码器采用拉绳式直线位移传感器,拉绳式直线位移传感器的型号为mps-s-1000-r-f,所述拉绳式直线位移传感器用于检测斗门开度数据,并通过网络上传至服务器,智能控制方法综合分析处理物料的重量数据、斗门开度数据实现斗门开度的智能调节,达到物料重量、斗门开度、物料流量三者之间的动态平衡;s4、根据称重传感系统和拉绳式位移传感器实时监测的多个物料的重量数据和斗门开度数据,以时间为横坐标、物料重量值和物料流量为纵坐标分别绘制物料重量和物料流量的变化曲线;s5、进一步基于料斗的物料重量与斗门开度之间的智能控制方法来实现物料流量的平衡,所述智能控制方法基于大量的实验数据测试,模拟出物料重量和斗门开度之间的逻辑关系;所述物料流量平衡智能控制系统包括手动控制和智能控制两种工作模式,手动控制模式工作时,智能控制方法不执行,根据现场称重数据实现在中控室远程手动控制现场斗门的开度;智能控制模式工作时,不需要人为干预,通过pid智能控制方法根据称重数据、物料存货情况、流量数据来自动调节斗门的开度,实现物料流量的均匀;进一步地,所述手动控制模式包括:操作人员根据软件界面显示的每个料斗的物料重量数据,手动控制电机的启停驱动斗门的开、关;所述智能控制模式包括:智能控制方法首先判断每台门机的工作情况,进而决定其工作模式,具体地,智能方法控制策略如下:1)流程流量设定,由调度值班主任及码头操作部生产管理人员根据卸货大轮物料特性及皮带机、装船机通过情况设定合理流程流量,由中控操作人员录入料斗智能控制系
统;2)料斗单位刻度流量标定,大轮首次作业前中控操作人员通过智能控制系统标定每台料斗单位刻度流量数据;3)单台门机工作时,假设货物重量为m,若m《20吨,斗门开度设置为1档,若20≤m≤50,斗门开度设置为2档,否则,设置为3档;每个斗门开度设置为3个档位(1表示1/3开度、2表示2/3开度、3表示斗门全开);根据设定流程目标流量,根据单台料斗存料情况自动调节斗门开度,尽量保证料斗不空斗,保持流程流量不波动。如下表1所示;表1斗门开度档位与物料重量的关系斗门档位料斗存料重量(吨)1<20吨2≥20吨,≤50吨3≥50吨4)多台门机工作时,智能控制方法比较各台门机当前的物料重量,根据斗门开度档位与物料重量关系表,分别独立控制每台料斗斗门的开度。其中物料的重量t分钟更新一次;5)料斗存料情况判别,料斗的存料情况判别原则如下表2所示;表2料斗的存料情况判别原则料斗存料重量(吨)存料情况判别 <20吨存料不足提示加料并减小斗门开度≥20吨,≤50吨存料正常正常工作且斗门开度不变≥50吨存料充足提示减料并增大斗门开度6)物料流量判别,物料流量情况判别原则如下表3所示;表3物料流量情况判别原则序号净流量情况进出料情况判别1q》e,持续时间超过7分钟进料重量>出料重量2|q|《e,持续时间超过7分钟进料重量=出料重量3q《-e,持续时间超过7分钟进料重量《出料重量表3中e为流量的允许误差,理想情况下e为0;物料流量的计算公式如(2)所示;公式(2)为料斗净流量、表示当前时刻物料重量、表示t分钟前物料重量;进一步地,在步骤s5中,如果门机操作人员放料稳定,当物料的净流量时,表明存在堵料的情况,根据料斗重量减少速率判断料斗下料流量,有效判断堵料情况,堵料后能够将信号发送至plc控制器,触发现场的破拱电机执行动作,碰撞料斗使得料斗中的堵料正常下料;s6、所述智能控制方法实现可以在中控室远程对电动料斗各机构动作进行操作和控制及料斗流量智能控制,通过实时采集电动料斗货物的重量、斗门的开度以及电动料斗货物的现场视频监控情况等信号,利用智能控制方法对信号实时处理,输出控制信号发送
至现场plc控制系统控制现场电机执行相应的动作,实现对电动料斗斗门的智能控制,以确保料斗货物流量的输出均匀;进而智能调节斗门开度的大小,以实现物料流量的平衡。
21.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。