1.本实用新型涉及手机等终端产品的配件组装设备技术领域,具体涉及一种手机配件贴合系统。
背景技术:
2.在手机等终端产品的配件组装过程中,通常需要输送配件到预定工位以进行组装。例如,手机屏膜与中框贴合,需要将手机屏与中框分别输送到位,再进行贴合工序,完成后,为保持各配件之间紧密贴合,或者保持配件与手机之间的紧密贴合,还进行保压处理,即保持配件之间或配件与手机之间的结合状态。
3.现有的手机配件或零件输送装置,常称为上下料装置,一般采用两个并行的传送轨道,并采用气缸搬运,这种方式由于气缸是采用气压推动以驱动传送装置移动,工件传送并不稳定,容易损伤工件。而且,现有的贴合系统采用机械定位,难以做到贴合紧密。
技术实现要素:
4.有鉴于此,有必要提供一种贴合精确到位、快速稳定搬运工件且效率高的手机配件贴合系统。
5.一种手机配件贴合系统,用于将第一工件和第二工件进行贴合组装,其包括机械手臂、ccd拍照装置、互相并行的第一传送轨道、第二传送轨道、第三传送轨道,每个传送轨道分别用于传送对应的工件到贴合工位,所述第二传送轨道位于第一传送轨道和第三传送轨道之间,所述机械手臂设于贴合工位上用于将第二传送轨道上的第二工件抓取送到与第一传送轨道或第三传送轨道上的第一工件进行贴合组装,所述ccd拍照装置位于贴合工位上方用于贴合组装时进行拍照,所述机械手臂根据ccd拍照装置的贴合拍照结果第二工件进行调整。
6.进一步地,所述第一传送轨道、第二传送轨道、第三传送轨道分别是直线导轨,每个传送轨道分别上设有导轨、在导轨上移动的治具、驱动治具在导轨上移动的驱动结构,所述驱动结构包括驱动件和受驱动件驱动的滑动件,各个治具设于滑动件上。
7.进一步地,所述机械手臂具有旋转手臂、旋转抓臂和真空吸板,所述旋转抓臂可转动设置旋转手臂末端,所述旋转抓臂包括旋转轴,所述真空吸板可转动地装于旋转轴上,所述真空吸板的两侧分别装有一个捋线机构,所述捋线机构包括丝杆电机和捋排线组件。
8.进一步地,所述机械手臂为四轴机器人,所述四轴机械人设于第一传送轨道、第三传送轨道之间的位置。
9.进一步地,所述ccd拍照装置包括滑轨、滑动块、多个滑台、多个互相平行的相机组件和移动光源,所述滑动块可滑动设于滑轨,每个所述相机组件可上下移动地装设于对应一个滑台上,多个滑台对称地装于滑动块上,所述移动光源装设于相机组件下方一侧以给相机组件提供拍摄照明,所述ccd拍照装置装于一个支架上,所述支架具有横梁和两个立柱,所述滑轨装于所述横梁底侧,所述贴合工位是在横梁下进行,多个相机组件向下拍摄工
件。
10.进一步地,所述滑轨是直线滑轨,所述滑轨一端设有电机以驱动滑动块在滑轨上滑行,以调整相机组件的拍摄位置,所述贴合工位上的工件通过上下料系统运输,所述滑轨的导向垂直于所述上下料系统的运输方向。
11.进一步地,每个所述滑台分别具有一个竖向滑动槽以及竖向滑块,所述竖向滑块可上下滑动装于所述竖向滑动槽,每个所述相机组件具有相机基座,所述竖向滑块装于相机基座上,每个所述滑台包括水平板和竖板,所述竖向滑动槽开设于所述竖板,所述水平板设有水平滑槽,所述滑动块的底部设有水平滑块,所述水平滑槽以及水平板沿着水平滑块在垂直于滑轨的方向上滑动。
12.进一步地,所述第二传送轨道的驱动结构包括驱动件和皮带,所述第二工件置于皮带上运输,所述第二传送轨道的导轨为沿着传送方向延伸、位于两侧的导向板,所述第二传送轨道具有轨道基座,所述轨道基座包括并行的两个侧安装板,所述导向板为两个,每个导向板位于侧安装板的顶部,所述第二传送轨道的驱动结构容置于两个侧安装板之间的空间中。
13.进一步地,所述皮带套设于多个皮带轮上,多个皮带轮包括上皮带轮和下皮带轮,所述驱动件具有联轴器,所述联轴器安装位置是在侧安装板的底部,所述联轴器位于侧安装板的下方,所述皮带经联轴器绕过下皮带轮再绕到上皮带轮。
14.进一步地,所述第二传送轨道的驱动结构有多个,所述第二传送轨道中的每个驱动结构中的皮带运输预定距离,所述第二传送轨道的每个驱动结构中的上皮带轮和下皮带轮分别为两个,两个下皮带轮对称地位于对应的联轴器的上方两侧,两个上皮带轮对称地位于对应的联轴器的上方两侧,两个上皮带轮之间的间距大于两个下皮带轮之间的间距。
15.上述手机配件贴合系统中,在贴合组装过程中,通过ccd拍照装置对贴合情况进行实时拍摄并将结果反馈到机械手臂,由机械手臂快速调整贴合位置,从而保证贴合精准到位,快速高效地实现准确的贴合组装。此外,通过第二传送轨道输送第二工件,同时通过第一传送轨道或第三传送轨道两个轨道同步输送第一工件,再结合机械臂的快速动作,左右旋转即将第二工件装于第一传送轨道或第三传送轨道上的第一工件,能够成倍的提高组装效率,极大地节省时间和生产成本。更进一步地,由于采用三个轨道并行,直线导轨形式,能够快速稳定地输送工件到位。
附图说明
16.图1是本实用新型实施例手机配件贴合系统的立体结构示意图。
17.图2是本实用新型实施例手机配件贴合系统中上下料系统的结构示意图。
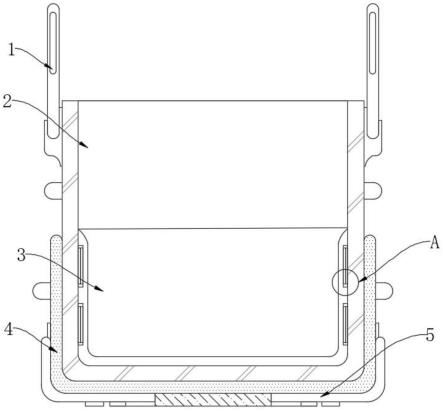
18.图3是图2中上下料系统的侧视结构示意图。
19.图4是图1中手机配件贴合系统的机械手臂中旋转抓臂局部结构示意图。
20.图5是图2中上下料系统的侧视结构示意图。
21.图6是图1中的第二传送轨道的结构示意图。
22.图7是图1中的ccd拍照装置的结构示意图。
23.图8是图7中的ccd拍照装置的滑台相关部分的结构示意图。
具体实施方式
24.本实施例以手机配件贴合系统为例,以下将结合具体实施例和附图对本实用新型进行详细说明。
25.请参阅图1至图3,示出本实用新型实施例提供的一种手机配件贴合系统10,用于将第一工件和第二工件进行贴合组装,其包括机械手臂15、ccd拍照装置20、互相并行的第一传送轨道11、第二传送轨道12、第三传送轨道13,每个传送轨道分别用于传送对应的工件到贴合工位,所述第二传送轨道12位于第一传送轨道11和第三传送轨道13之间,优选地,三个轨道之间两两间距相等。所述机械手臂15设于预定工位上用于将第二传送轨道12上的第二工件62抓取送到与第一传送轨道11或第三传送轨道13上的第一工件61组装。所述ccd拍照装置20位于贴合工位上方用于贴合组装时进行拍照,所述机械手臂15根据ccd拍照装置20的贴合拍照结果第二工件61进行调整。
26.具体地,如图所示,手机配件贴合系统10整个安装于一个设备架101上,手机配件例如手机壳、手机屏、中框等通过上下料系统102传送到预定工位,本实施例中预定工位为贴合工位,即在机械手臂15的抓取位置。每个传送轨道上分别设有导轨112、在导轨112上移动的治具16、驱动治具16在导轨112上移动的驱动结构。上下料系统102包括三个轨道和机械手臂15。
27.本实施例中,所述第一传送轨道11、第二传送轨道12、第三传送轨道13分别是直线导轨结构形式。第一传送轨道11、第三传送轨道13结构基本相同,以第一传送轨道11为例,第一传送轨道中的驱动结构包括驱动件和受驱动件驱动的滑动件116,驱动件优选为气缸,也可以是电机,滑动件116可以是装于治具16上的滑块。由于驱动件可精确控制,从而能够精准地传送到位。同时由于采用直线导轨形式,例如采用螺杆式传动结构,能够快速稳定地输送工件到位,避免工件在输送过程中移动过猛而损伤。所述第一传送轨道11、第三传送轨道13延伸到下一工位以将组装好的组件搬运到所述下一工位。
28.如图2-4所示,所述机械手臂15具有旋转手臂152、旋转抓臂153和真空吸板154,所述旋转抓臂153可转动设置旋转手臂152末端,所述旋转抓臂153包括旋转轴153a,所述真空吸板154可转动地装于旋转轴153a上。优选地,所述机械手臂15为四轴机器人,所述四轴机械人设于第一传送轨道11、第三传送轨道13之间的位置。所述机械手臂15能左右摆动,同时将吸取的第二工件62取放于第一工件61上,再由第一传送轨道11、第三传送轨道13将两个工件一并输送到下一工位。
29.如图4所示,所述真空吸板154的两侧分别装有一个捋线机构155,所述捋线机构155包括丝杆电机155a和捋排线组件155b。通过捋线机构155将手机壳或中框上的排线捋平直,使排线不影响贴合组装操作。
30.如图1和5所示,进一步地,所述第一传送轨道11、第二传送轨道12、第三传送轨道13分别是直线导轨结构形式。第一传送轨道11、第三传送轨道13结构基本相同,以第一传送轨道11为例,第一传送轨道11的导轨112具有悬梁115,所述悬梁115具有滑动平面116,滑动平面116可以是两个平行的平面以平稳支撑治具16。每个所述治具16底部具有贯通槽165以穿设所述悬梁115并使治具16沿着滑动平面116平稳滑动。另外,所述治具16设有定位槽166用于装入工件,所述定位槽166的底壁设有多个气孔,所述气孔与一个抽气通道167相连,通过抽真空将工件吸附于定位槽166中。
31.第二传送轨道12的驱动结构可以采用如同第一传送轨道11、第三传送轨道13一样的结构形式,此种结构形式不再赘述。在图6所示的实施例中,第二传送轨道12的驱动结构不同于第一传送轨道11、第三传送轨道13。在第二传送轨道12。具体地,如图3所示,第二传送轨道12的导轨112为沿着传送方向延伸、位于两侧的导向板,驱动结构包括驱动件123和皮带125,驱动件123具有联轴器124。所述第二工件662置于皮带125上运输。第二传送轨道12具有轨道基座,所述轨道基座包括并行的两个侧安装板121,所述导向板为两个,每个导向板位于侧安装板121的顶部。驱动结构容置于两个侧安装板121之间的空间中。皮带125套设于多个皮带轮126上,多个皮带轮126包括上皮带轮126a和下皮带轮126b。为方便安装,不占用空间,联轴器124安装位置是在侧安装板121的底部,联轴器124位于侧安装板121的下方。皮带125经联轴器124绕过下皮带轮126b再绕到上皮带轮126a。
32.在本实施例中,优选地,驱动结构采用多段式接续驱动,第二传送轨道12的驱动结构具有多个,每个驱动结构采用上述结构,每个驱动结构中的皮带125运输预定距离,该预定距离大于工件的长度。即,皮带125的直线运输长度大于工件的长度。根据整个运输路程的长度,设置二段或三段以上的驱动结构。每个驱动结构中,上皮带轮126a和下皮带轮126b分别为两个,两个下皮带轮126b对称地位于对应的联轴器124的上方两侧,两个上皮带轮126a对称地位于对应的联轴器124的上方两侧,且两个上皮带轮126a之间的间距大于两个下皮带轮126b之间的间距。
33.如图所示,在运输第二工件62,第二工件时62直接放置在皮带125上,可以直接通过手工放置,由于第二工件62与皮带是软接触,不需要定位,通过两侧的导向件卡位第二工件时62的两侧并导引第二工件62前行。启动驱动结构,带动第二工件62前行。本实施例中,采用多段式驱动结构,可以同时运输多个工件。如图所示,由于多段式驱动结构相互之间是独立运输的,互不干涉。当第二工件62运送预定工位时,即处于最后一段的驱动结构的皮带125上,则通过机械手臂15将第二工件62抓取送到第一传送轨道11、第三传送轨道13的治具16,第一传送轨道11、第三传送轨道13的治具16上装有第一工件61,通过机械手臂15交替地将第二工件62抓取送到两个轨道上的第一工件61并组装,如贴合。由于在组装时通过ccd拍照装置定位是否贴合到位,因此,在运输第二工件62并不需要定位准确,只要运输第二工件62即可。当一个第二工件62抓取走后,后一个第二工件62在对应驱动结构的驱动下送到下一个驱动结构(即在机械手臂15正下方的驱动结构),其余驱动结构依次推进,同时最外端的驱动结构是空余,即可上料(放上新的工件)。由此,可实现连续地同时将多个工件同时运输。组装好的第二工件62和第一工件61一并运输到下一个工位,如保压工位,保压后使第二工件62和第一工件61结合紧密,即可取料。
34.另外,所述预定工位处装有传感器19以感测治具16到位,也可以是一个触碰装置。
35.请参阅图7和图8,ccd拍照装置20包括滑轨21、滑动块22、多个滑台23、多个互相平行的相机组件25和移动光源26,所述滑动块22可滑动设于滑轨21,每个所述相机组件25可上下移动地装设于对应一个滑台23上,多个滑台23对称地装于滑动块22上,所述移动光源26跟随滑动块22的滑动以给多个相机组件25提供拍摄照明。所述移动光源26能自主滑动以调整光照位置和角度。具体地,所述移动光源26装设于相机组件25下方一侧以给相机组件25提供拍摄照明。
36.ccd拍照装置20装于支架40上,所述支架40具有横梁41和两个立柱42,所述滑轨21
装于所述横梁41底侧,所述贴合工位是在横梁41下进行,多个相机组件25向下拍摄工件,优选地,每个相机组件25的镜头垂直朝下,拍摄上下料系统102上送到位的工件。具体地,每个相机组件25包括镜头模组252和影像处理模组252,每个镜头模组251垂直向下设置。所述移动光源26装于传送通道外侧,包括光源架261和支撑光源架261的支脚262,支脚262位于靠外侧,而光源架261为板状并沿着导轨方向平伸,即平伸于传送通道上方并避开相机的一侧,如图所示,光源架261在传送方向的后侧位置。优选地,移动光源26采用面光源,以均匀照射于组装工位。光源架261后侧设有安装背板263,优选地,光源架261可移动地安装于安装背板263上,移动方向平行于传送方向,以便调整光照位置。
37.本实施例中,所述滑轨21是直线滑轨21,所述滑轨21一端设有电机215以驱动滑动块22在滑轨21上滑行,以调整相机组件25的拍摄位置。上下料系统102包括互相并行的三个传送轨和机械手臂15,其中有两个传送轨道上的工件在原位组装,将中间传送轨道的上工件组装于两边的两个传送轨道上。由此,通过调整相机组件25的拍摄位置,可以轮番对两个传送轨道上的工件组装效果进行拍摄,方便快捷,节省工序和成本。
38.如图所示,每个所述滑台23各设有一个竖向滑动槽231以及竖向滑块,所述竖向滑块可上下滑动装于所述竖向滑动槽231,每个所述相机组件25对应装于一个竖向滑块上。具体地,每个所述相机组件25包括一个安装基座253,所述竖向滑块装于对应的安装基座253上。每个所述滑台23包括水平板235和竖板236,竖向滑动槽231开设于所述竖板236。
39.进一步地,水平板235设有水平滑槽237,优选地,水平滑槽237截面呈燕尾槽形状。滑动块22的底部设有水平滑块227。优选地,水平滑块227的底部截面呈燕尾形状,以与水平滑槽237相互锲合,所述水平滑槽237以及水平板235(即滑台23)沿着水平滑槽237在垂直于滑轨21的方向上滑动。另外,为方便固定,水平滑块227和具有滑块227的部分通过紧固件锁住,避免其他方向上移动时水平滑块227和水平滑槽237之间发生移动。
40.如图4和5所示,滑台23的水平滑槽237通过一个微型电机238驱动,即每个滑台23对应装有一个微型电机238,分别独立调整水平位置。具体地,微型电机238可以是固定于水平滑块227,也可以是装于水平滑槽237。在其他实施例中,由于水平滑块227和水平滑槽237是燕尾锲合结构,由此通过手动调整滑台23成为可能。
41.由此,通过滑轨21、滑动块22实现垂直于运输路线上的方向调节,而通过竖向滑动槽231以及竖向滑块实现竖向位置调节。水平滑块227和水平滑槽237可以实现平行于运输路线上的方向调节。
42.上述手机配件贴合系统中,通过第二传送轨道12输送第二工件62,同时通过第一传送轨道11或第三传送轨道13两个轨道同步输送第一工件61,再结合机械臂的快速动作,左右旋转即将第二工件62装于第一传送轨道11或第三传送轨道13上的第一工件61,能够成倍的提高组装效率,极大地节省时间和生产成本。更进一步地,由于采用三个轨道并行,直线滑轨212形式,能够快速稳定地输送工件到位。
43.需要说明的是,以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域技术人员而言,本实用新型可以有各种改动和变化。凡在本实用新型的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。