1.本实用新型涉及模具技术领域,具体地说是一种热成型模具改善侧壁性能、尺寸的装置。
背景技术:
2.一个车身的强度取决于车身的设计与钢板强度,因此车身重要防护部位的钢板强度就显得至关重要,热成型钢板无疑是各类高强度板中的佼佼者。热成型钢板则主要应用于前、后保险杠骨架以及a柱、b柱等重点部位,在发生撞击时,尤其在正面和侧面撞击时,可有效减少驾驶舱变形,保护驾乘人员的安全。一般的高强度钢板的抗拉强度在400-450mpa左右,而热成形钢材加热前抗拉强度就已达到500-800mpa,加热成形后则提高至1300-1600mpa,为普通钢材的3-4倍,其硬度仅次于陶瓷,但又具有钢材的韧性。因此由热成型钢板制成的车身极大的提高了车身的抗碰撞能力和整体安全性,在碰撞中对车内人员会起到很好的保护作用。热成型钢板具有很好的材料成形准确度,消除材料回弹的影响,可以实现复杂的形状。由于热成型钢板的特殊性质,并且是加热后成形,因此可以在一道工序完成普通冷冲压成形需多道工序才能完成的复杂形状。一次成型的工艺好处在于可以确保钢板在加工过程当中,钢板内部纤维流向不必受到二次受力的冲击,保证钢板保持最好的强度和韧度,而且在零件成形后进行快速冷却,零件成形后的回弹量很小,极大地提高了材料成形准确度,更好的保证了零件尺寸精度,为下一步的车身焊接打下良好的基础。热成型零件通过模内淬火冷却,改变其金相组织,从而提高其抗拉强度和屈服强度等,为此如何提高零件的冷却效果,成为当前必须处理的问题。
技术实现要素:
3.本实用新型为克服现有技术的不足,提供一种热成型模具改善侧壁性能、尺寸的装置,通过该机构的作用,从而提升零件的冷却效果与改善量产拉毛情况,因此零件的合格性有了很好的保证,且本实用新型安装简单、操作方便、经济适用。
4.为实现上述目的,设计一种热成型模具改善侧壁性能、尺寸的装置,包括斜楔驱动座、斜楔滑块、凸模,其特征在于:斜楔驱动座的一侧设有凸模,位于斜楔驱动座与凸模之间设有斜楔滑块,所述的斜楔滑块的下部左侧为平面,斜楔滑块的下部右侧设有l形凹槽,l形凹槽内连接侧推镶块;斜楔滑块的上部前侧设有滑块侧导板,位于滑块侧导板前方下侧设有滑块上滑板,所述的滑块上滑板与斜楔滑块连接;位于斜楔滑块的上部后侧设有氮气缸。
5.所述的斜楔驱动座的右侧面为倾斜面,所述的倾斜面为左高右低倾斜状布置,并且倾斜面上设有l形凹槽,l形凹槽内连接驱动导板,所述的驱动导板与斜楔滑块的下部左侧面相配合。
6.所述的凸模为“凸”字型结构,并且凸模的左侧上部与侧推镶块相配合。
7.所述的斜楔滑块的顶部连接滑块中心盖板。
8.位于斜楔滑块的上部左侧设有回退限位块。
9.位于斜楔滑块上部左侧端面内嵌设有回退缓冲聚氨酯。
10.本实用新型同现有技术相比,提供一种热成型模具改善侧壁性能、尺寸的装置,通过该机构的作用,从而提升零件的冷却效果与改善量产拉毛情况,因此零件的合格性有了很好的保证,且本实用新型安装简单、操作方便、经济适用。
11.上模往下运动时,斜楔滑块上安装的侧推镶块先往下对产品进行翻边,此时氮气缸处于挤压状态。待产品的侧壁快翻到位的时候,氮气缸进行复位弹开,斜楔滑块在氮气缸的作用下向左侧运动,此时,侧推镶块和凸模之间出现间隙,即可取出产品。
附图说明
12.图1为本实用新型结构示意图。
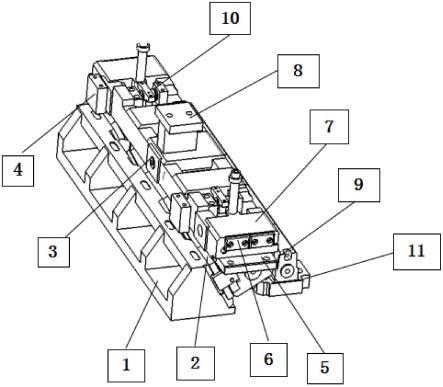
13.图2为本实用新型结构主视图。
14.图3为本实用新型结构剖视图。
15.参见图1至图3,1为斜楔驱动座,2为驱动导板,3为回退缓冲聚氨酯,4为回退限位块,5为滑块上滑板,6为滑块侧导板,7为斜楔滑块,8为滑块中心盖板,9为侧推镶块,10为氮气缸,11为凸模。
具体实施方式
16.下面根据附图对本实用新型做进一步的说明。
17.如图1至图3所示,斜楔驱动座1的一侧设有凸模11,位于斜楔驱动座1与凸模11之间设有斜楔滑块7,所述的斜楔滑块7的下部左侧为平面,斜楔滑块7的下部右侧设有l形凹槽,l形凹槽内连接侧推镶块9;斜楔滑块7的上部前侧设有滑块侧导板6,位于滑块侧导板6前方下侧设有滑块上滑板5,所述的滑块上滑板5与斜楔滑块7连接;位于斜楔滑块7的上部后侧设有氮气缸10。
18.斜楔驱动座1的右侧面为倾斜面,所述的倾斜面为左高右低倾斜状布置,并且倾斜面上设有l形凹槽,l形凹槽内连接驱动导板2,所述的驱动导板2与斜楔滑块7的下部左侧面相配合。
19.凸模11为“凸”字型结构,并且凸模11的左侧上部与侧推镶块9相配合。
20.斜楔滑块7的顶部连接滑块中心盖板8。
21.位于斜楔滑块7的上部左侧设有回退限位块4。
22.位于斜楔滑块7上部左侧端面内嵌设有回退缓冲聚氨酯3。
23.上模往下运动时,斜楔滑块7上安装的侧推镶块9先往下对产品进行翻边,垫侧退镶块9底部以弥补板料侧壁拉伸变薄的间隙,模具到底此时氮气缸10处于挤压状态。待产品的侧壁快翻到位的时候,氮气缸10进行复位弹开,斜楔滑块7在氮气缸10的作用下向左侧运动,回退至回退限位块4,此时,斜楔机构回退到位,取出产品并可以进行下一个冲次循环准备。通过该机构的作用,从而提升零件的冷却效果与改善量产拉毛情况。因此零件的合格性有了很好的保证,且本实用新型安装简单、操作方便、经济适用。
技术特征:
1.一种热成型模具改善侧壁性能、尺寸的装置,包括斜楔驱动座、斜楔滑块、凸模,其特征在于:斜楔驱动座(1)的一侧设有凸模(11),位于斜楔驱动座(1)与凸模(11)之间设有斜楔滑块(7),所述的斜楔滑块(7)的下部左侧为平面,斜楔滑块(7)的下部右侧设有l形凹槽,l形凹槽内连接侧推镶块(9);斜楔滑块(7)的上部前侧设有滑块侧导板(6),位于滑块侧导板(6)前方下侧设有滑块上滑板(5),所述的滑块上滑板(5)与斜楔滑块(7)连接;位于斜楔滑块(7)的上部后侧设有氮气缸(10)。2.根据权利要求1所述的一种热成型模具改善侧壁性能、尺寸的装置,其特征在于:所述的斜楔驱动座(1)的右侧面为倾斜面,所述的倾斜面为左高右低倾斜状布置,并且倾斜面上设有l形凹槽,l形凹槽内连接驱动导板(2),所述的驱动导板(2)与斜楔滑块(7)的下部左侧面相配合。3.根据权利要求1所述的一种热成型模具改善侧壁性能、尺寸的装置,其特征在于:所述的凸模(11)为“凸”字型结构,并且凸模(11)的左侧上部与侧推镶块(9)相配合。4.根据权利要求1所述的一种热成型模具改善侧壁性能、尺寸的装置,其特征在于:所述的斜楔滑块(7)的顶部连接滑块中心盖板(8)。5.根据权利要求1所述的一种热成型模具改善侧壁性能、尺寸的装置,其特征在于:位于斜楔滑块(7)的上部左侧设有回退限位块(4)。6.根据权利要求1所述的一种热成型模具改善侧壁性能、尺寸的装置,其特征在于:位于斜楔滑块(7)上部左侧端面内嵌设有回退缓冲聚氨酯(3)。
技术总结
本实用新型涉及模具技术领域,具体地说是一种热成型模具改善侧壁性能、尺寸的装置。一种热成型模具改善侧壁性能、尺寸的装置,其特征在于:斜楔驱动座的一侧设有凸模,位于斜楔驱动座与凸模之间设有斜楔滑块,所述的斜楔滑块的下部左侧为平面,斜楔滑块的下部右侧设有L形凹槽,L形凹槽内连接侧推镶块;斜楔滑块的上部前侧设有滑块侧导板,位于滑块侧导板前方下侧设有滑块上滑板,所述的滑块上滑板与斜楔滑块连接;位于斜楔滑块的上部后侧设有氮气缸。同现有技术相比,通过该机构的作用,从而提升零件的冷却效果与改善量产拉毛情况,因此零件的合格性有了很好的保证,且本实用新型安装简单、操作方便、经济适用。经济适用。经济适用。
技术研发人员:郭照宇
受保护的技术使用者:上海博汇模具有限公司
技术研发日:2021.12.22
技术公布日:2022/8/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。