一种开放效果的地板mec固化系统涂装工艺及其产品
技术领域
1.本发明属于装饰材料技术领域,更具体的涉及一种开放效果的地板mec固化系统涂装工艺及其产品。
背景技术:
2.随着装饰领域的发展,紫外固化已经在实木地板、复合地板等方面得到较好的应用。
3.但是,随着环保要求的提高、高端地板的发展,常规紫外固化采用汞灯的技术在不断的更新,传统的汞灯固化技术因为在固化时所需要的较大能量,为达到更好的固化效果,可能对地板和实施者都有一定的伤害,限制了传统紫外汞灯固化的发展,因此出现了更多光源的固化方式。
4.为了进一步提升地板mec固化系统在使用时具有极低的耗能,减少对环境的污染,并且在减少涂料涂布量的前提下,提升涂布效果,提升耐磨、耐刮擦等性能的地板涂装工艺,开发一种地板固化装涂工艺仍是现阶段面临的重要问题。
技术实现要素:
5.为了解决上述技术问题,本发明提供了一种开放效果的地板mec(matte
ꢀꢀ
environmental&energy-efficient curing哑光节能环保固化系统)固化系统涂装工艺,包括以下步骤:
6.(1)基材处理;
7.(2)水性着色涂装;
8.(3)第一道辐射固化底漆涂装工艺;
9.(4)第二道辐射固化底漆涂装工艺;
10.(5)第一道面漆涂装工艺;
11.(6)第二道mec面漆涂装工艺,完成涂装。
12.作为一种优选的技术方案,步骤(1)所述的基材处理为对木材进行抛光。
13.作为一种优选的技术方案,步骤(2)所述的水性着色涂装,涂布量为 10-25g/m2,通过红外线烘干。
14.作为一种优选的技术方案,步骤(3)所述的第一道辐射固化底漆涂装工艺采用镓灯和/或led灯固化;涂布量为10-25g/m2。
15.作为一种优选的技术方案,步骤(4)所述的第二道辐射固化底漆涂装工艺采用双辊涂布;涂布量为20-60g/m2;第二道辐射固化底漆涂装工艺采用镓灯和/ 或led灯固化。
16.作为一种优选的技术方案,步骤(3)和步骤(4)所述的镓灯/或led灯的光强度为镓灯光强1500-2500mw/m2,led光强为7000-10000mw/m2;所述的镓灯主波波长为350nm-450nm;所述的led波长为365nm-395nm。
17.作为一种优选的技术方案,步骤(4)所述的第二道辐射固化底漆的细度≤60μm。
18.作为一种优选的技术方案,步骤(5)所述的第一道面漆涂装涂布量为 6-10g/m2。
19.作为一种优选的技术方案,步骤(6)所述的第二道mec面漆涂装工艺中通过led灯光源、镓灯光源、准分子光源、汞灯光源进行固化。
20.作为一种优选的技术方案,步骤(5)所述的第一道面漆涂装涂布量为 6-10g/m2;优选的涂布量为7-8g/m2。
21.本发明的第二方面提供了一种开放效果的mec固化地板产品,所述产品为使用开放效果地板mec固化系统涂装工艺而制备的产品。
22.有益效果:经本发明提供的开放效果的地板mec固化系统涂装工艺具有以下优点:
23.1.传统的六道底漆二道面漆的装涂工艺相比,经本发明提供的开放效果的地板mec固化系统涂装工艺,通过工艺设计及mec固化方式,节省了50%以上的能耗;
24.2.经本发明提供的开放效果的地板mec固化系统涂装工艺,符合国家绿色低碳转型的大方向,适合大规模流水线生产和推广,具有极高的使用价值;
25.3.经本发明提供的开放效果的地板mec固化系统涂装工艺,降低了汞灯的使用频次,减少了环境中汞的污染,符合国家要求;
26.4.通过在表面形成褶皱形成哑光效果,无需消光粉形成,且多个角度光泽均匀,制备出的产品具有良好的表面效果,能有效控制光泽,板面的多角度(20
°
、 45
°
、60
°
、75
°
、85
°
)的光泽度均低于10
°
;
27.5.涂层涂布量大大降低,并极大的降低了产品成本。
28.6.经本发明提供的开放效果的地板mec固化系统涂装工艺,第一道辐射固化底漆采用镓灯/led固化,引发效率高,油漆固化后,转化率高,碎片残留少;第二道辐射固化底漆一次性涂布量40~50g/m2,相比于逐层涂布同样厚度,氧阻聚减少,上述措施大幅提升漆膜的硬度、耐磨和耐刮擦等物理性能。
具体实施方式
29.结合以下本发明的优选实施方法的详述以及包括的实施例可进一步地理解本发明的内容。除非另有说明,本文中使用的所有技术及科学术语均具有与本技术所属领域普通技术人员的通常理解相同的含义。如果现有技术中披露的具体术语的定义与本技术中提供的任何定义不一致,则以本技术中提供的术语定义为准。
30.在本文中使用的,除非上下文中明确地另有指示,否则没有限定单复数形式的特征也意在包括复数形式的特征。还应理解的是,如本文所用术语“由
…
制备”与“包含”同义,“包括”、“包括有”、“具有”、“包含”和/或“包含有”,当在本说明书中使用时表示所陈述的组合物、步骤、方法、制品或装置,但不排除存在或添加一个或多个其它组合物、步骤、方法、制品或装置。此外,当描述本技术的实施方式时,使用“优选的”、“优选地”、“更优选的”等是指,在某些情况下可提供某些有益效果的本发明实施方案。然而,在相同的情况下或其他情况下,其他实施方案也可能是优选的。除此之外,对一个或多个优选实施方案的表述并不暗示其他实施方案不可用,也并非旨在将其他实施方案排除在本发明的范围之外。
31.为了解决上述技术问题,本发明提供了一种开放效果的地板mec固化系统涂装工艺,包括以下步骤:
32.(1)基材处理;
33.(2)水性着色涂装;
34.(3)第一道辐射固化底漆涂装工艺;
35.(4)第二道辐射固化底漆涂装工艺;
36.(5)第一道面漆涂装工艺;
37.(6)第二道mec面漆涂装工艺,完成涂装。
38.需要说明的是,在本技术中,所述的第一道辐射固化底漆包括附着底漆或者封闭底漆。
39.所述的第二道辐射固化底漆包括加硬底漆或者耐磨底漆。
40.在一些优选的实施方式中,步骤(1)所述的基材处理为对木材进行抛光。
41.在一些优选的实施方式中,在具体的抛光过程中采用杜邦丝抛光刷进行处理。
42.在一些优选的实施方式中,步骤(2)所述的水性着色涂装采用红外线烘干,然后使用杜邦丝抛光刷进行打毛刺。
43.在一些优选的实施方式中,步骤(2)所述的干燥温度为75℃~85℃,进一步优选的,为78~82℃,更有选的为80℃。
44.在一些优选的实施方式中,所述的红外干燥的功率为60kw,能耗为60kw/h。
45.在一些优选的实施方式中,步骤(3)所述的第一道辐射固化底漆涂装的涂布量为10-25g/m2。
46.在一些优选的实施方式中,步骤(3)所述的第一道辐射固化底漆涂装的涂布量为15-18g/m2。
47.在一些优选的实施方式中,步骤(3)所述的第一道辐射固化底漆涂装工艺采用镓灯和/或led灯固化。
48.在一些优选的实施方式中,步骤(3)所述的第一道辐射固化底漆涂装工艺采用镓灯和led灯固化。
49.在一些优选的实施方式中,步骤(3)所述的镓灯主波波长为350nm-450nm。
50.在一些优选的实施方式中,步骤(3)所述的led波长为365nm-395nm。
51.在一些优选的实施方式中,步骤(3)所述的固化光强,镓灯光强1500-2500mw/m2,led光强为7000-10000mw/m2。
52.在本技术中,步骤(3)第一道辐射固化底漆涂装工艺中需要过毛刷,使油漆浸入管孔,提升后续涂层的附着力、硬度及耐磨特性。
53.在一些优选的实施方式中,步骤(4)所述的第二道辐射固化底漆涂装采用双辊涂布。
54.在一些优选的实施方式中,步骤(4)所述的双辊涂布量为20-60g/m2。
55.在一些优选的实施方式中,步骤(4)所述的双辊涂布量为40-45g/m2。
56.在一些优选的实施方式中,步骤(4)所述的第二道辐射固化底漆的细度≤60μm。
57.在一些优选的实施方式中,步骤(4)所述的涂装在固化前需流平10-60s。
58.在一些优选的实施方式中,步骤(4)所述的涂装在固化前需流平10-20s。
59.在一些优选的实施方式中,步骤(4)所述的第二道辐射固化底漆涂装工艺采用镓灯和/或led灯固化。
60.在一些优选的实施方式中,步骤(4)所述的第二道辐射固化底漆涂装工艺采用镓
灯和led灯固化。
61.在一些优选的实施方式中,步骤(4)所述的镓灯主波波长为350nm-450nm。
62.在一些优选的实施方式中,步骤(4)所述的led波长为365nm-395nm。
63.在一些优选的实施方式中,步骤(4)所述的镓灯/或led灯的光强度为镓灯光强1500-2500mw/m2,led光强为7000-10000mw/m2。
64.在一些优选的实施方式中,步骤(5)所述的第一道面漆涂装涂布量为 6-10g/m2。
65.在一些优选的实施方式中,步骤(5)所述的第一道面漆涂装涂布量为 7-8g/m2。
66.在一些优选的实施方式中,步骤(5)所述的第一道面漆涂装工艺无需固化。
67.在一些优选的实施方式中,步骤(6)所述的第二道mec面漆涂装工艺中通过led灯光源、镓灯光源、准分子光源、汞灯光源组合光源进行固化。
68.在一些优选的实施方式中,步骤(6)所述的第二道mec面漆涂装,涂布量控制在5-10g/m2;固化前需流平10-60s,后采用mec固化系统(matteenvironmental&energy-efficient curing哑光节能环保固化系统)固化,完成涂装。
69.在一些优选的实施方式中,步骤(6)所述的mec固化系统包括led/镓灯光源、准分子光源、汞灯光源的组合。
70.在实验过程中申请人经过大量的创造性实验探究发现,本发明提供的开放效果的地板mec固化系统涂装工艺较普通涂装工艺节省能耗50%以上。申请人通过对本工艺的进一步分析和预估,得到:在水性着色涂装流程中,使用红外装置进行干燥,功率为60kw,预计耗能60kw/h;第一道辐射固化底漆漆涂装过程中,采用的镓灯功率为6kw,led灯功率为0.5kw,预计能耗不超过6kw/h。第二道辐射固化底漆漆涂装工艺过程中采用的镓灯功率为6kw,led灯功率为 0.5kw,预计耗能不超过6kw/h。第一道面漆涂装无需固化,不产生额外能耗;第二道mec面漆涂装固化,采用的汞灯功率11kw、准分子功率2kw、镓灯功率6kw,预计能耗40kw/h。整个工艺预计耗能不超过100kw/h,较普通工艺节约能耗50%以上。之所以出现这种现象是因为:底漆采用镓灯/led灯固化,由于镓灯/led灯波长占比高,引发效率高,油漆固化后转化效率高,碎片残留少,因此在保证工艺本身能耗低的前提下还可以保证地板的硬度、耐磨性等有了较大的提升。同时,在本发明中,第二道辐射固化底漆一次性涂布量为40~50g/m2,相比于多次重复涂布相同量的涂料,可以降低氧阻聚减少的现象,提升漆膜的硬度和耐磨、耐刮擦等性能。并且,在本发明中,通过mec固化系统,可以在地板表面形成褶皱出现哑光的效果,无需消光粉,可以实现多角度光泽均匀的现象。
71.实施例
72.下面通过实施例对本发明进行具体描述。有必要在此指出的是,以下实施例只用于对本发明的作进一步说明,不能理解为对本发明保护范围的限制,该领域的专业技术人员根据上述本发明的内容做出的一些非本质的改进和调整,仍属于本发明的保护范围。
73.实施例1
74.一种开放效果的地板mec固化系统涂装工艺,包括以下步骤:
75.(1)基材处理,采用杜邦丝抛光刷进行处理;
76.(2)水性着色涂装,涂布量为15g/m2,采用红外线烘干,烘干温度为80℃,功率为60kw,然后使用杜邦丝抛光刷进行打毛刺;
77.(3)第一道辐射固化底漆涂装工艺,涂布量为16g/m2采用采用镓灯和led 灯固化,
镓灯功率6kw,led灯功率0.5kw;
78.(4)第二道辐射固化底漆涂装工艺,涂布量为40g/m2,采用采用镓灯和 led灯固化,镓灯功率6kw,led灯功率0.5kw;
79.(5)第一道面漆涂装工艺,涂布量为7g/m2,不固化;
80.(6)第二道mec面漆涂装工艺,采用mec固化系统固化,汞灯功率11kw,准分子功率2kw,镓灯功率6.0kw,完成涂装。
81.实施例2
82.一种开放效果的地板mec固化系统涂装工艺,包括以下步骤:
83.(1)基材处理,采用杜邦丝抛光刷进行处理;
84.(2)水性着色涂装,涂布量为15g/m2,采用红外线烘干,烘干温度为80℃,功率为60kw,然后使用杜邦丝抛光刷进行打毛刺;
85.(3)第一道辐射固化底漆涂装工艺,涂布量为17g/m2,采用采用镓灯和 led灯固化,镓灯功率6kw,led灯功率0.5kw;
86.(4)第二道辐射固化底漆涂装工艺,涂布量为40g/m2,采用采用镓灯和 led灯固化,镓灯功率6kw,led灯功率0.5kw;
87.(5)第一道面漆涂装工艺,涂布量为7g/m2,不固化;
88.(6)第二道mec面漆涂装工艺,采用mec固化系统固化,汞灯功率11kw,准分子功率2kw,镓灯功率6.0kw,完成涂装。
89.实施例3
90.一种开放效果的地板mec固化系统涂装工艺,包括以下步骤:
91.(1)基材处理,采用杜邦丝抛光刷进行处理;
92.(2)水性着色涂装,涂布量为15g/m2,采用红外线烘干,烘干温度为80℃,功率为60kw,然后使用杜邦丝抛光刷进行打毛刺;
93.(3)第一道辐射固化底漆涂装工艺,涂布量为16g/m2,采用采用镓灯和led 灯固化,镓灯功率6kw,led灯功率0.5kw;
94.(4)第二道辐射固化底漆涂装工艺,涂布量为45g/m2,采用采用镓灯和led 灯固化,镓灯功率6kw,led灯功率0.5kw;
95.(5)第一道面漆涂装工艺,涂布量为7g/m2,不固化;
96.(6)第二道mec面漆涂装工艺,采用mec固化系统固化,汞灯功率11kw,准分子功率2kw镓灯功率6.0kw,完成涂装。
97.实施例4
98.一种开放效果的地板mec固化系统涂装工艺,包括以下步骤:
99.(1)基材处理,采用杜邦丝抛光刷进行处理;
100.(2)水性着色涂装,涂布量为15g/m2,采用红外线烘干,烘干温度为80℃,功率为60kw,然后使用杜邦丝抛光刷进行打毛刺;
101.(3)第一道辐射固化底漆涂装工艺,涂布量为16g/m2,采用采用镓灯和led灯固化,镓灯功率6kw,led灯功率0.5kw;
102.(4)第二道辐射固化底漆涂装工艺,涂布量为43g/m2,采用采用镓灯和 led灯固化,镓灯功率6kw,led灯功率0.5kw;
103.(5)第一道面漆涂装工艺,涂布量为7g/m2,不固化;
104.(6)第二道mec面漆涂装工艺,采用mec固化系统固化,汞灯功率11kw,准分子功率2kw镓灯功率6.0kw,完成涂装。
105.实施例5
106.一种开放效果的地板mec固化系统涂装工艺,包括以下步骤:
107.(1)基材处理,采用杜邦丝抛光刷进行处理;
108.(2)水性着色涂装,涂布量为15g/m2,采用红外线烘干,烘干温度为80℃,功率为60kw,然后使用杜邦丝抛光刷进行打毛刺;
109.(3)第一道辐射固化底漆涂装工艺,涂布量为16g/m2,采用采用镓灯和 led灯固化,镓灯功率6kw,led灯功率0.5kw;
110.(4)第二道辐射固化底漆涂装工艺,涂布量为40g/m2,采用采用镓灯和 led灯固化,镓灯功率6kw,led灯功率0.5kw;
111.(5)第一道面漆涂装工艺,涂布量为8g/m2,不固化;
112.(6)第二道mec面漆涂装工艺,采用mec固化系统固化,汞灯功率11kw,准分子功率2kw,镓灯功率6.0kw,完成涂装。
113.实施例6
114.一种普通地板固化系统涂装工艺,包括以下步骤:
115.(1)基材处理,采用杜邦丝抛光刷进行处理;
116.(2)水性着色涂装,涂布量为15g/m2,烘干温度为80℃,功率为60kw;
117.(3)第一道辐射固化底漆涂装工艺,涂布量为16g/m2,涂层使用汞灯固化,过两支汞灯,汞灯功率11kw;
118.(4)耐磨底涂装工艺,涂布量为20g/m2,涂层使用汞灯固化,过两支汞灯,汞灯功率11kw;
119.(5)第二道辐射固化底漆涂布工艺,涂布量为20g/m2,涂层使用汞灯固化,过两支汞灯,汞灯功率11kw;
120.(6)透明底涂布工艺,涂布量为20g/m2,涂层使用汞灯固化,过两支汞灯,汞灯功率11kw;
121.(7)砂光底涂布工艺,涂布量为20g/m2,涂层使用汞灯固化,过两支汞灯,汞灯功率11kw;
122.(8)第一道面漆涂布工艺,涂布量为8g/m2,涂层使用汞灯固化,过两支汞灯,汞灯功率11kw;
123.(9)第二道面漆涂布工艺,涂布量为8g/m2,涂层使用汞灯固化,过两支汞灯,汞灯功率11kw;
124.性能测试
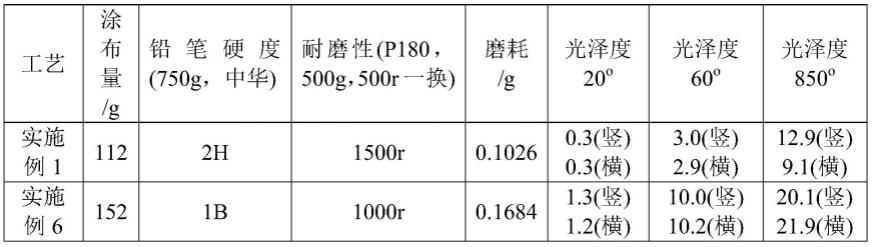
125.1.将实施例1和实施例6工艺应用于相同的地板面积进行涂布,并对涂布后的地板进行性能测试,将测试结果记录于下表1。
126.表1:
[0127][0128]
2.将实施例1和实施例6的工艺控制相同的涂布量,对涂布后的地板进行性能测试,将测试结果记录于下表2。
[0129]
表2:
[0130][0131]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
