1.本发明涉及手机玻璃加工技术领域,具体为一种防空盘的双补料上料方法。
背景技术:
2.手机玻璃面板在自动化检测过程中难免会出现不良品(ng玻璃面板);而良品(上玻璃面板)和不良品(ng玻璃面板)需要分开放置。由于无法提前预估上玻璃面板和ng玻璃面板的数量,极容易造成料仓上产生空盘现象。
3.当料仓出现空盘情况,就需要人工进行手工叠放,填补空盘。手机玻璃面板在手工叠放的过程中,容易造成划痕、碰角等情况。
4.传统的机械臂为加快效率,只能提升机械臂的移动速度,或者增加吸取装置,而根据手机玻璃面板特性,改进玻璃面板的吸取顺序成为越来越多自动化检测设备提高工作效率的方法。
5.由于检测过程中,需要测量手机玻璃面板的ir、pv值、厚度等参数,而传统的检测只能知道参数异常,而不知道具体是哪个参数异常。在后续处理ng玻璃面板的时候,势必要重新检测玻璃面板异常原因,造成资源浪费。
6.因此,我们提出一种防空盘的双补料上料方法,以便于解决上述中提出的问题。
技术实现要素:
7.本发明的目的在于提供一种防空盘的双补料上料方法,以解决上述背景技术中提出的问题。
8.为实现上述目的,本发明提供如下技术方案:一种防空盘的双补料上料方法,包括:同取同放准备阶段、ok品同取同放上料阶段、ng品同取同放补料阶段、卸料关机阶段,具体方法为:
9.一、同取同放准备阶段:
10.待测上料盘和待测补料盘分别盛装10个待测玻璃面板,通过输送带从待测位置进入在测位置,此阶段分为2种方法,均为同取同放的准备工作。
11.二、ok品同取同放上料阶段:
12.当测试区的产品旋转一周并结束测试后,回到上下料工位,此时如果玻璃面板是合格的,视为ok品,上料机器人的下料吸取装置会将已测试完毕的ok品吸取,并将上料吸取装置的待测玻璃面板放置到上下料工位;
13.然后上料机器人旋转到上料区,并将已测试完毕的玻璃面板放置到从在测上料盘的1号空位上,上料吸取装置从在测上料盘的3号待测玻璃吸起,等待替换上下料工位中的ok品或者ng品,此阶段中在测上料盘的放料和吸料是同步进行的,实现同取同放;
14.随着在测上料盘上的待测玻璃面板被取走,输送带会带动在测上料盘慢慢向左移动,而待测上料盘会按一定距离自动跟随在测上料盘移动,当在测上料盘最后2个放料位(9号和10号)的玻璃面板被取走后上料机器人的下料吸取装置会先放置ok品到9号位,然后再
吸取待测上料盘的1号位待测玻璃,过渡阶段采用先放后取的方式。
15.三、ng品下料并同取同放补料:
16.当测试区的产品旋转一周并结束测试后,回到上下料工位,此时如果玻璃面板是不合格的,视为ng品,上料机器人的下料吸取装置会将ng品吸取后将上料吸取装置上的待测玻璃面板放置到上下料工位,上料机器人将下料吸取装置的ng品放置到中转仓的ng品放置位,同时,上料吸取装置吸取中转仓补料位的待测玻璃,此阶段中中转仓的放料和吸料是同步进行的,实现同取同放;
17.接收到ng品的中转仓移动到补料区,补料机械臂移动到中转仓上,ng品吸取装置下降到ng品放置位的ng品上时将ng信息通过三个盖章机构对ng品进行标记,然后再将ng品放置位的ng品吸起,同时,补料吸取装置将e待测玻璃面板放置到补料位,此阶段中中转仓的放料和吸料是同步进行的,实现同取同放;
18.补料机械臂移动到在测补料盘上,ng品吸取装置放下ng品的同时补料吸取装置再吸取f待测玻璃面板,等待补料,此阶段中ng品的放料和待检测品的吸料是同步进行的,实现同取同放;
19.带有一个待测玻璃面板的中转仓再移动到上料区,等待ng产品和补料,随着料盘位上的待测玻璃面板被取走,输送带会带动料盘慢慢向左移动,而待测ng料盘会按一定距离自动跟随在测补料盘移动,当在测补料盘1最后2个放料位(i号和j号)的玻璃面板被取走后补料机械臂的ng品吸取装置会先放置ng品到i号位,然后再吸取待测ng盘的a号位待测玻璃,过渡阶段采用先放后取的方式。
20.四、卸料关机阶段:
21.对设备发送“交班清盘”指令后,待测上料盘将不再放置料盘到输送带上,上料机器人会吸取完在测上料盘的待测玻璃面板,并把ok品放置到在测上料盘,ng品放置到中转仓;
22.当上料机器人吸取完9号位和10号位的待检测玻璃后,上料吸取装置不再吸取待检测玻璃,下料吸取装置吸满2个ok品,补充到9号位和10号位后,结束检测。
23.优选的,所述同取同放准备阶段的方法一分为五个步骤,其中步骤一为:
24.上料机器人的上料吸取装置分两次吸取在测上料盘中的1号和2号待测玻璃面板,将待测玻璃面板放到上下料工位上,上下料工位在接收到待测玻璃面板后会自动旋转进入对中机构等测试装置,然后,再放置另一片待测玻璃面板到上下料工位。
25.所述步骤二为:中转仓移动到补料区,补料机械臂的补料吸取装置从在测补料盘中吸取a待测玻璃面板,放置到中转仓的补料位上,中转仓接收到待测玻璃面板后会移动到上料区附近,上料机器人从中转仓吸取a待测玻璃面板,放置到上下料工位,上下料工位在接收到待测玻璃面板后会自动旋转进入对中机构等测试装置。
26.所述步骤三为:重复步骤二,将b待测玻璃面板放置到上下料工位。
27.所述步骤四为:中转仓移动到补料区,补料机械臂从在测补料盘中吸取c待测玻璃面板,放置到中转仓的补料位上,中转仓接收到待测玻璃面板后会移动到上料区附近。
28.所述步骤五为:上料机器人的上料吸取装置将中转仓的c待测玻璃面板吸取起来,等待替换检测区检测完成的产品,中转仓再退回到补料区,补料机械臂的补料吸取装置再将d待测玻璃面板放置在中转仓的补料位上,中转仓移动到上料区附近,然后补料机械臂的
补料吸取装置再从在测补料盘吸取e待测玻璃面板,等待补料,至此,完成同取同放准备工作。
29.优选的,所述同取同放准备阶段的方法二分为四个步骤,其中步骤一为:中转仓移动到补料区,补料机械臂的补料吸取装置从在测ng料盘中吸取a待测玻璃面板,放置到中转仓的补料位上,中转仓接收到待测玻璃面板后会移动到上料区附近,上料机器人的上料吸取装置从中转仓吸取a待测玻璃面板,放置到上下料工位,上下料工位在接收到待测玻璃面板后会自动旋转进入对中机构等测试装置,中转仓回到补料区附近。
30.所述步骤二为:重复步骤一,将b待测玻璃面板也放置到上下料工位,再次重复步骤一,将c待测玻璃面板也放置到上下料工位。
31.所述步骤三为:补料机械臂的补料吸取装置吸取d待测玻璃面板,并放置到中转仓补料位,中转仓移动到上料区附近,等待补料,然后补料机械臂的补料吸取装置吸取e待测玻璃面板悬停,等待补料。
32.所述步骤四为:上料机器人的上料吸取装置将1号待测玻璃面板吸取起来,放置到上下料工位,然后再吸取2号待测玻璃面板悬停,等待上料,至此,完成同取同放准备工作。
33.与现有技术相比,本发明的有益效果是:
34.1、通过同取同放的方式,减少机械臂行程,提升工作效率;
35.2、通过已测上产品由在测上料盘补位,已测ng产品由在测补料盘补位,防止上料盘或补料盘出现空盘,简化后续工序的工作量;
36.3、通过给ng产品进行标记,位后工序的ng产品提供分类依据,提高工作效率。
附图说明
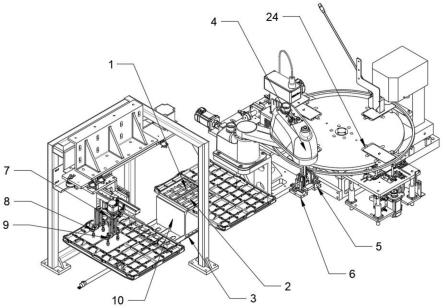
37.图1为本发明的结构示意图;
38.图2为本发明的俯视图;
39.图3为本发明中补料机械臂的结构示意图;
40.图4为本发明中中转仓的结构示意图。
41.图中:1、ng品放置位;2、补料位;3、移动轨道;4、上料机器人;5、上料吸取装置;6、下料吸取装置;7、补料机械臂;8、ng品吸取装置;9、补料吸取装置;10、中转仓;11、pv值ng盖章装置;12、厚度ng盖章装置;13、ir值ng盖章装置;14、测试装置一;15、对中机构;16、测试装置二;17、检测转盘;18、已测上料盘;19、已测补料盘;20、待测补料盘;21、在测补料盘;22、在测上料盘;23、待测上料盘;24、上下料工位。
具体实施方式
42.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.请参阅图1-4,本发明提供一种技术方案:一种防空盘的双补料上料方法,包括:测试区、上料机器人4、上料区、中转仓10、补料区、补料机械臂7。
44.所述测试区设有检测转盘17,检测转盘17在间隔90
°
的边缘依次设置有上下料工
位24、对中机构15、测试装置一14、测试装置二16,其中上下料工位24用于取走已检测完毕的玻璃面板,并放置新的待检测玻璃面板,对中机构15将玻璃面板进行精准定位,以便于进行下一步检测测试装置一14检测玻璃面板的pv值和厚度,并将pv值和厚度ng信息传递给盖章装置,测试装置二16测试玻璃面板的ir值,并将ir值信息传递给盖章装置;
45.所述上料机器人4位于测试区和上料区之间,将测试区中上下料工位24的玻璃面板取下,将上料区或中转仓10的待测玻璃面板放置在上下料工位24上,上料机器人4上设置有下料吸取装置6和上料吸取装置5,下料吸取装置6和上料吸取装置5均安装有四个真空吸盘,其中下料吸取装置6主要是对已测试完毕的玻璃面板进行下料,上料吸取装置5主要吸取待测玻璃面板并放置到上下料工位24;
46.所述上料区包括待测上料盘23,待测上料盘23内设置有10个放料位,每个放料位中放置有1个待检测的玻璃面板,待测上料盘23连接有输送带,通过输送带输送到在测位成为在测上料盘22;
47.在测上料盘22为测试区提供玻璃面板,当所有待测玻璃面板测试完成,并剔除ng玻璃面板后,再次承载上玻璃面板,在测上料盘22通过输送带输送到已测位成为已测上料盘18;
48.已测上料盘18承载ok品,并等待进入下一步工序;
49.所述中转仓10设有ng品放置位1和补料位2,ng品放置位1承载通过上料机器人4从上下料工位24取下的ng玻璃面板,补料位2承载通过补料机械臂7从在测补料盘21补充的待测玻璃面板,中转仓10设置在移动轨道3上,可以在上料区和补料区之间相互移动,以便于上料机器人4和补料机械臂7取放玻璃面板;
50.所述补料区包括待测补料盘位,待测补料盘位放置待测补料盘20,待测补料盘20内设置有10个放料位,每个放料位中放置有1个待检测的玻璃面板,待测补料盘20连接有输送带,通过输送带,输送到在检测位成为在测补料盘21。
51.在测补料盘21为中转仓10提供玻璃面板,在测补料盘21内设置有10个放料位,每个放料位中放置有1个待检测的玻璃面板,当所有待测玻璃面板取走,并全部替换成ng玻璃面板后,在测补料盘21通过输送带,输送到已测位成为已测补料盘19;
52.已测补料盘19盛装ng玻璃面板,并等待进入下一步工序;
53.所述补料机械臂7位于中转仓10和补料区之间,补料机械臂7上设置有ng品吸取装置8和补料吸取装置9,ng品吸取装置8和补料吸取装置9均安装有两个真空吸盘,其中ng品吸取装置8的作用是将ng品吸取并放置到在测补料盘21,补料吸取装置9的作用是将在测补料盘21的待测玻璃吸取并放置到中转仓10,补料机械臂7上设置有3个盖章装置,分别为pv值ng盖章装置11、厚度ng盖章装置12、ir值ng盖章装置13,通过获取测试区的信号,对ng产品进行分类盖章,以便识别ng产品的ng原因。
54.具体方法为:
55.分为4个工作阶段:第一、同取同放准备阶段;第二、ok品同取同放上料阶段;第三、ng品同取同放补料阶段;第四、卸料关机阶段。
56.1、同取同放准备阶段:
57.待测上料盘23和待测补料盘20分别盛装10个待测玻璃面板,通过输送带从待测位置进入在测位置,此阶段分为2种方法,目的都是为了同取同放的准备工作。
58.方法一:
59.步骤一:上料机器人4的上料吸取装置5分两次吸取在测上料盘中22的1号和2号待测玻璃面板,将待测玻璃面板放到上下料工位24上,上下料工位24在接收到待测玻璃面板后会自动旋转进入对中机构15等测试装置,然后,再放置另一片待测玻璃面板到上下料工位24;
60.步骤二:中转仓10移动到补料区,补料机械臂7的补料吸取装置9从在测补料盘21中吸取a待测玻璃面板,放置到中转仓10的补料位上,中转仓10接收到待测玻璃面板后会移动到上料区附近,上料机器人4从中转仓10吸取a待测玻璃面板,放置到上下料工位24,上下料工位24在接收到待测玻璃面板后会自动旋转进入对中机构15等测试装置;
61.步骤三:重复步骤二,将b待测玻璃面板放置到上下料工位24;
62.步骤四:中转仓10移动到补料区,补料机械臂7从在测补料盘21中吸取c待测玻璃面板,放置到中转仓10的补料位上,中转仓10接收到待测玻璃面板后会移动到上料区附近;
63.步骤五:上料机器人4的上料吸取装置5将中转仓10的c待测玻璃面板吸取起来,等待替换检测区检测完成的产品,中转仓10再退回到补料区,补料机械臂7的补料吸取装置9再将d待测玻璃面板放置在中转仓10的补料位上,中转仓10移动到上料区附近,然后补料机械臂7的补料吸取装置9再从在测补料盘21吸取e待测玻璃面板,等待补料,至此,完成同取同放准备工作。
64.方法二:
65.步骤一:中转仓10移动到补料区,补料机械臂7的补料吸取装置9从在测ng料盘中吸取a待测玻璃面板,放置到中转仓10的补料位上,中转仓10接收到待测玻璃面板后会移动到上料区附近,上料机器人4的上料吸取装置5从中转仓10吸取a待测玻璃面板,放置到上下料工位24,上下料工位24在接收到待测玻璃面板后会自动旋转进入对中机构15等测试装置,中转仓10回到补料区附近;
66.步骤二:重复步骤一,将b待测玻璃面板也放置到上下料工位24,再次重复步骤一,将c待测玻璃面板也放置到上下料工位24;
67.步骤三:补料机械臂7的补料吸取装置9吸取d待测玻璃面板,并放置到中转仓10补料位,中转仓10移动到上料区附近,等待补料,然后补料机械臂7的补料吸取装置9吸取e待测玻璃面板悬停,等待补料;
68.步骤四:上料机器人4的上料吸取装置5将1号待测玻璃面板吸取起来,放置到上下料工位24,然后再吸取2号待测玻璃面板悬停,等待上料,至此,完成同取同放准备工作。
69.2、ok品同取同放上料阶段:
70.当测试区的产品旋转一周并结束测试后,回到上下料工位24,此时如果玻璃面板是合格的,视为ok品,上料机器人4的下料吸取装置6会将已测试完毕的ok品吸取,并将上料吸取装置5的待测玻璃面板放置到上下料工位24;
71.然后上料机器人4旋转到上料区,并将已测试完毕的玻璃面板放置到从在测上料盘22的1号空位上,上料吸取装置5从在测上料盘22的3号待测玻璃吸起,等待替换上下料工位24中的ok品或者ng品,此阶段中在测上料盘22的放料和吸料是同步进行的,实现同取同放;
72.随着在测上料盘22上的待测玻璃面板被取走,输送带会带动在测上料盘22慢慢向
左移动,而待测上料盘23会按一定距离自动跟随在测上料盘22移动,当在测上料盘22最后2个放料位(9号和10号)的玻璃面板被取走后上料机器人4的下料吸取装置6会先放置ok品到9号位,然后再吸取待测上料盘23的1号位待测玻璃,过渡阶段采用先放后取的方式。
73.3、ng品下料并同取同放补料:
74.当测试区的产品旋转一周并结束测试后,回到上下料工位24,此时如果玻璃面板是不合格的,视为ng品,上料机器人4的下料吸取装置6会将ng品吸取后将上料吸取装置5上的待测玻璃面板放置到上下料工位24,上料机器人4将下料吸取装置6的ng品放置到中转仓10的ng品放置位1,同时,上料吸取装置5吸取中转仓10补料位的待测玻璃,此阶段中中转仓10的放料和吸料是同步进行的,实现同取同放;
75.接收到ng品的中转仓10移动到补料区,补料机械臂7移动到中转仓10上,ng品吸取装置8下降到ng品放置位1的ng品上时将ng信息通过三个盖章机构对ng品进行标记,然后再将ng品放置位1的ng品吸起,同时,补料吸取装置9将e待测玻璃面板放置到补料位,此阶段中中转仓10的放料和吸料是同步进行的,实现同取同放;
76.补料机械臂7移动到在测补料盘21上,ng品吸取装置8放下ng品的同时补料吸取装置9再吸取f待测玻璃面板,等待补料,此阶段中ng品的放料和待检测品的吸料是同步进行的,实现同取同放;
77.带有一个待测玻璃面板的中转仓10再移动到上料区,等待ng产品和补料,随着料盘位上的待测玻璃面板被取走,输送带会带动料盘慢慢向左移动,而待测ng料盘会按一定距离自动跟随在测补料盘21移动,当在测补料盘21最后2个放料位(i号和j号)的玻璃面板被取走后补料机械臂7的ng品吸取装置8会先放置ng品到i号位,然后再吸取待测ng盘的a号位待测玻璃,过渡阶段采用先放后取的方式。
78.4、卸料关机阶段:
79.对设备发送“交班清盘”指令后,待测上料盘23将不再放置料盘到输送带上,上料机器人4会吸取完在测上料盘22的待测玻璃面板,并把ok品放置到在测上料盘22,ng品放置到中转仓10;
80.当上料机器人4吸取完9号位和10号位的待检测玻璃后,上料吸取装置5不再吸取待检测玻璃,下料吸取装置6吸满2个ok品,补充到9号位和10号位后,结束检测。
81.本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
82.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。