1.本发明涉及半导体领域,具体涉及一种用于探针针尾镀金的方法及定位治具。
背景技术:
2.当今的半导体行业高速发展,在封装之前的大量芯片都需要进行检测,这一过程需要用到探针卡,probehead(探针头)是探针卡中的主要组成部分,而探针又是探针头中的核心部件,探针头与转接基板的连接是靠探针与基板的连接来完成的,所以探针与基板的连接性能直接决定了探针卡的性能。
3.探针在工作过程中是针尾通过点接触或者面接触与基板上面的金属pad连接,而探针中的主要成分是铜,铜在空气中容易氧化,所以工作时间长会氧化导致接触不良。
4.由于,探针通过针尾与基板上面的金属pad接触,为了保证连接的稳定性,因此,需要研发一种方法使得探针与基板金属pad接触稳定性的方法。本发明提出在针尾镀一层硬金;但是探针尺寸较小,操作困难,一般的方法很难实现针尾镀金,且镀金效果不佳。本发明提出一种用于探针针尾镀金的方法,可以简单有效的进行针尾镀金。
技术实现要素:
5.本发明克服了现有技术的不足,提供一种用于探针针尾镀金的方法及定位治具,可以简单有效的进行针尾镀金,能够进一步提高探针在使用时连接的稳定性。
6.为达到上述目的,本发明采用的技术方案为:一种用于探针针尾镀金的方法,包括以下步骤;步骤s1,通过定位治具固定待加工的若干根探针。
7.步骤s2,将探针插入加工治具一内吸附有金镀液的海绵中,进行电净操作;去除表面杂质。
8.步骤s3,将探针插入加工治具二内吸附有水的海绵中,进行清洁操作;去除剩余的表面杂质和电净液。
9.由于探针的针尾粘有电净液不用水清洁,直接放到电镀液中,电净液会将电镀液污染,导致电镀金属有问题,所以需要清水进行清洁。
10.步骤s4,将探针插入加工治具三内吸附有乙醇的海绵中;进行水汽去除和干燥处理。
11.由于探针的针尾粘着水直接放到电镀液中,会稀释镍电镀液或金电镀液,导致电镀质量不好,如果直接吹干探针的针尾表面上的水,很容易残留少量水汽,导致针尾中的铜被氧化,从而无法实现操作镀金。
12.步骤s5,将探针插入加工治具四内吸附有镍镀液的海绵中,在针尾表面镀镍。
13.具体的,先镀镍后镀金,是由于探针的针尾与金的粘附性较差,金容易脱落,所以需要先电镀一层镍作为过渡层,此过渡层与针尾和金都有好的粘附性。
14.步骤s6,将探针插入加工治具五内吸附有金镀液的海绵中,在针尾表面镀金。
15.本发明一个较佳实施例中,定位治具包括上层多孔板和下层多孔板,且上层多孔板和下层多孔板能相对位移错位;上层多孔板采用的是陶瓷多孔板,下层多孔板采用的是铜多孔板。
16.本发明一个较佳实施例中,海绵采用的是表面致密不粗糙的强吸水海绵;或/和,加工治具三内的乙醇采用的是无水乙醇,加工治具二内的水采用的是去离子水;步骤s4中,在探针的针尾的加工段在加工治具三内吸附有乙醇的海绵中取出后,采用氮气枪吹针尾部分,将加工段上的乙醇吹干。
17.本发明一个较佳实施例中,若干个探针对应插入治具中,且探针的针尾的加工段露出在定位治具的铜多孔板外面;将上层多孔板和下层多孔板进行水平错位,将探针限位固定住。
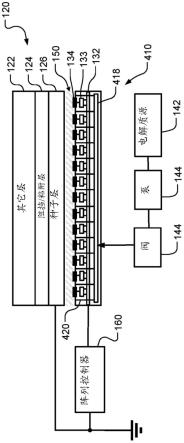
18.本发明一个较佳实施例中,将定位治具的下层多孔板与电源表的阴极连接,对下层多孔板输出稳定的电流;电源表的阳极连接到加工治具一上,且加工治具一、加工治具四、加工治具五采用的是导电金属。
19.具体的,加工治具一、加工治具二、加工治具三、加工治具五,采用的是铜槽治具;加工治具四采用的是镍槽治具。
20.本发明一个较佳实施例中,步骤s2中,电源表选用的输出电流设定为150微安,将步骤1探针的针尾的加工段插入加工治具一中接触浸泡在电净液中的海绵,时间30秒;去除针尾表面的附着物或/和氧化物。
21.本发明一个较佳实施例中,步骤s5中电源表输出电流根据探针数量调整,按照每根探针用1.5-2.5微安计算,将探针的针尾的加工段插入加工治具四中轻轻接触浸泡在镍镀液中的海绵,时间4-8分钟,在加工段表面镀一层镍;每进行镀镍操作后,重复步骤s3,将针尾上面的镍镀液清洗干净。
22.本发明一个较佳实施例中,步骤s5中,检测电镀镍的厚度,计算出电镀镍的速率;根据实际的成品需求,调整重复操作步骤s5的次数,实现镀镍操作,将镍镀层加厚到5um。
23.本发明一个较佳实施例中,步骤s6中,检测电镀金的厚度,计算出电镀金的速率;根据实际的成品需求,调整重复操作步骤s6的次数,实现镀金操作,将金镀层加厚到2um。
24.本发明一个较佳实施例中,步骤s6中电源表输出电流根据探针数量调整,按照每根探针用1.5-2.5微安计算,将探针的针尾的加工段插入加工治具五中轻轻接触浸泡在金镀液中的海绵,时间4-8分钟,在加工段表面镀一层金;每进行镀金操作后,重复步骤s3,将针尾上面的金镀液清洗干净。
25.一种用于探针针尾镀金中采用的定位治具,所述定位治具包括上层多孔板和下层多孔板,所述下层多孔板上设置有金属多孔板,所述上层多孔板上设置有陶瓷多孔板;所述上层多孔板能活动罩设在下层多孔板上的金属多孔板上;所述铜多孔板上设置的若干个探针孔一与下层多孔板上设置的若干个探针孔二对应,所述探针能贯穿所述探针孔一和探针孔二;且上层多孔板能通过锁定机构将所述上层多孔板与下层多孔板错位组合。
26.本发明一个较佳实施例中,定位治具还包括设置在下层多孔板下方的电磁铁辅助定位板,电磁铁辅助定位板上设置有预定位电磁板,预定位电磁板上设置有与探针孔一和探针孔二对应的导向孔,预定位电磁板采用的是电磁铁结构,电磁铁辅助定位板上还设置
有组合槽;导向孔采用的是漏斗形盲孔;或/和导向孔待用的是漏斗形通孔,且预定位电磁板微动下部设置有能拆装的深度限位板。
27.本发明解决了背景技术中存在的缺陷,本发明的有益效果:本发明提供一种用于探针针尾镀金的方法,可以简单有效的进行针尾镀金,能够进一步提高探针在使用时连接的稳定性。在针尾上面镀金,可以避免因为铜氧化而导致的接触不良问题,而且金导电性非常好,可以减小接触电阻。
附图说明
28.下面结合附图和实施例对本发明进一步说明。
29.图1是本发明优选实施例中定位治具的结构示意图一;图2是本发明优选实施例中定位治具的结构示意图二;图3是本发明优选实施例中定位治具的结构示意图三;其中,1-电磁铁辅助定位板,10-定位销,101-销孔,11-预定位电磁板,111-导向孔,112-组合槽,12-限位槽,13-深度限位板;2-下层多孔板,21-位移槽,22-铜多孔板,23-滑槽;24-锁定机构,241-抵靠板,25-对接插件;3-上层多孔板,31-导向槽,32-导向块,41-探针孔一,42-探针孔二。
具体实施方式
30.现在结合附图和实施例对本发明作进一步详细的说明,这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
31.实施例一如图1所示,一种用于探针针尾镀金的方法,包括以下步骤;步骤s1,通过治具固定待加工的若干根探针。治具包括上层多孔板3和下层多孔板2,且上层多孔板3和下层多孔板2能相对位移错位;上层多孔板3采用的是陶瓷多孔板,下层多孔板2采用的是铜多孔板。若干个探针对应插入治具中,且探针的针尾的加工段露出在治具的铜板外面;将上层多孔板3和下层多孔板2进行水平错位,将探针限位固定住。保证针尾的加工段露出在铜板外面,高度约50um。孔大小根据探针的尺寸来确定,上层多孔板3和下层多孔板2的板厚度一般为200-300um;准备五个加工治具,深度在10mm即可。
32.步骤s2,将探针插入加工治具一内吸附有金镀液的海绵中,进行电净操作;去除表面杂质。将治具的下层多孔板2与电源表的阴极连接,对下层多孔板2输出稳定的电流;电源表的阳极连接到加工治具一上,且加工治具一采用的是导电金属。电源表选用的输出电流设定为150微安,将步骤1探针的针尾的加工段插入加工治具一中接触浸泡在电净液中的海绵,时间30秒;去除针尾表面的附着物或/和氧化物。
33.步骤s3,将探针插入加工治具二内吸附有水的海绵中,进行清洁操作;去除剩余的表面杂质和电净液;加工治具二内的水采用的是去离子水。
34.步骤s4,将探针插入加工治具三内吸附有乙醇的海绵中,加工治具三内的乙醇采用的是无水乙醇;进行水汽去除和干燥处理;在探针的针尾的加工段在加工治具三内吸附有乙醇的海绵中取出后,采用氮气枪吹针尾部分,将加工段上的乙醇吹干。
35.步骤s5,将探针插入加工治具四内吸附有镍镀液的海绵中,在针尾表面镀镍。电源
表输出电流根据探针数量调整,按照每根探针用1.5微安计算,将探针的针尾的加工段插入加工治具四中轻轻接触浸泡在镍镀液中的海绵,时间5分钟,在加工段表面镀一层镍;每进行镀镍操作后,重复步骤s3,将针尾上面的镍镀液清洗干净。检测电镀镍的厚度,计算出电镀镍的速率;根据实际的成品需求,调整重复操作步骤s5的次数,实现镀镍操作,将镍镀层加厚到5um。
36.步骤s6,将探针插入加工治具五内吸附有金镀液的海绵中,在针尾表面镀金。电源表输出电流根据探针数量调整,按照每根探针用1.5微安计算,将探针的针尾的加工段插入加工治具五中轻轻接触浸泡在金镀液中的海绵,时间5分钟,在加工段表面镀一层金;每进行镀金操作后,重复步骤s3,将针尾上面的金镀液清洗干净。检测电镀金的厚度,计算出电镀金的速率;根据实际的成品需求,调整重复操作步骤s6的次数,实现镀金操作,将金镀层加厚到2um。
37.海绵采用的是表面致密不粗糙的强吸水海绵;电源表的阳极连接到加工治具一上,且加工治具一、加工治具四、加工治具五采用的是导电金属。具体的,加工治具一、加工治具二、加工治具三、加工治具五,采用的是铜槽治具;加工治具四采用的是镍槽治具。
38.实施例二如图1所示,一种用于探针针尾镀金的方法,包括以下步骤;步骤s1,通过定位治具固定待加工的若干根探针。治具包括上层多孔板3和下层多孔板2,且上层多孔板3和下层多孔板2能相对位移错位;上层多孔板3采用的是陶瓷多孔板,下层多孔板2采用的是铜多孔板。若干个探针对应插入治具中,且探针的针尾的加工段露出在定位治具的铜多孔板外面;将上层多孔板3和下层多孔板2进行水平错位,将探针限位固定住。只保证针尾的加工段露出在铜板外面,高度约50um。孔大小根据探针的尺寸来确定,上层多孔板3和下层多孔板2的板厚度一般为200-300um;准备五个铜槽治具,深度在10mm即可。将五块吸水海绵分别放入加工治具一、加工治具二、加工治具三、加工治具四、加工治具五。加工治具五倒入适量的金镀液,加工治具四倒入适量的镍镀液,加工治具一倒入电镀专用电净液,加工治具二倒入去离子水,加工治具三倒入无水乙醇,每个槽使海绵充分吸收里面的液体。
39.步骤s2,将探针插入加工治具一内吸附有金镀液的海绵中,进行电净操作;去除表面杂质。将定位治具的下层多孔板2与电源表的阴极连接,对下层多孔板2输出稳定的电流;电源表的阳极连接到加工治具一上,且加工治具一采用的是导电金属。电源表选用的输出电流设定为150微安,将步骤s1的探针的针尾的加工段插入加工治具一中接触浸泡在电净液中的海绵,时间30秒;去除针尾表面的附着物或/和氧化物。
40.步骤s3,将探针插入加工治具二内吸附有水的海绵中,进行清洁操作;去除剩余的表面杂质和电净液;加工治具二内的水采用的是去离子水;步骤s4,将探针插入加工治具三内吸附有乙醇的海绵中,加工治具三内的乙醇采用的是无水乙醇;进行水汽去除和干燥处理;在探针的针尾的加工段在加工治具三内吸附有乙醇的海绵中取出后,采用氮气枪吹针尾部分,将加工段上的乙醇吹干。
41.步骤s5,将探针插入加工治具四内吸附有镍镀液的海绵中,在针尾表面镀镍。电源表输出电流根据探针数量调整,按照每根探针用2微安计算,将探针的针尾的加工段插入加工治具四中轻轻接触浸泡在镍镀液中的海绵,时间3分钟,在加工段表面镀一层镍;每进行
镀镍操作后,重复步骤s3,将针尾上面的镍镀液清洗干净。检测电镀镍的厚度,计算出电镀镍的速率;根据实际的成品需求,调整重复操作步骤s5的次数,实现镀镍操作,将镍镀层加厚到5um。
42.步骤s6,将探针插入加工治具五内吸附有金镀液的海绵中,在针尾表面镀金。电源表输出电流根据探针数量调整,按照每根探针用2微安计算,将探针的针尾的加工段插入加工治具五中轻轻接触浸泡在金镀液中的海绵,时间3分钟,在加工段表面镀一层金;每进行镀金操作后,重复步骤s3,将针尾上面的金镀液清洗干净。检测电镀金的厚度,计算出电镀金的速率;根据实际的成品需求,调整重复操作步骤s6的次数,实现镀金操作,将金镀层加厚到2um。
43.海绵采用的是表面致密不粗糙的强吸水海绵;电源表的阳极连接到加工治具一上,且加工治具一、加工治具四、加工治具五采用的是导电金属。具体的,加工治具一、加工治具二、加工治具三、加工治具五,采用的是铜槽治具;加工治具四采用的是镍槽治具。
44.实施例三如图1所示,一种用于探针针尾镀金的方法,包括以下步骤;步骤s1,通过定位治具固定待加工的若干根探针。定位治具包括上层多孔板3和下层多孔板2,且上层多孔板3和下层多孔板2能相对位移错位;上层多孔板3采用的是陶瓷多孔板,下层多孔板2采用的是铜多孔板。若干个探针对应插入定位治具中,且探针的针尾的加工段露出在定位治具的铜多孔板外面;将上层多孔板3和下层多孔板2进行水平错位,将探针限位固定住。只保证针尾的加工段露出在铜板外面,高度约50um。孔大小根据探针的尺寸来确定,上层多孔板3和下层多孔板2的板厚度一般为200-300um;准备五个治具,深度在10mm即可。将五块吸水海绵分别放入加工治具一、加工治具二、加工治具三、加工治具四、加工治具五。加工治具五倒入适量的金镀液,加工治具四倒入适量的镍镀液,加工治具一倒入电镀专用电净液,加工治具二倒入去离子水,加工治具三倒入无水乙醇,每个槽使海绵充分吸收里面的液体。
45.步骤s2,将探针插入加工治具一内吸附有金镀液的海绵中,进行电净操作;去除表面杂质。将治具的下层多孔板2与电源表的阴极连接,对下层多孔板2输出稳定的电流;电源表的阳极连接到加工治具一上,且加工治具一采用的是导电金属。电源表选用的输出电流设定为150微安,将步骤s1的探针的针尾的加工段插入加工治具一中接触浸泡在电净液中的海绵,时间30秒;去除针尾表面的附着物或/和氧化物。
46.步骤s3,将探针插入加工治具二内吸附有水的海绵中,进行清洁操作;去除剩余的表面杂质和电净液;加工治具二内的水采用的是去离子水;步骤s4,将探针插入加工治具三内吸附有乙醇的海绵中,加工治具三内的乙醇采用的是无水乙醇;进行水汽去除和干燥处理;在探针的针尾的加工段在加工治具三内吸附有乙醇的海绵中取出后,采用氮气枪吹针尾部分,将加工段上的乙醇吹干。
47.步骤s5,将探针插入加工治具四内吸附有镍镀液的海绵中,在针尾表面镀镍。电源表输出电流根据探针数量调整,按照每根探针用2微安计算,将探针的针尾的加工段插入加工治具四中轻轻接触浸泡在镍镀液中的海绵,时间5分钟,在加工段表面镀一层镍;每进行镀镍操作后,重复步骤s3,将针尾上面的镍镀液清洗干净。检测电镀镍的厚度,计算出电镀镍的速率;根据实际的成品需求,调整重复操作步骤s5的次数,实现镀镍操作,将镍镀层加
厚到5um。
48.步骤s6,将探针插入加工治具五内吸附有金镀液的海绵中,在针尾表面镀金。电源表输出电流根据探针数量调整,按照每根探针用2微安计算,将探针的针尾的加工段插入加工治具五中轻轻接触浸泡在金镀液中的海绵,时间5分钟,在加工段表面镀一层金;每进行镀金操作后,重复步骤s3,将针尾上面的金镀液清洗干净。检测电镀金的厚度,计算出电镀金的速率;根据实际的成品需求,调整重复操作步骤s6的次数,实现镀金操作,将金镀层加厚到2um。
49.海绵采用的是表面致密不粗糙的强吸水海绵;电源表的阳极连接到加工治具一上,且加工治具一、加工治具四、加工治具五采用的是导电金属。具体的,加工治具一、加工治具二、加工治具三、加工治具五,采用的是铜槽治具;加工治具四采用的是镍槽治具。
50.实施例四如图1所示,一种用于探针针尾镀金的方法,包括以下步骤;步骤s1,通过定位治具固定待加工的若干根探针。定位治具包括上层多孔板3和下层多孔板2,且上层多孔板3和下层多孔板2能相对位移错位;上层多孔板3采用的是陶瓷多孔板,下层多孔板2采用的是铜多孔板。若干个探针对应插入定位治具中,且探针的针尾的加工段露出在定位治具的铜多孔板外面;将上层多孔板3和下层多孔板2进行水平错位,将探针限位固定住。只保证针尾的加工段露出在铜板外面,高度约50um。孔大小根据探针的尺寸来确定,上层多孔板3和下层多孔板2的板厚度一般为200-300um;准备五个治具,深度在10mm即可。将五块吸水海绵分别放入加工治具一、加工治具二、加工治具三、加工治具四、加工治具五。加工治具五倒入适量的金镀液,加工治具四倒入适量的镍镀液,加工治具一倒入电镀专用电净液,加工治具二倒入去离子水,加工治具三倒入无水乙醇,每个槽使海绵充分吸收里面的液体。
51.步骤s2,将探针插入加工治具一内吸附有金镀液的海绵中,进行电净操作;去除表面杂质。将定位治具的下层多孔板2与电源表的阴极连接,对下层多孔板2输出稳定的电流;电源表的阳极连接到加工治具一上,且加工治具一采用的是导电金属。电源表选用的输出电流设定为150微安,将步骤s1的探针的针尾的加工段插入加工治具一中接触浸泡在电净液中的海绵,时间30秒;去除针尾表面的附着物或/和氧化物。
52.步骤s3,将探针插入加工治具二内吸附有水的海绵中,进行清洁操作;去除剩余的表面杂质和电净液;加工治具二内的水采用的是去离子水;步骤s4,将探针插入加工治具三内吸附有乙醇的海绵中,加工治具三内的乙醇采用的是无水乙醇;进行水汽去除和干燥处理;在探针的针尾的加工段在加工治具三内吸附有乙醇的海绵中取出后,采用氮气枪吹针尾部分,将加工段上的乙醇吹干。
53.步骤s5,将探针插入加工治具四内吸附有镍镀液的海绵中,在针尾表面镀镍。电源表输出电流根据探针数量调整,按照每根探针用2微安计算,将探针的针尾的加工段插入加工治具四中轻轻接触浸泡在镍镀液中的海绵,时间8分钟,在加工段表面镀一层镍;每进行镀镍操作后,重复步骤s3,将针尾上面的镍镀液清洗干净。检测电镀镍的厚度,计算出电镀镍的速率;根据实际的成品需求,调整重复操作步骤s5的次数,实现镀镍操作,将镍镀层加厚到5um。
54.步骤s6,将探针插入加工治具五内吸附有金镀液的海绵中,在针尾表面镀金。电源
表输出电流根据探针数量调整,按照每根探针用2微安计算,将探针的针尾的加工段插入加工治具五中轻轻接触浸泡在金镀液中的海绵,时间8分钟,在加工段表面镀一层金;每进行镀金操作后,重复步骤s3,将针尾上面的金镀液清洗干净。检测电镀金的厚度,计算出电镀金的速率;根据实际的成品需求,调整重复操作步骤s6的次数,实现镀金操作,将金镀层加厚到2um。
55.海绵采用的是表面致密不粗糙的强吸水海绵;电源表的阳极连接到加工治具一上,且加工治具一、加工治具四、加工治具五采用的是导电金属。具体的,加工治具一、加工治具二、加工治具三、加工治具五,采用的是铜槽治具;加工治具四采用的是镍槽治具。
56.实施例五如图1所示,一种用于探针针尾镀金的方法,包括以下步骤;步骤s1,通过定位治具固定待加工的若干根探针。定位治具包括上层多孔板3和下层多孔板2,且上层多孔板3和下层多孔板2能相对位移错位;上层多孔板3采用的是陶瓷多孔板,下层多孔板2采用的是铜多孔板。若干个探针对应插入治具中,且探针的针尾的加工段露出在定位治具的铜多孔板外面;将上层多孔板3和下层多孔板2进行水平错位,将探针限位固定住。只保证针尾的加工段露出在铜多孔板外面,高度约50um。孔大小根据探针的尺寸来确定,上层多孔板3和下层多孔板2的板厚度一般为200-300um;准备五个加工治具,深度在10mm即可。将五块吸水海绵分别放入加工治具一、加工治具二、加工治具三、加工治具四、加工治具五。加工治具五倒入适量的金镀液,加工治具四倒入适量的镍镀液,加工治具一倒入电镀专用电净液,加工治具二倒入去离子水,加工治具三倒入无水乙醇,每个槽使海绵充分吸收里面的液体。
57.步骤s2,将探针插入加工治具一内吸附有金镀液的海绵中,进行电净操作;去除表面杂质。将定位治具的下层多孔板2与电源表的阴极连接,对下层多孔板2输出稳定的电流;电源表的阳极连接到加工治具一上,且加工治具一采用的是导电金属。电源表选用的输出电流设定为150微安,将步骤1探针的针尾的加工段插入加工治具一中接触浸泡在电净液中的海绵,时间30秒;去除针尾表面的附着物或/和氧化物。
58.步骤s3,将探针插入加工治具二内吸附有水的海绵中,进行清洁操作;去除剩余的表面杂质和电净液;加工治具二内的水采用的是去离子水;步骤s4,将探针插入加工治具三内吸附有乙醇的海绵中,加工治具三内的乙醇采用的是无水乙醇;进行水汽去除和干燥处理;在探针的针尾的加工段在加工治具三内吸附有乙醇的海绵中取出后,采用氮气枪吹针尾部分,将加工段上的乙醇吹干。
59.步骤s5,将探针插入加工治具四内吸附有镍镀液的海绵中,在针尾表面镀镍。电源表输出电流根据探针数量调整,按照每根探针用2.5微安计算,将探针的针尾的加工段插入加工治具四中轻轻接触浸泡在镍镀液中的海绵,时间5分钟,在加工段表面镀一层镍;每进行镀镍操作后,重复步骤s3,将针尾上面的镍镀液清洗干净。检测电镀镍的厚度,计算出电镀镍的速率;根据实际的成品需求,调整重复操作步骤s5的次数,实现镀镍操作,将镍镀层加厚到5um。
60.步骤s6,将探针插入加工治具五内吸附有金镀液的海绵中,在针尾表面镀金。电源表输出电流根据探针数量调整,按照每根探针用2.5微安计算,将探针的针尾的加工段插入加工治具五中轻轻接触浸泡在金镀液中的海绵,时间5分钟,在加工段表面镀一层金;每进
行镀金操作后,重复步骤s3,将针尾上面的金镀液清洗干净。检测电镀金的厚度,计算出电镀金的速率;根据实际的成品需求,调整重复操作步骤s6的次数,实现镀金操作,将金镀层加厚到2um。
61.海绵采用的是表面致密不粗糙的强吸水海绵;电源表的阳极连接到加工治具一上,且加工治具一、加工治具四、加工治具五采用的是导电金属。具体的,加工治具一、加工治具二、加工治具三、加工治具五,采用的是铜槽治具;加工治具四采用的是镍槽治具。
62.实施例六如图1所示,一种用于探针针尾镀金中采用的定位治具,定位治具包括上层多孔板3和下层多孔板2,上层多孔板3采用的是槽形结构,且上层多孔板3的中部设置有陶瓷多孔板,陶瓷多孔板下方的两侧设置有一对向下凸出的限位导条。上层多孔板3的下部设置有向下凸起的导向块32。陶瓷多孔板上设置的多个均布的探针孔一41。探针孔一41贯穿上层多孔板3。
63.下层多孔板2采用的结构的断面是h形结构,下层多孔板2的凹槽内设置有凸起的金属多孔板。金属多孔板为铜多孔板,铜多孔板上设置有多个均布的探针孔二42。探针孔二42贯穿下层多孔板2。下层多孔板2的金属多孔板和h形结构的外边沿预留有位移槽21,位移槽21与限位导条对应收纳,下层多孔板2的位移槽21外侧的边沿上设置有锁定机构24,锁定机构24可以采用螺杆。下层多孔板2上还设置有与导向块32对应的滑槽25,以及设置在金属多孔板和下层多孔板2外侧上的带有内螺纹的导向槽31。
64.且导向块32能嵌设入滑槽25内位移。上层多孔板3能活动罩设在下层多孔板2上的铜多孔板上;铜多孔板上设置的若干个探针孔一41与下层多孔板2上设置的若干个探针孔二42对应,探针能贯穿探针孔一41和探针孔二42;且上层多孔板3能通过锁定机构24将上层多孔板3与下层多孔板2错位组合。通过锁定机构24的螺杆的旋接调整锁定机构24的螺杆的旋接深度从而调节上层多孔板3能活动罩设在下层多孔板2上的铜多孔板上的相对位置,实现探针的限位锁定。
65.实施例七如图2所示,在实施例六的基础上,定位治具还包括设置在下层多孔板2下方的电磁铁辅助定位板1,电磁铁辅助定位板1上设置有预定位电磁板11,预定位电磁板11上设置有与探针孔一41和探针孔二42对应的导向孔111,预定位电磁板11采用的是电磁铁结构,电磁铁辅助定位板1上还设置有组合槽112;导向孔111采用的是漏斗形盲孔。锁定机构24可以采用螺杆以及与螺杆连接的抵靠板241组合结构。
66.实施例八如图3所示,在实施例七的基础上,定位治具还包括设置在下层多孔板2下方的电磁铁辅助定位板1,电磁铁辅助定位板1采用的是槽形结构,电磁铁辅助定位板1上设置有预定位电磁板11,预定位电磁板11上设置有与探针孔一41和探针孔二42对应的导向孔111,预定位电磁板11采用的是电磁铁结构,电磁铁辅助定位板1上还设置有组合槽112以及位于电磁铁辅助定位板1的槽形结构内的若干组相对数设置的限位槽12;导向孔111待用的是漏斗形通孔,且预定位电磁板11微动下部设置有能拆装的深度限位板13。
67.实施例六使用时通过,调节深度限位板13在限位槽12上的插接位移,进而调节探针的插入定位治具的深度。然后将下层多孔板2和下层多孔板2通过导向块32和滑槽25对
接,实现下层多孔板2和下层多孔板2组合,探针孔一41和探针孔二42对应。探针的针尾倒插入探针孔一41和探针孔二42后引入电磁铁辅助定位板1,探针放置到位后。然后通过调节锁定机构24的螺杆的旋接深度,将下层多孔板2和下层多孔板2错位位移,将探针夹持锁定。
68.实施例八,使用时,通过调节深度限位板13在限位槽12上的插接位移,进而调节探针的插入定位治具的深度。然后将下层多孔板2和下层多孔板2通过导向块32和滑槽25对接,将下层多孔板2和电磁铁辅助定位板1通过设置在电磁铁辅助定位板1的组合槽112和对接插件25组合对接。利用定位销10插接入销孔101定位。实现下层多孔板2和下层多孔板2、电磁铁辅助定位板1的,探针孔一41和探针孔二42对应、导向孔111对应。探针的针尾倒插入探针孔一41和探针孔二42后引入电磁铁辅助定位板1的导向孔111,探针放置到位后。通过给电磁铁辅助定位板1通电使得电磁铁得电,在预定位电磁板11上产生磁场吸附住探针,辅助定位;然后通过调节锁定机构24的螺杆的旋接深度,将下层多孔板2和下层多孔板2错位位移,将探针夹持锁定。镀金操作时,可以通过抽离深度限位板13使得探针的针尾露出位移定位治具进行加工操作。实施例七,使用时,导向孔111采用的是盲孔,探针定位锁定后,可以通过分离电磁铁辅助定位板1即可将探针针尾露出进行加工。
69.以上依据本发明的理想实施例为启示,通过上述的说明内容,相关人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。