1.本技术涉及胶接结构及其形成方法。更具体地,本技术涉及具有增强胶接结合强度的三维结构化多级互锁结构以及形成这种三维结构化多级互锁结构的方法。
背景技术:
2.在轻质结构的框架内通过胶黏剂连接金属和复合材料机械结构,是在不使用紧固件的情况下降低材料成本和重量的有前途的方法。使用胶黏剂粘合存在的主要问题之一是如何优化粘合强度。在许多解释粘附现象的机制中,粘合界面的粗糙度被认为是通过微尺度机械互锁机制提高聚合物胶黏剂中能量耗散过程的主要因素。传统的表面抛光技术提供了较高的表面加工效率,但表面抛光处理技术的可变性导致了不可预测的接合强度,这可能导致不符合认证要求的问题。为了获得可控的机械互锁机制,在被粘物的表面上形成的表面互锁结构对于改善胶黏剂接头的失效载荷和损伤容限是十分有效的。
3.目前已开发出沸水腐蚀、外延生长等技术以获得结构化金属胶接表面。然而,对于沸水腐蚀等技术,对于合金成分高度敏感,因而表面几何形状的可控性差。在飞机等机械结构胶接过程中,这种基于随机设置的机械互锁无法实现对粘合强度影响的定量评估,也不能合理地设计最佳粘合强度。比较先进的方法是采用激光表面加工技术以获得均匀设置的表面微结构,从而大幅增加表面的胶接性能。
4.但是,值得注意的是,聚合物复合材料的机械加工甚至激光切割是一个复杂的过程,因为纤维和聚合物基体具有相当不同的物理性能和热性能,对于高能激光的反应不同。激光加工复合材料的另一个主要问题是有毒副产物的产生,这会对材料特性产生不利影响,并可能对维修技术人员造成健康风险。
5.通过产生微尺度机械互锁机制,微结构化粘合表面能够有效提高粘合效果。但是,提高表面粗糙度将会减少胶黏剂的扩散,特别是对于高粘度的胶黏剂扩散,并且可能产生应力集中并导致过早失效。同时,仅当胶黏剂能够在结构化表面有效扩散并且需要有效的结构件,扩散机制结构化表面才会起作用。也就是说表面的宏观结构、介观结构和图案化微观结构分别起不同的作用。因此,需要不同尺度的图案化微观结构作用机制的表面多级互锁结构,以定量化评估和有效提高胶接性能。
技术实现要素:
6.本发明的主要目的在于提供一种三维结构化多级互锁结构及其制备方法,以解决现有技术中存在的问题。
7.为了实现上述目的,根据本发明的一个方面,提供了一种三维结构化多级互锁结构,包括:第一互锁结构以及第二互锁结构,第一互锁结构包括第一胶接件、交替位于第一胶接件的表面上的至少一个第一键合槽和至少一个第一宏观结构,第二互锁结构包括第二胶接件、交替位于第二胶接件的表面上的至少一个第二键合槽和至少一个第二宏观结构,其中至少一个第一宏观结构与至少一个第二键合槽对准,至少一个第二宏观结构与至少一
个第一键合槽对准,并且其中至少一个第一宏观结构具有远离第一胶接件的第一末端,至少一个第二宏观结构具有远离第二胶接件的第一末端,至少一个第一宏观结构的第一末端和至少一个第二宏观结构的第一末端包括顶平面,其中至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或其中至少一个第二宏观结构的第一末端延伸超过至少一个第一宏观结构的第一末端的顶平面。
8.进一步地,在上述三维结构化多级互锁结构中,在至少一个第一宏观结构的顶平面上还包括至少一个第一图案化微观结构,和/或在至少一个第二宏观结构的顶平面上还包括至少一个第二图案化微观结构;
9.进一步地,在上述三维结构化多级互锁结构中,至少一个第一宏观结构完全延伸穿过至少一个第二图案化微观结构,并且至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或至少一个第二宏观结构完全延伸穿过至少一个第一图案化微观结构,并且至少一个第二宏观结构的第一末端延伸超过至少一个第一宏观结构的第一末端的顶平面。
10.进一步地,在上述三维结构化多级互锁结构中,第一胶接件和至少一个第一宏观结构之间以及第二胶接件和至少一个第二宏观结构之间具有纤维状增强材料,并且纤维状增强材料延伸穿过,优选垂直延伸穿过第一胶接件和至少一个第一宏观结构之间的界面以及第二胶接件和至少一个第二宏观结构之间的界面。
11.进一步地,在上述三维结构化多级互锁结构中,第一互锁结构包括两个以上第一宏观结构和两个以上位于第一宏观结构的顶平面的第一图案化微观结构,以及第二互锁结构包括两个以上第二宏观结构和两个以上位于第二宏观结构的顶平面的第二图案化微观结构。
12.进一步地,在上述三维结构化多级互锁结构中,在平行于至少一个第一宏观结构的分布方向上,至少一个第二键合槽的长度大于至少一个第一宏观结构的长度,和/或至少一个第一键合槽的长度大于至少一个第二宏观结构的长度;优选至少一个第二键合槽的长度是至少一个第一宏观结构的长度加上平行于至少一个第一宏观结构的分布方向上的第一宏观结构与第二宏观结构之间的间隙长度或间隙长度的2倍,该间隙长度等于平行于至少一个第一宏观结构的分布方向上的胶黏剂厚度并且该间隙长度大于等于垂直于胶接表面方向上的胶黏剂厚度,和/或至少一个第一键合槽的长度是至少一个第二宏观结构的长度加上平行于至少一个第二宏观结构的分布方向上的第一宏观结构与第二宏观结构之间的间隙长度或间隙长度的2倍,该间隙长度等于平行于至少一个第二宏观结构的分布方向上的胶黏剂厚度并且该间隙长度大于等于垂直于胶接表面方向上的胶黏剂厚度。
13.进一步地,在上述三维结构化多级互锁结构中,至少一个第一宏观结构和至少一个第二宏观结构的高度在0.02~0.2mm之间,并且至少一个第一图案化微观结构和至少一个第二图案化微观结构的高度在0.001~0.015mm之间。
14.进一步地,在上述三维结构化多级互锁结构中,至少一个第一宏观结构和至少一个第二宏观结构中至少之一的高度是垂直于胶接表面方向上的胶黏剂厚度的一半以上。
15.进一步地,在上述三维结构化多级互锁结构中,至少一个第一宏观结构和至少一个第二宏观结构、至少一个第一图案化微观结构和至少一个第二图案化微观结构以及第一胶接件和第二胶接件由相同材料或不同材料制成,材料选自聚合物树脂和聚合物树脂基复
合材料。
16.根据本发明的另一方面,提供了一种制备上述三维结构化多级互锁结构的方法,该方法包括:
[0017]-提供第一互锁结构,
[0018]-提供第二互锁结构,以及
[0019]-通过胶黏剂将第一互锁结构和第二互锁结构结合,使得至少一个第一宏观结构与至少一个第二键合槽对准以及至少一个第二宏观结构与至少一个第一键合槽对准,并且其中至少一个第一宏观结构具有远离第一胶接件的第一末端,至少一个第二宏观结构具有远离第二胶接件的第一末端,至少一个第一宏观结构的第一末端和至少一个第二宏观结构的第一末端包括顶平面,其中至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或其中至少一个第二宏观结构的第一末端延伸超过至少一个第一宏观结构的第一末端的顶平面,
[0020]
其中至少一个第一宏观结构和至少一个第二宏观结构通过粉末床成型、熔融沉积造型、纳米压印或激光雕刻工艺等成型。
[0021]
进一步地,在上述方法中,在至少一个第一宏观结构的顶平面上还包括至少一个第一图案化微观结构,和/或在至少一个第二宏观结构的顶平面上还包括至少一个第二图案化微观结构;
[0022]
进一步地,在上述方法中,至少一个第一宏观结构完全延伸穿过至少一个第二图案化微观结构,并且至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或至少一个第二宏观结构完全延伸穿过至少一个第一图案化微观结构,并且至少一个第二宏观结构的第一末端延伸超过至少一个第一宏观结构的第一末端的顶平面;以及
[0023]
至少一个第一图案化微观结构和至少一个第二图案化微观结构通过粉末床成型、熔融沉积造型、纳米压印或激光雕刻工艺等成型。
[0024]
进一步地,在上述方法中,在通过胶黏剂将第一互锁结构和第二互锁结构结合之前,对位于至少一个第二宏观结构顶平面的至少一个第二图案化微观结构和/或位于至少一个第一宏观结构顶平面的至少一个第一图案化微观结构以及至少一个第一键合槽和/或至少一个第二键合槽进行表面处理,例如在0~150℃温度下通过等离子体、或者通过机械磨蚀、化学腐蚀等进行表面处理,使胶接表面粗糙度达到1.5~15微米之间,并且与水的接触角达到18
°
以下。
[0025]
进一步地,在上述方法中,进行等离子体表面处理过程中使用的气体选自氧气、空气、氩气和氦气中的至少一种。
[0026]
进一步地,在上述方法中,通过等离子体进行表面处理后,在8小时内通过胶黏剂将第一互锁结构和第二互锁结构结合。
[0027]
应用本发明的技术方案,胶接件表面由宏观结构及其上的图案化微观结构形成三维互锁结构,其中宏观结构之间的相互作用可以提供机械互锁作用,从而大幅度提高胶接效果和增强胶接强度,而宏观结构顶平面的微结构与胶黏剂之间的相互作用可以提供具有额外的能量耗散作用,从而进一步提高胶接效果和增强胶接强度,从而增强其间互锁的机械强度。
附图说明
[0028]
构成本技术一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限制。在附图中:
[0029]
图1示出了根据本发明的一个实施方式的第一或第二互锁结构的局部纵剖立体图,其中阴影线部分示出了纵剖面。
[0030]
图2中a示出了根据本发明的一个实施方式的第一互锁结构沿纤维状增强材料所处断面的纵剖面视图,其中第一互锁结构具有第一胶接件、第一宏观结构,并且在该断面上第一宏观结构和第一胶接件之间具有纤维状增强材料;b示出了根据本发明的一个实施方式的第二互锁结构沿纤维状增强材料所处断面的纵剖面视图,其中第二互锁结构包括第二胶接件和第二宏观结构,并且在该断面上第二宏观结构和第二胶接件之间具有纤维状增强材料。
[0031]
图3中a示出了在图2中的a所示的第一互锁结构中设置第一图案化微观结构沿纤维状增强材料所处断面的纵剖面视图,b示出了在图2中的b所示的第二互锁结构中设置第二图案化微观结构沿纤维状增强材料所处断面的纵剖面视图。
[0032]
图4示出了图3中的a所示的第一互锁结构与图3中的b所示的第二互锁结构对准和胶接后的沿纤维状增强材料所处断面的纵剖面视图。
[0033]
图5中的a和b分别示出了根据本发明实施例1制备的第一和第二互锁结构的局部立体图。
[0034]
图6示出了根据本发明实施例2制备的第一或第二互锁结构的局部立体图。
具体实施方式
[0035]
需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将结合实施例来详细说明本发明,以下针对本技术的详细说明并不构成对本技术权利要求保护范围的限制。
[0036]
针对背景技术中所提及的现有技术中存在的不足,本发明的一个具体实施方式提供了一种三维结构化多级互锁结构,包括:第一互锁结构以及第二互锁结构,第一互锁结构包括第一胶接件、交替位于第一胶接件的表面上的至少一个第一键合槽和至少一个第一宏观结构,第二互锁结构包括第二胶接件、交替位于第二胶接件的表面上的至少一个第二键合槽和至少一个第二宏观结构,其中至少一个第一宏观结构与至少一个第二键合槽对准,至少一个第二宏观结构与至少一个第一键合槽对准,并且其中至少一个第一宏观结构具有远离第一胶接件的第一末端,至少一个第二宏观结构具有远离第二胶接件的第一末端,至少一个第一宏观结构的第一末端和至少一个第二宏观结构的第一末端包括顶平面,其中至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或其中至少一个第二宏观结构的第一末端延伸超过至少一个第一宏观结构的第一末端的顶平面。
[0037]
在根据本发明的三维结构化多级互锁结构中,第一和第二宏观结构之间的相互作用可以提供机械互锁作用,从而大幅度提高多级互锁结构的胶接效果和胶接强度。
[0038]
在根据本发明的三维结构化多级互锁结构的一个优选实施方式中,在至少一个第一宏观结构的顶平面上还包括至少一个第一图案化微观结构,优选具有两个以上的第一图
案化微观结构,和/或在至少一个第二宏观结构的顶平面上还包括至少一个第二图案化微观结构,优选具有两个以上的第二图案化微观结构;至少一个第一宏观结构完全延伸穿过至少一个第二图案化微观结构(优选延伸穿过两个以上的第二图案化微观结构),并且至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或至少一个第二宏观结构完全延伸穿过至少一个第一图案化微观结构(优选延伸穿过两个以上的第一图案化微观结构),并且至少一个第二宏观结构的第一末端延伸超过至少一个第一宏观结构的第一末端的顶平面。第一和第二宏观结构之间的相互作用可以提供机械互锁作用,而第一和第二宏观结构顶平面的微结构与胶黏剂之间的相互作用可以提供额外的能量耗散作用,从而进一步提高胶接效果。
[0039]
在根据本发明的三维结构化多级互锁结构的另一优选实施方式中,第一胶接件和至少一个第一宏观结构之间以及第二胶接件和至少一个第二宏观结构之间具有纤维状增强材料,并且纤维状增强材料延伸穿过、优选垂直延伸穿过第一胶接件和至少一个第一宏观结构之间的界面以及第二胶接件和至少一个第二宏观结构之间的界面。第一和第二宏观结构间的机械互锁作用,通常会导致外力集中于宏观结构本身,这有可能造成宏观结构的破坏,而延伸穿过宏观结构与胶接件之间的纤维状增强材料可进一步提供额外的加强作用,从而抑制这种破坏作用。
[0040]
在根据本发明的三维结构化多级互锁结构的又一优选实施方式中,第一互锁结构包括两个以上第一宏观结构和两个以上位于第一宏观结构的顶平面的第一图案化微观结构(更优选三个、四个、五个或六个或以上第一图案化微观结构),以及第二互锁结构包括两个以上第二宏观结构和两个以上位于第二宏观结构的顶平面的第二图案化微观结构(更优选三个、四个、五个或六个或以上第二图案化微观结构)。以上互锁结构通过具有多个第一和第二宏观结构和多个第一和第二微观结构,可以进一步提高胶接效果和相关的胶接强度。本领域技术人员可以根据需要合理设置互锁结构中宏观结构和微观结构的数量,从而实现所需的胶接效果和胶接强度。
[0041]
在根据本发明的三维结构化多级互锁结构的再一优选实施方式中,在平行于至少一个第一宏观结构的分布方向上,至少一个第二键合槽的长度l
b1
大于至少一个第一宏观结构的长度l
a1
,和/或至少一个第一键合槽的长度l
a2
大于至少一个第二宏观结构的长度l
b2
;优选至少一个第二键合槽的长度l
b1
是至少一个第一宏观结构的长度l
a1
加上平行于至少一个第一宏观结构的分布方向l上的第一宏观结构与第二宏观结构之间的间隙长度lc或间隙长度lc的2倍,该间隙长度lc等于平行于至少一个第一宏观结构的分布方向l上的胶黏剂厚度并且该间隙长度lc大于等于垂直于胶接表面方向t上的胶黏剂厚度l
t
,和/或至少一个第一键合槽的长度l
a2
是至少一个第二宏观结构的长度l
b2
加上平行于至少一个第二宏观结构的分布方向l上的第一宏观结构与第二宏观结构之间的间隙长度lc或间隙长度lc的2倍,该间隙长度lc等于平行于至少一个第二宏观结构的分布方向l上的胶黏剂厚度并且该间隙长度lc大于等于垂直于胶接表面方向t上的胶黏剂厚度l
t
。
[0042]
优选地,该第二宏观结构的分布方向l上的第一宏观结构与第二宏观结构之间的间隙长度等于平行于至少一个第二宏观结构的分布方向l上的胶黏剂厚度,胶黏剂厚度通常为0.01-1.0mm。
[0043]
更优选地,第一示例性互锁结构和第二互锁结构相应部位间的距离为胶黏剂的厚
度。通过该结构,第一宏观结构可以与第二键合槽更好地对准和结合,进一步提高胶接效果和胶接强度。
[0044]
在根据本发明的三维结构化多级互锁结构的另一优选实施方式中,至少一个第一宏观结构和至少一个第二宏观结构的高度在0.02~0.2mm之间,并且至少一个第一图案化微观结构和至少一个第二图案化微观结构的高度在0.001~0.015mm之间。
[0045]
与高度小于0.02mm的宏观结构相比,这些宏观结构通常具有较高的力学强度,从而在抵抗外力作用时能够提供更强的机械互锁作用。另外,与高度大于0.015mm的图案化微观结构相比,这些图案化微观结构通常能够与胶黏剂产生较强的化学或物理相互作用,提供额外的表面粗糙度,在受外力的作用下产生胶黏剂与图案化微观结构间的较强机械互锁作用,从而增强其间互锁的机械强度。
[0046]
在根据本发明的三维结构化多级互锁结构的又一优选实施方式中,至少一个第一宏观结构和至少一个第二宏观结构中至少之一的高度是垂直于胶接表面方向t上的胶黏剂厚度的一半以上。通过这样的高度设置,可以更好地使至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或者使至少一个第二宏观结构的第一末端延伸超过至少一个第一宏观结构的第一末端的顶平面,从而提供较强的机械互锁作用并增强其间互锁的机械强度。
[0047]
在根据本发明的三维结构化多级互锁结构的另一优选实施方式中,至少一个第一宏观结构和至少一个第二宏观结构、至少一个第一图案化微观结构(优选两个以上的第一图案化微观结构)和至少一个第二图案化微观结构(优选两个以上的第二图案化微观结构)以及第一胶接件和第二胶接件可以由相同材料或不同材料制成。
[0048]
该材料可以选自聚合物树脂和聚合物树脂基复合材料。
[0049]
聚合物树脂尤其选自但不限于尼龙(例如pa12、pa6或pa66),聚酰亚胺(pi)树脂(例如缩聚型芳香聚酰亚胺、聚双马来酰亚胺、聚醚酰亚胺pei等)、和聚芳醚酮(paek)树脂(例如聚醚醚酮(peek)、聚醚酮(pek)、聚醚酮酮(pekk)、聚醚醚酮酮(peekk)和聚醚酮醚酮酮(pekekk)等),或以上树脂的多层组合。
[0050]
聚合物树脂基复合材料,尤其选自但不限于,由玻璃纤维、碳纤维、碳纳米管、金属纤维、聚芳酰胺纤维和玄武岩纤维等高性能纤维或者石墨烯、纳米氧化硅、纳米碳化硅等粉体材料增强的上述聚合物树脂材料。对于该材料没有特别限制,本领域技术人员可以根据实际需要选择所需材料。
[0051]
在本技术的另一种典型的实施方式中,提供了一种制备上述三维结构化多级互锁结构的方法,该方法包括:
[0052]-提供第一互锁结构,
[0053]-提供第二互锁结构,以及
[0054]-通过胶黏剂将第一互锁结构和第二互锁结构结合,使得至少一个第一宏观结构与至少一个第二键合槽对准以及至少一个第二宏观结构与至少一个第一键合槽对准,并且其中至少一个第一宏观结构具有远离第一胶接件的第一末端,至少一个第二宏观结构具有远离第二胶接件的第一末端,至少一个第一宏观结构的第一末端和至少一个第二宏观结构的第一末端包括顶平面,其中至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或其中至少一个第二宏观结构的第一末端延伸超过至少一个
第一宏观结构的第一末端的顶平面,
[0055]
其中至少一个第一宏观结构和至少一个第二宏观结构通过粉末床成型、熔融沉积造型、纳米压印或激光雕刻工艺等成型。
[0056]
在根据本发明的方法的一个优选实施方式中,在至少一个第一宏观结构的顶平面上还包括至少一个第一图案化微观结构(优选具有两个以上的第一图案化微观结构,更优选具有三个、四个、五个或六个或以上第一图案化微观结构),和/或在至少一个第二宏观结构的顶平面上还包括至少一个第二图案化微观结构(优选具有两个以上的第二图案化微观结构,更优选具有三个、四个、五个或六个或以上第二图案化微观结构);
[0057]
在根据本发明的方法的另一个优选实施方式中,至少一个第一宏观结构完全延伸穿过至少一个第二图案化微观结构(优选穿过两个以上的第二图案化微观结构,更优选穿过三个、四个、五个或六个或以上第二图案化微观结构),并且至少一个第一宏观结构的第一末端延伸超过至少一个第二宏观结构的第一末端的顶平面,或至少一个第二宏观结构完全延伸穿过至少一个第一图案化微观结构(优选穿过两个以上的第一图案化微观结构,更优选穿过三个、四个、五个或六个或以上第一图案化微观结构),且至少一个第二宏观结构的第一末端延伸超过至少一个第一宏观结构的第一末端的顶平面;以及
[0058]
至少一个第一图案化微观结构和至少一个第二图案化微观结构通过粉末床成型、熔融沉积造型、纳米压印或激光雕刻工艺等成型。
[0059]
为获得最佳胶接效果以及保证胶接表面微结构的精度,同时防止高聚物分解,在根据本发明的方法中,在通过胶黏剂将第一互锁结构和第二互锁结构结合之前,对位于至少一个第二宏观结构顶平面的至少一个第二图案化微观结构(优选两个以上的第二图案化微观结构,更优选三个、四个、五个或六个或以上第二图案化微观结构)和/或位于至少一个第一宏观结构顶平面的至少一个第一图案化微观结构(优选两个以上的第一图案化微观结构,更优选三个、四个、五个或六个或以上第一图案化微观结构)以及至少一个第一键合槽和/或至少一个第二键合槽进行表面处理,例如在0~150℃温度下通过等离子体,或者通过机械磨蚀、化学腐蚀等进行表面处理,使胶接表面粗糙度达到1.5~15微米之间,并且与水的接触角达到18
°
以下。
[0060]
在根据本发明的方法中,进行等离子体表面处理过程中使用的气体选自氧气、空气、氩气和氦气中的至少一种。
[0061]
在根据本发明的方法中,通过等离子体进行表面处理后,在8小时内通过胶黏剂将第一互锁结构和第二互锁结构结合。
[0062]
为了方便理解本发明的三维结构化多级互锁结构,以下参照附图进行说明,在图2中的a和b中,分别示出了可用于本技术的第一互锁结构10a和第二互锁结构10b。
[0063]
在本技术随后的加工步骤中,第一互锁结构10a和第二互锁结构10b将可以以任何顺序形成或加工处理。
[0064]
在一些实施方式中,可以同时或分别形成或加工处理第一互锁结构10a和第二互锁结构10b。
[0065]
图2的a中所示的第一互锁结构10a,其包括第一胶接件11a、第一宏观结构12a,还包括在该纵剖断面上嵌入的第一宏观结构12a和第一胶接件11a之间的纤维状增强材料14a。应当理解,存在于该纵剖断面上的纤维状增强材料14a仅是为了例示性示出,第一宏观
结构12a上嵌入的第一宏观结构12a和第一胶接件11a之间的纤维状增强材料14a不仅存在于该纵剖断面上,而且根据需要可以存在于多个纵剖断面上。作为特例,第一宏观结构12a和第一胶接件11a之间也可以不存在纤维状增强材料14a。
[0066]
类似地,图2的b中所示的第二互锁结构10b,其包括第二胶接件11b、第二宏观结构12b、还包括在该纵剖断面上嵌入第二宏观结构12b和第二胶接件11b之间的纤维状增强材料14b。应当理解,存在于该纵剖断面上的纤维状增强材料14b仅是为了例示性示出,第二宏观结构12b上嵌入的第二宏观结构12b和第二胶接件11b之间的纤维状增强材料14b不仅存在于该纵剖断面上,而且根据需要可以存在于多个纵剖断面上。作为特例,第二宏观结构12b和第二胶接件11b之间也可以不存在纤维状增强材料14b。
[0067]
在一些实施方式中,用作第一胶接件11a和第二胶接件11b的材料可以包括聚合物树脂。可用于第一胶接件11a和第二胶接件11b的聚合物树脂材料可以包括但不限于尼龙(例如pa12、pa6或pa66),聚酰亚胺(pi)树脂(例如缩聚型芳香聚酰亚胺、聚双马来酰亚胺、聚醚酰亚胺pei等)、和聚芳醚酮(paek)树脂(例如聚醚醚酮(peek)、聚醚酮(pek)、聚醚酮酮(pekk)、聚醚醚酮酮(peekk)和聚醚酮醚酮酮(pekekk)等)树脂或其多层组合。在一些实施方式中,提供第一胶接件11a的树脂材料可以与提供第二胶接件11b的树脂材料相同。在其它实施方式中,提供第一胶接件11a的树脂材料可以与提供第二胶接件11b的树脂材料不同。
[0068]
在另外的实施方式中,第一胶接件11a和第二胶接件11b可以是聚合物树脂基复合材料。在本技术中,“聚合物树脂基复合材料”表示整个胶接件由聚合物树脂及增强材料组成。典型的增强材料包括碳纤维、碳纳米管、金属纤维、聚芳酰胺纤维和玄武岩纤维等高性能纤维;增强材料还可以是石墨烯、纳米氧化硅、纳米碳化硅等粉体材料,或者玻璃纤维。优选地,本发明采用弹性模量大于聚合物树脂的高性能纤维材料。在一些实施方式中,增强材料可以由上述增强材料中的一种构成。在其它实施方式中,增强材料可以由上述增强材料中两种以上混合或其多层堆叠构成。
[0069]
如上所描述的,第一互锁结构10a包括与第一胶接件11a相连的第一宏观结构12a,而第二互锁结构10b包括与第二胶接件11b相连的第二宏观结构12b。可用作第一宏观结构12a和第二宏观结构12b的合适材料的一些实例包括但不限于聚合物树脂或聚合物树脂基复合材料。
[0070]
聚合物树脂材料,可以包括但不限于,尼龙(例如pa12、pa6或pa66),聚酰亚胺(pi)树脂(例如缩聚型芳香聚酰亚胺、聚双马来酰亚胺、聚醚酰亚胺(pei)等)、和聚芳醚酮(paek)树脂(例如聚醚醚酮(peek)、聚醚酮(pek)、聚醚酮酮(pekk)、聚醚醚酮酮(peekk)和聚醚酮醚酮酮(pekekk)等),或以上树脂的多层组合。
[0071]
聚合物树脂基复合材料,包括玻璃纤维、碳纤维、碳纳米管、金属纤维、聚芳酰胺纤维和玄武岩纤维等高性能纤维或者石墨烯、纳米氧化硅、纳米碳化硅等粉体材料增强的上述聚合物树脂材料。在一些实施方式中,提供第一宏观结构12a和第二宏观结构12b的材料可以与提供第一胶接件11a和第二胶接件11b的材料相同。在其它实施方式中,提供第一宏观结构12a和第二宏观结构12b的材料可以与提供第一胶接件11a和第二胶接件11b的材料不同。
[0072]
优选地,在本技术的实施方式中,采用弹性模量大于聚合物树脂的高性能纤维材
料。在一些实施方式中,增强材料可以由上述增强材料中的一种构成。在其它实施方式中,增强材料可以由上述增强材料中两种以上混合或其多层堆叠构成。
[0073]
参见图2或图3,第一宏观结构12a和第二宏观结构12b在垂直于胶接表面的方向t上通常具有大于0.02mm的高度。
[0074]
与高度小于0.02mm的宏观结构相比,第一宏观结构12a和第二宏观结构12b之间在抵抗外力作用时能够提供较强的机械互锁作用。
[0075]
在一个实例中,对于第一宏观结构12a和第二宏观结构12b在垂直于胶接表面的方向t上的高度,也可以采用小于或大于上述高度范围的其它高度,但要使第一宏观结构12a和第二宏观结构12b的至少一个的高度需要大于胶黏剂厚度的一半,以在胶接完成后,至少一个第一宏观结构12a的第一末端完全延伸穿过第二胶接件表面并且延伸超过至少一个第二宏观结构12b的第一末端的顶平面;或者至少一个第二宏观结构12b的第一末端完全延伸穿过第一结构化胶接件表面并且延伸超过至少一个第一宏观结构12a的第一末端的顶平面。
[0076]
第一宏观结构12a和第二宏观结构12b的至少一个,可以利用机械加工工业中众所周知的技术,例如纳米压印和激光雕刻工艺,与第一胶接件11a或第二胶接件11b同时或分别形成;也可以采用粉末床成型,熔融沉积造型等3d打印工艺同时或分别成型。
[0077]
如上所描述的,参见图2-图4,第一互锁结构10a和第二互锁结构10b还分别包括嵌入第一宏观结构12a和和第一胶接件11a之间的第一纤维状增强材料14a,以及嵌入第二宏观结构12b和第二胶接件11b之间的第二纤维状增强材料14b。第一纤维状增强材料14a和第二纤维状增强材料14b包括碳纤维、碳纳米管、金属纤维、聚芳酰胺纤维和玄武岩纤维等高性能纤维。
[0078]
应当理解,存在于该纵剖断面上的纤维状增强材料14a和14b仅是为了例示性示出,第一宏观结构12a和第一胶接件11a之间的第一纤维状增强材料14a以及第二宏观结构12b上嵌入的第二宏观结构12b和第二胶接件11b之间的纤维状增强材料14b不仅存在于该纵剖断面上,而且根据需要可以存在于多个纵剖断面上。作为特例,第一宏观结构12a和第一胶接件11a和/或第二宏观结构12b和第二胶接件11b之间也可以不存在纤维状增强材料14a和/或14b。
[0079]
在一个实施方式中,增强材料可以由上述增强材料中的一种构成。在其它实施方式中,增强材料可以由上述增强材料中几种混合或其多层堆叠构成。在本技术中,采用弹性模量大于聚合物树脂的高性能纤维材料,可以有效抑制应力集中于宏观结构而导致的第一宏观结构12a和第二宏观结构12b从第一胶接件11a和第二胶接件11b表面脱离的现象。
[0080]
在典型的实施方式中,由于纤维状增强材料14a、14b与宏观结构12a、12b的组成材料间相互作用较弱,常产生纤维撕裂失效;在另一些实施方式中,纤维状增强材料14a、14b未能有效嵌入宏观结构12a、12b和胶接件11a、11b之间,也导致第一宏观结构12a和第二宏观结构12b脱落现象,无法达到进一步提高胶接效果的作用。
[0081]
第一纤维状增强材料14a和第二纤维状增强材料14b中的至少一个可以利用树脂加工工业中众所周知的纤维复合增强材料加工技术,例如挤出和热压工艺在宏观结构12a、12b和胶接件11a、11b界面上加工形成;也可以采用粉末床成型,熔融沉积造型和喷墨打印等3d打印材料添加工艺在宏观结构12a、12b和胶接件11a、11b界面上加工形成。
[0082]
在一些实施方式中,通常采用传统塑料加工工艺形成纤维状增强材料随机设置的复合材料。在另一些实施方式中,采用3d打印等材料添加技术可以使纤维状增强材料沿有效垂直于宏观结构12a、12b和胶接件11a、11b界面分布,从而更有效地抑制纤维撕裂失效。本技术优先采用3d打印等增材添加技术在宏观结构12a、12b和胶接件11a、11b界面上铺设垂直于界面设置的纤维状增强材料。
[0083]
如图2中的a所示,第一互锁结构10a还包括第一宏观结构12a之间的第一键合槽15a。如图2中的b所示,第二互锁结构10b还包括第二宏观结构12b之间的第二键合槽15b。
[0084]
如图2中的a和b所示,在平行于至少一个第一宏观结构12a的分布方向l上,至少一个第二键合槽15b的长度l
b1
大于至少一个第一宏观结构12a的长度l
a1
,和/或至少一个第一键合槽15a的长度l
a2
大于至少一个第二宏观结构12b的长度l
b2
。
[0085]
参见图2和图4,在一个优选实施例中,至少一个第二键合槽15b的长度l
b1
是至少一个第一宏观结构12a的长度l
a1
加上平行于至少一个第一宏观结构12a的分布方向l上的第一宏观结构12a与第二宏观结构12b之间的间隙长度lc或间隙长度lc的2倍;该间隙长度lc等于平行于至少一个第一宏观结构12a的分布方向l上的胶黏剂厚度l
t
,并且间隙长度lc大于等于垂直于胶接表面的方向t上的胶黏剂厚度l
t
;和/或至少一个第一键合槽15a的长度l
a2
是至少一个第二宏观结构12b的长度l
b2
加上平行于至少一个第二宏观结构12b的分布方向l上的第一宏观结构12a与第二宏观结构12b之间的间隙长度lc或间隙长度lc的2倍;该间隙长度lc等于平行于至少一个第二宏观结构12b的分布方向l上的胶黏剂厚度并且该间隙长度lc大于等于垂直于胶接表面的方向t上的胶黏剂厚度l
t
,其中胶黏剂厚度l
t
是在第一互锁结构10a与第二互锁结构10b对准和胶接后第一键合槽15a与第二图案化微观结构13b之间的胶黏剂厚度或者第二键合槽15b与第一图案化微观结构13a之间的胶黏剂厚度。
[0086]
在图3的a和b中,第一互锁结构10a还包括位于第一宏观结构12a顶平面上的第一图案化微观结构13a,而第二互锁结构10b还包括位于第二宏观结构12b顶平面上的第二图案化微观结构13b。
[0087]
可用作第一图案化微观结构13a和第二图案化微观结构13b的合适材料的一些示例包括但不限于聚合物树脂或聚合物树脂基复合材料。聚合物树脂材料可以包括但不限于尼龙(例如pa12、pa6或pa66),聚酰亚胺(pi)树脂(例如缩聚型芳香聚酰亚胺、聚双马来酰亚胺、聚醚酰亚胺pei等)、和聚芳醚酮(paek)树脂(例如聚醚醚酮(peek)、聚醚酮(pek)、聚醚酮酮(pekk)、聚醚醚酮酮(peekk)和聚醚酮醚酮酮(pekekk)等),或以上树脂的多层组合。聚合物树脂基复合材料包括玻璃纤维、碳纤维、碳纳米管、金属纤维、聚芳酰胺纤维和玄武岩纤维等高性能纤维或石墨烯、纳米氧化硅、纳米碳化硅等粉体材料增强的上述聚合物树脂材料。
[0088]
在一些实施方式中,提供第一图案化微观结构13a和第二图案化微观结构13b的材料可以与提供第一宏观结构12a和第二宏观结构12b的材料相同。
[0089]
在其它实施方式中,提供第一图案化微观结构13a和第二图案化微观结构13b的材料可以与提供第一宏观结构12a和第二宏观结构12b的材料不同,但两种材料要有较好的化学兼容性。
[0090]
优选地,在本技术的实施方式中,第一图案化微观结构13a和第二图案化微观结构13b优先采用与第一宏观结构12a和第二宏观结构12b相同的材料构成。
[0091]
在一些实施方式中,增强材料可以由上述增强材料中的一种构成。在其它实施方式中,增强材料可以由上述增强材料中两种以上混合或其多层堆叠构成。
[0092]
第一图案化微观结构13a和第二图案化微观结构13b的尺寸通常小于0.015mm,典型地在0.001~0.015mm之间。与大于0.015mm的图案化微观结构相比,这些图案化微观结构通常能够与胶黏剂产生较强的化学或物理相互作用,提供额外的表面粗糙度,在受外力的作用下产生胶黏剂与图案化微观结构间的较强机械互锁作用。
[0093]
第一图案化微观结构13a和第二图案化微观结构13b中的至少一个可以利用机械加工工业中众所周知的表面图案化技术,例如纳米压印和激光雕刻工艺在第一宏观结构12a和第二宏观结构12b顶平面加工形成;也可以采用粉末床成型,熔融沉积造型和喷墨打印等3d打印增材添加技术在第一宏观结构12a和第二宏观结构12b顶平面上形成。
[0094]
在一些实施方式中,本技术优先采用3d打印等添加技术形成第一图案化微观结构13a和第二图案化微观结构13b。采用材料添加3d打印技术的好处是不仅可以精确控制图案化微观结构的尺寸,而且还可以获得传统机械加工技术难以成型的立体结构。
[0095]
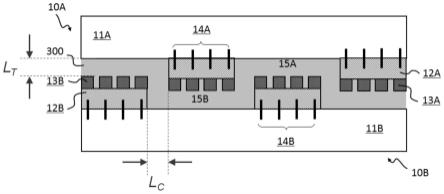
在图4中,示出了图2和图3中示出的第一和第二示例性互锁结构对准的胶接组合结构。胶接表面与胶接表面之间的对准工艺包括:颠倒并翻转示例性结构化胶接件表面互锁结构中的一个,例如第一互锁结构10a,并将翻转后的结构化胶接件表面互锁结构放置在未颠倒翻转的另一结构化胶接件表面互锁结构(例如第二互锁结构10b)上,使得第一互锁结构10a的第一宏观结构12a与第二互锁结构10b的第二键合槽15b之间相互对准。
[0096]
在第一和第二示例性互锁结构对准的胶接组合结构表面上分别涂覆胶黏剂300,之后按照胶接工艺中众所周知的技术进行胶接。确保第一互锁结构的第一宏观结构12a完全延伸穿过第二图案化微观结构13b,并确保第一宏观结构12a的第一末端延伸超过第二宏观结构12b的第一末端的顶平面,并确保第二互锁结构的第二宏观结构12b完全延伸穿过第一互锁结构的第一图案化微观结构13a,且第二宏观结构12b的第一末端延伸超过第一宏观结构12a的第一末端的顶平面。其中,在第一和第二示例性互锁结构对准的胶接组合结构表面涂覆胶黏剂300并对准胶黏以后,其间保留的胶黏剂300的厚度以l
t
表示,第一宏观结构12a与第二宏观结构12b之间的距离以lc表示,此处为清楚起见,放大了其相关尺寸。
[0097]
实施例
[0098]
实施例1
[0099]
制备表面具有宏观、微观条形表面的互锁结构的单搭接样条
[0100]
参见图5中的a和b,制备表面具有宏观结构、微观图案结构分别为条形表面的互锁结构的单搭接样条,其分别包括第一互锁结构10a以及第二互锁结构10b。其中,第一互锁结构10a以及第二互锁结构10b还分别包括第一胶接件11a和第二胶接件11b。
[0101]
第一和第二胶接件11a和11b分别具有长12.7mm(即沿图5中坐标的长度方向的尺寸,本实施例中以下涉及的长度方向与此相同)、宽25.4mm(即沿图5中坐标的宽度方向的尺寸,本实施例中以下涉及的宽度方向与此相同)的平面型结构化表面,该表面上分别均匀设置有长l
a1
、l
b2
分别为1.2mm、宽25.4mm、高0.2mm(即沿图5中坐标的高度方向的尺寸,本实施例中以下涉及的高度方向与此相同)的第一宏观结构12a和第二宏观结构12b。
[0102]
第一宏观结构12a和第二宏观结构12b表面上还分别均匀间隔开设置有长0.2mm、宽25.4mm、高0.015mm的多个第一图案化微观结构13a和第二图案化微观结构13b;第一图案
化微观结构13a或第二图案化微观结构13b之间的距离为0.3mm。
[0103]
在两个第一宏观结构12a或第二宏观结构12b之间分别还设置有一个长l
a2
、l
b1
分别为1.3mm、宽25.4mm、高0.215mm的第一键合槽15a或第二键合槽15b。
[0104]
其中,第一键合槽15a的长度l
a2
大于等于第二宏观结构12b的长度l
b2
,第二键合槽15b的长度l
b1
大于等于第一宏观结构12a的长度l
a1
,最好第一键合槽15a的长度l
a2
等于第二宏观结构12b的长度l
b2
加上平行于第一宏观结构12a的分布方向l上的第一宏观结构12a与第二宏观结构12b之间的间隙长度lc或间隙长度lc的2倍。
[0105]
间隙长度lc等于平行于至少一个第一宏观结构12a的分布方向l上的胶黏剂厚度并且间隙长度lc大于等于垂直于胶接表面方向t上的胶黏剂厚度l
t
。
[0106]
相应地,第二键合槽15b的长度等于第一宏观结构12a的长度l
a1
加上平行于第一宏观结构12a的分布方向l上的第一宏观结构12a与第二宏观结构12b之间的间隙长度lc或间隙长度lc的2倍,该间隙长度lc等于平行于至少一个第二宏观结构12b的分布方向l上的胶黏剂厚度并且该间隙长度lc大于等于垂直于胶接表面的方向t上的胶黏剂厚度l
t
。
[0107]
成型材料为聚醚醚酮工程塑料peek,采用熔融挤出成型3d打印工艺进行单搭接样条一次性成型。成型条件为:打印温度390℃、平台温度130℃、层厚0.05mm、打印速度40mm/s。之后,根据astm d6105-04标准进行表面低温等离子体处理。表面低温等离子体处理条件为:频率21khz,功率280w,处理时间180s,空气气压500mbar,工作距离10mm。
[0108]
在胶接过程中,在第一互锁结构10a以及第二互锁结构10b表面上涂覆汉高loctite ea9380.05aero低温固化双组分粘合剂300。然后将第一宏观结构12a的顶平面与第二键合槽15b的上表面相互对准,并使第二宏观结构12b的顶平面与第一键合槽15a的上表面相互对准。接着,压紧胶接件10a和10b,使胶黏剂300在垂直于胶接表面的方向t上的厚度为大约0.1mm。按照胶黏剂loctite ea 9380.05aero的标准固化程序和条件(即,180
°
f/82℃恒温2小时)进行固化。
[0109]
该实施例中的胶接表面为条形结构,条形结构上有长条状宏观结构及其设置在其顶平面上的长条状微观结构,具体请参见图5,其中a和b分别示出了第一和第二结构化增材制造胶接件的单搭接样条的单一表面结构。
[0110]
胶接后采用单搭接(slj)样条测试性能
[0111]
固化后根据astm d3163标准进行单搭接胶接强度测试,测试结果如下表1所示:
[0112]
表1
[0113][0114]
注:*表面无宏观结构12a和12b及宏观结构顶表面的微观结构13a和13b
[0115]
**表面仅具有宏观结构12a和12b,宏观结构顶平面无微观结构13a和13b
[0116]
***既包含表面宏观结构12a和12b,宏观结构顶平面上还包含微观结构13a和13b
[0117]
从以上测试结果可以看出,表面上没有设置宏观结构和微观结构的单搭接样条的胶接强度最低,其失效模式为粘附破坏;表面上仅设置宏观结构的单搭接样条的胶接强度居中,其失效模式也为粘附破坏;而表面上设置有宏观结构和微观结构的单搭接样条的胶接强度最高,其失效模式为样条表面撕裂,由此可以看出,表面上设置有宏观结构和微观结构的单搭接样条的胶接强度可以在对强度要求极高的应用场合,例如飞机机身上的各部件的连接处使用。
[0118]
实施例2
[0119]
制备表面具有方形宏观结构和圆柱形微观结构表面的互锁结构的双悬臂梁样条
[0120]
参见图6中的a和b,制备表面具有方形宏观结构和圆柱形微观结构表面的互锁结构的双悬臂梁样条,其分别包括第一互锁结构10a以及第二互锁结构10b。其中,第一互锁结构10a以及第二互锁结构10b还分别包括第一胶接件11a和第二胶接件11b。
[0121]
第一和第二胶接件11a和11b分别具有长63mm、宽22mm的平面型表面,该表面上分别均匀设置有长4.28mm、宽4.28mm、高0.1mm的第一宏观结构12a和第二宏观结构12b;在第一宏观结构12a和第二宏观结构12b顶平面上还分别间隔开均匀设置有直径0.8mm、高0.01mm的多个第一图案化微观结构13a和多个第二图案化微观结构13b;两个第一图案化微观结构13a之间的距离或两个第二图案化微观结构13b之间的距离为0.1mm。
[0122]
在两个第一宏观结构12a或第二宏观结构12b之间分别还设置有一个长4.58mm、宽4.58mm、高0.11mm的第一键合槽15a或第二键合槽15b。
[0123]
其中,第一键合槽15a的长度l
a2
大于等于第二宏观结构12b的长度l
b2
,第二键合槽15b的长度l
b1
大于等于第一宏观结构12a的长度l
a1
,最好第一键合槽15a的长度l
a2
等于第二宏观结构12b的长度l
b2
加上平行于第一宏观结构12a的分布方向l上的第一宏观结构12a与第二宏观结构12b之间的间隙长度lc或间隙长度lc的2倍。
[0124]
该间隙长度lc等于平行于至少一个第一宏观结构12a的分布方向l上的胶黏剂厚度并且间隙长度lc大于等于垂直于胶接表面方向t上的胶黏剂厚度l
t
。
[0125]
相应地,第二键合槽15b的长度l
b1
等于第一宏观结构12a的长度l
a1
加上平行于第一宏观结构12a的分布方向l上的第一宏观结构12a与第二宏观结构12b之间的间隙长度lc或间隙长度lc的2倍,该间隙长度lc等于平行于至少一个第二宏观结构12b的分布方向l上的胶黏剂厚度并且该间隙长度lc大于等于垂直于胶接表面的方向t上的胶黏剂厚度l
t
。
[0126]
成型材料为碳纤维复合尼龙12(即包括纤维增强结构14a和/或14b),采用选择性激光烧结3d打印工艺进行双悬臂梁样条一次性成型。成型条件为:腔室温度164℃、平台温度151℃、层厚0.15μm、激光功率20w,沿t方向即垂直于表面方向铺粉,然后进行打印。
[0127]
打印完成后,根据astm d6105-04标准进行表面低温等离子体处理,处理条件为:频率21khz,功率280w,处理时间180s,空气气压500mbar,工作距离10mm。
[0128]
在胶接过程中,在第一互锁结构10a以及第二互锁结构10b表面铺覆3m af 163.2结构胶膜,然后将第一宏观结构12a的顶平面与第二键合槽15b的上表面相互对准,并使第二宏观结构12b的顶平面与第一键合槽15a的上表面相互对准。然后将其相互压紧,压紧后在250
°
f/121℃恒温固化60min。
[0129]
该实施例的胶接表面为方形宏观结构,方形结构上有柱状微观结构,具体请参见图6,示出了双悬臂梁样条的复合结构,其中a和b分别示出了第一和第二结构化增材制造胶
接件的双悬臂梁样条的单一表面结构。
[0130]
胶接后采用双搭接(dcb)样条测试性能
[0131]
固化后根据astm d5528-13标准进行双悬臂梁胶接强度测试,测试结果如下表2所示:
[0132]
表2
[0133][0134]
注:*表面无宏观结构12a和12b及宏观结构顶平面的微观结构13a和13b
[0135]
**表面仅具有宏观结构12a和12b,宏观结构顶平面无微观结构13a和13b
[0136]
***既包含表面宏观结构12a和12b,宏观结构顶平面上还包含微观结构13a和13b。
[0137]
从以上测试结果可以看出,表面上没有设置宏观结构和微观结构的双悬臂梁样条的胶接强度最低,其失效模式为粘附破坏;表面上仅设置宏观结构的双悬臂梁样条的胶接强度居中,其失效模式也为粘附破坏;而表面上设置有宏观结构和微观结构的双悬臂梁样条的胶接强度最高,其失效模式为样条表面撕裂,由此可以看出,表面上设置有宏观结构和微观结构的单搭接样条的胶接强度可以在对强度要求极高的应用场合,例如飞机机身部件的连接处等。
[0138]
从以上实施例可以看出,利用根据本发明的多级互锁结构能够大幅度提高胶接效果和增强胶接强度。
[0139]
虽然本发明的优选实施例具体标识和描述了本技术,但是本领域技术人员将理解,在不脱离本发明的精神和范围的情况下,可以在形式和细节上进行前述和其它改变。因此,对符合本技术发明原理的改变,应视为本发明的保护范围。
[0140]
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。