一种pet高分子复核单丝六角网自动加工生产线
技术领域
1.本实用新型属于六角网加工生产线技术领域,具体涉及一种pet高分子复核单丝六角网自动加工生产线。
背景技术:
2.pet高分子复核单丝六角网已广泛用于石油、建筑、养殖、化工工业、取暖管道以及其它管道的包裹网;其次六角网还可用于围栏、住宅和园林绿化防护等,同时pet高分子复核单丝六角网还可用于制作石笼网箱,广泛用于保护和支持海堤、山坡、路桥、水库及其他土木工程等。
3.目前的pet高分子复核单丝六角网大多使用织网机完成编织,然而在生产的过程中,需要人工控制给线,编织完成后的六角网需要人工收卷,自动化程度低,费时费力,生产效率较低。
4.因此,目前急需一种自动化程度高,可自动给线收卷,生产效率高的pet高分子复核单丝六角网自动加工生产线。
技术实现要素:
5.针对现有技术存在的不足,本实用新型提供一种pet高分子复核单丝六角网自动加工生产线,以解决背景技术中涉及的问题。
6.为了实现上述目的,本实用新型采用如下的技术方案:一种pet高分子复核单丝六角网自动加工生产线,包括用于放置单丝线原料的后排线架和前排线架,设于前排线架的一侧的织网机,所述织网机用于将来自后排线架和前排线架的盘线加工成六角网;还包括设于织网机一侧的收网机,所述收网机用于防止加工后的六角网在收网时被牵拉变形;
7.所述前排线架和后排线架均以织网机为圆心,呈圆弧状分布。
8.进一步的,收网机的一侧还设有电机缠卷机,用于将六角网缠卷成卷。
9.进一步的,还包括织网机电控箱和收网机电控箱,所述织网机电控箱和收网机电控箱分别与织网机及收网机电连接,用于控制织网机和收网机的运行。
10.进一步的,所述织网机包括搓捻机构,传动机构,拉网机构和收网机构。
11.进一步的,所述传动机构与搓捻机构连接,用于控制搓捻机构搓捻,所述拉网机构用于将搓捻后的六角网定型,所述收网机构用于将定型后的六角网拉出。
12.进一步的,所述传动机构包括设于织网机上的一级传动齿轮组,与一级传动齿轮组连接的凸轮组件,与凸轮组件连接的摆动杆组件,所述摆动杆组件与搓捻机构连接,控制搓捻机构搓捻。
13.进一步的,所述一级传动齿轮组包括电机输入齿轮,与电机输入齿轮啮合的右主齿轮,与右主齿轮啮合的中主齿轮,与中主齿轮啮合的左主齿轮,所述电机输入齿轮转动,依次带动右主齿轮、中主齿轮和左主齿轮转动。
14.进一步的,所述右主齿轮、中主齿轮和左主齿轮的中心处分别设有右主齿轮轴、中
主齿轮轴和左主齿轮轴。
15.进一步的,所述凸轮组件包括分别固定在左主齿轮轴和右主齿轮轴上的左凸轮和右凸轮,设于所述中主齿轮轴上l型摆动臂,所述l型摆动臂上滑动连接有凸轮滑板,所述左凸轮和右凸轮分别设于凸轮滑板的两侧,且与凸轮滑板抵接。
16.本实用新型pet高分子复核单丝六角网自动加工生产线的有益之处:本实用新型通过设置前排线架和后排线架可实现织网机的自动给线,织网机完成六角网的自动编织,收网机为恒张力卷网,防止六角网在收网时牵拉变形,前排线架和后排线架均以织网机为圆心,后排线架与线架安装位置承放射圆弧状分布,保障丝径与织网机的齿牙正对,减少因摩擦划伤丝径,并能够有效控制后排线架的每根丝的张力。
附图说明
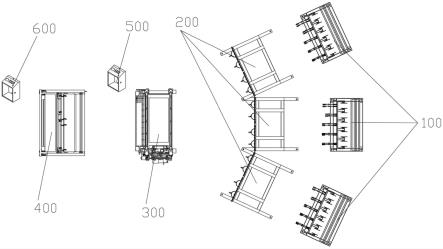
17.图1为本实用新型实施例加工生产线的分布示意图;
18.图2为本实用新型实施例收网机的立体结构示意图;
19.图3为本实用新型实施例收网机的侧视结构示意图;
20.图4为本实用新型实施例织网机的立体结构示意图;
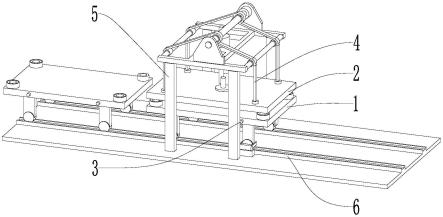
21.图5为本实用新型实施例织网机的内部结构示意图;
22.图6为本实用新型实施例织网机的侧视结构示意图;
23.部件标号说明:
24.图中:
25.后排线架100,前排线架200,织网机300,收网机400,织网机电控箱500,收网机电控箱600,搓捻机构301,传动机构302,拉网机构303,收网机构304,
26.电机输入齿轮1,右主齿轮2,中主齿轮3,左主齿轮4,左凸轮5,右凸轮6,凸轮滑板 7,l型摆动臂8,摆动连杆9,摆动轴10,搓板齿轮11,上搓板12,下搓板13,右主齿轮轴14,中主齿轮轴15,左主齿轮轴16。
具体实施方式
27.下面结合附图对其具体实施方式作进一步阐述。
28.实施例1:
29.如图1-4所示,pet高分子复核单丝六角网自动加工生产线,包括用于放置单丝线原料的后排线架100和前排线架200,设于前排线架200的一侧的织网机300,所述织网机300用于将来自后排线架100和前排线架200的单丝线加工成六角网;还包括设于织网机300一侧的收网机400,所述收网机400用于防止加工后的六角网在收网时被牵拉变形;所述前排线架200和后排线架100均以织网机300为圆心,呈圆弧状分布。后排放线架转速为20节拍/min,采用卷尺盒抽拉技术,在摆线过过程中,有效吸收多线长,并保障后排线架100放线张力恒定,不容易绞线并提高效率,每组后排线架安装20个工字,后排线架100与线架安装位置承放射状,保障丝径与齿牙正对,减少因摩擦划伤丝径,并能够有效控制后排线架100的每根丝的张力。前排线架200的转速20节拍/min,每个线架安装20个工字轮;触摸屏控制运行,人机界面设定参数;伺服控制线架运行和摆线机构,位置精确,摆线动作统一;丝线恒张力控制,不加配重,使编织网目均匀;数显角度控制转轮和摆线机构,动作协调,故障率低,
前排线架200承圆弧状布局,保障每根丝与织网机和齿轮盘正对,减少齿牙划伤丝径。收网机自动卷网,张力设定,人工剪网卸网。
30.收网机400的一侧还设有电机缠卷机,用于将六角网缠卷成卷。还包括织网机电控箱500 和收网机电控箱600,所述织网机电控箱500和收网机电控箱600分别与织网机300及收网机400电连接,用于控制织网机300和收网机400的运行。
31.所述织网机300包括搓捻机构301,传动机构302,拉网机构303和收网机构304。所述传动机构302与搓捻机构301连接,用于控制搓捻机构301搓捻,所述拉网机构303用于将搓捻后的六角网定型,所述收网机构304用于将定型后的六角网拉出。
32.实施例2:
33.本实施例与实施例1相同之处不再赘述,不同之处在于:
34.传动机构包括设于织网机上的一级传动齿轮组,与一级传动齿轮组连接的凸轮组件,与凸轮组件连接的摆动杆组件,所述摆动杆组件与搓捻机构连接,控制搓捻机构搓捻。
35.所述一级传动齿轮组包括电机输入齿轮1,与电机输入齿轮1啮合的右主齿轮2,与右主齿轮2啮合的中主齿轮3,与中主齿轮3啮合的左主齿轮4,所述右主齿轮2和左主齿轮4的直径相同,保证右主齿轮2和左主齿轮4同速旋转,所述电机输入齿轮1转动,依次带动右主齿轮2、中主齿轮3和左主齿轮4转动,电机输入齿轮1输入的速度经右主齿轮2、左主齿轮4和中主齿轮3实现减速。所述右主齿轮2、中主齿轮3和左主齿轮4的中心处分别设有右主齿轮轴14、中主齿轮轴15和左主齿轮轴16。
36.所述凸轮组件包括分别固定在左主齿轮轴16和右主齿轮14轴上的左凸轮5和右凸轮6,转动连接于所述中主齿轮轴15上l型摆动臂8,所述l型摆动臂8上滑动连接有凸轮滑板7,所述左凸轮5和右凸轮6分别设于凸轮滑板7的两侧,且与凸轮滑板7抵接,带动凸轮滑板 7摆动。右主齿轮2和左主齿轮4转动带动右凸轮6和左凸轮5旋转,进而带动凸轮滑板7 摆动,凸轮滑板7带动l型摆动臂8转动。所述摆动杆组件包括与l型摆动臂8转动连接的摆动连杆9,与摆动连杆9转动连接的摆动轴10,固定于摆动轴10上的搓板齿轮11。所述搓板齿轮11与搓捻机构连接,带动搓捻机构搓捻。所述搓捻机构包括上搓板12和下搓板13,所述上搓板12和下搓板13相对一侧设有齿条,所述搓板齿轮11与齿条相啮合。l型摆动臂 8转动,带动摆动连杆9上下移动,进而拉动摆动轴10转动,搓板齿轮11跟随转动,实现搓捻机构的上搓板12、下搓板13间歇性错位移动。
37.上述实施例只是为了说明本实用新型的技术构思及特点,其目的是在于让本领域内的普通技术人员能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡是根据本实用新型内容的实质所做出的等效的变化或修饰,都应涵盖在本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。