1.本发明属于机械制造领域领域,尤其涉及一种竹、木复合材料的热压设备。
背景技术:
2.竹材是一种低能耗的建筑材料,当建筑面积相同时,竹材与混凝土的能耗比为1∶8,与钢材的能耗比为1∶50。相比于钢筋、混凝土等常规建筑材料在生产过程排放大量碳化物,竹材在生长的过程中能够进行固碳,是一种环境友好型建筑结构材料。且中国在世界上享有“竹子王国”这一美称,竹类资源最为丰富,再加上竹材具有强度高、弹性好、抗冲击力强等优点,有优越的抗震性能,竹材又因为燃点较高,还有不易引起火灾的优点。为了增加其环境适用性,竹材还被赋予了疏水、阻燃、防腐、防霉、防虫等新功能,我国丰富的竹资源及竹资源的再生性,结合现代先进的设计、加工和建造技术实现的一种结构体系,可以在现代建筑工程得到广泛的应用,成为木材的一种优越的替代材料。
3.目前用于竹木等生物质工程材料的热压机大都是由配套的电加热炉或锅炉、加热管路、热压板等组成,通过外热源加热导热油或蒸汽以加热热压板,进而热压板通过热传导来加热板材,通过常规的加热、对流、热辐射等手段将热量首先从表面传递给被加热的物体,再通过热传递慢慢的使中心温度升高,要使中心部位达到所需要的温度,需要一定的热传导时间,导致热传导时间过长以及材料受热不均匀。尤其当需要压制厚度较大的胶合板材时,其缺陷将被放大,通常现有的热压机压制一块厚度200mm的竹胶合板材,需要8h才能完成。
技术实现要素:
4.本发明提供了一种竹、木复合材料的热压设备,所述设备将微波加热、导热油(蒸汽)加热和压机集成为一体,两种加热方式可切换或组合使用,以满足物料加热需求,经实际使用,加热效率大大提高。
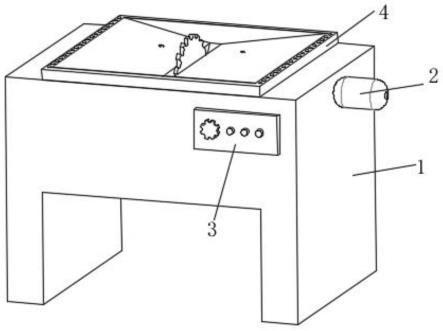
5.为实现以上目的,本发明采用以下技术方案:一种竹、木复合材料的热压设备,其主要结构和部件包括:主机系统、液压伺服系统、电气控制系统、模温系统、微波加热系统、安全系统、物料输送系统;所述液压伺服系统、模温系统和电气控制系统安装集成于主机系统一侧;所述微波加热系统、物料输送系统和安全系统分别布置在主机系统内侧与外侧,所述电气控制系统连接控制液压伺服系统、模温系统、微波加热系统、安全系统、物料输送系统;液压管路、加热器管路、抽风系统、安全系统均集成安装于主机系统上;所述主机结构包括梯步、主机架、密封板、滑台、热板、液压升降机构、上检修平台、侧压机构、主油缸、进料门、检修门组成;所述上检修平台安装于主机架上方,所述梯步安装于主机架侧面,分别与主机架、上检修平台连接;所述密封板安装于主机架内侧,下方安装滑台,所述密封板与主机架和滑台通过安装密封片和屏蔽弹片连接,所述滑台底部与热板连接,所述主油缸和滑台通过锁紧装置与主机架连接,所述液压升降机构安装于主机架内
侧,与侧压机构连接,物料通过进料门送进主机系统内的工作位置。
6.所述主机架由四组立柱、上安装座、下安装座及活动工作台组成,四组立柱均采用q345钢板组焊成h型框架式结构,上、下安装座和活动工作台由q345钢板焊接的结构件组成;所述活动工作台的上平面与主油缸活塞杆连接,下平面与隔热层及导热板相连接,所述上安装座的下平面与主油缸固定盘连接。
7.所述液压伺服系统包括:能量转换装置(包括主油泵、提升油泵、辅助油泵),液压控制装置(包括集成阀块及其相关控制阀),辅助装置(包括主油箱、副油箱、冷却系统、循环过滤系统、管路)及液压附件(滤油器、法兰、接头、管路等),液压执行机构(油缸)。借助于电气系统的控制以完成各种所需动作。主油箱安装在主机侧面,副油箱安装主机顶部,能量转换装置和液压控制装置在主油箱上平面有序排列,液压控制装置和液压执行机构与各油箱通过管路连接,管路布置整齐美观,牢固。
8.所述液压伺服系统配有独立的油液过滤冷却装置,系统可实现油位的显示、油温和滤油器堵塞显示、报警。油箱通气口设有空气设备的滤清器,油箱密封可靠,能防止外界杂质进入油箱内部;油箱为钢板焊接结构,装配前要进行酸洗、钝化、防锈处理,液压系统设有油位和油温报警; 所述液压伺服系统中伺服电机转速采用闭环控制。
9.所述电气控制装置包括plc可编程控制器与位移光电开关、伺服电机、驱动器控制元件(选择开关、按钮)、开关电源、位移传感器、压力传感器、触摸屏、控制柜、操作面板分别连接,采用plc可编程控制器结合人机界面,根据工艺需要,通过编制专用控制软件可实现设备各种工艺动作循环与数据记录及设定;通过按钮集中控制,可实现调整及单次循环两种工作方式,其压制周期可根据压制工艺进行调整,还可根据用户要求进行设计,实现对液压执行元件-油缸的压力、位移的控制,进而完成设备的生产过程,控制系统具有相应的自诊断功能,能在银屏上显示出压力机工作信息及常见故障,并设有设备故障报警系统。
10.所述微波加热装置包括:微波源、双向定向耦合器、环形器、三销钉调节器、波导、波导馈口(裂缝天线左右)、波导微波密封件、测温系统、漏能检测、微波加热控制系统、微波加热腔、冷却系统;所述微波加热控制系统分别连接控制微波源、测温系统、冷却系统;所述微波源通过依次连接双向定向耦合器、环形器、三销钉调节器、低损耗传输波导,将微波能量通过裂缝天线的缝隙馈入微波加热腔;波导馈口设置在裂缝天线左右;存在微波泄露的缝隙位置安装微波密封件。
11.所述微波加热腔体主体框架采用槽钢制造,箱体外壳覆板、内腔和底板均采用1.5mm的304#不锈钢板设计制造;所述微波加热箱设有大开口门,单门结构,门四周安装防泄漏抑制片并配有可视观察窗,能看到物料干燥情况,门有安全开关装置,炉门没有关严,微波不工作,开门自动断电保护、微波停止输出;微波馈入口设置在加热箱两侧,入口处采用不吸波材料密封,杜绝粉尘进入波导影响微波正常工作;所述微波加热箱体顶部留有通风排湿法兰及风箱罩,提供用户与离心风机管道连接。
12.所述模温控制系统装采用电加热模温机,可实现对被加热物件进行自动控温,导热油为热载体,利用高温循环油泵强制循环,将热能输送到加热设备;继而返回重新继续加热的直流式加热设备,如此周而复始,实现热量的连续递增,使被加热物体温度升高,达到加热恒温的工艺要求。所述模温控制装置采用智能控制系统,能实时显示加热系统态流程图,用于设备温度、时间等技术参数的显示和调节;所述模温控制装置的管路采用gb3087中
12、组成;主机1-2由四组立柱、上安装座、下安装座及活动工作台组成,4组立柱均采用q345钢板组焊成h型框架式结构,上、下安装座和活动工作台由q345钢板焊接的结构件组成。活动工作台上平面与主油缸活塞杆联接,上安装座下平面与油缸固定盘连接,活动工作台下平面与隔热层及导热板相联接。
17.如图3所示,液压伺服系统2布置安装在主机系统侧边上,主要有能量转换装置(包括主油泵、提升油泵、辅助油泵部件组成),液压控制装置(包括集成阀块及其相关控制阀),辅助装置(包括主副油箱、冷却系统、循环过滤系统、管路)及液压附件(滤油器、法兰、接头、管路等),液压执行机构(油缸)组成。液压伺服系统中各电机带动对应油泵转动,泵从油箱中吸油后通过管路,将机械能转化为液压油的压力能,液压油通过液压控制装置实现了方向、压力、流量调节后经外接管路,依靠电气系统的控制传送给设备的各执行机构(油缸),将液压油的压力能转换为机械能传输到各对应的油缸中、从而控制了热压设备各执行机构的方向的变换、力量的大小及速度的快慢,使之完成各种指定的工艺动作、工作循环。通过控制和调节液压介质的流向,压力和流量。从而控制执行机构的运动方向,输出的力或力矩、运动速度、动作顺序,以及限制和调节液压系统的工作压力,以保证执行元件完成预期的工作运动。主油箱安装在主机侧面,副油箱安装主机顶部,能量转换装置和液压控制装置在主油箱上平面有序排列。液压控制装置及液压执行机构与各油箱通过管路连接,管路布置整齐美观,牢固;液压伺服系统配有独立的油液过滤冷却装置,系统可实现油位的显示,油温和滤油器堵塞显示、报警。油箱通气口设有空气设备的滤清器,油箱密封可靠,能防止外界杂质进入油箱内部;油箱为钢板焊接结构,装配前要进行酸洗、钝化、防锈处理,液压系统设有油位和油温报警; 所述液压伺服系统中伺服电机转速采用闭环控制。当热压板闭合实现工进后,补压泵组用于保压工段中的自动补压,压力可通过触摸屏预置数值(公称压力 20%-100%范围),实现所需的压制力,液压系统采用同步齿轮分流器向油缸供油,保证油缸具有很好的同步性。所述液压伺服系统与变量泵系统相比,伺服电机结合定量泵快速的无极调速特性和系统自主调节油压特性,带来巨大的节能潜力,伺服液压系统在设备快上及送、取料动作时可实现接近零功率输出,实现节能,所述液压伺服系统的压力控制精度
±
0.2mpa,显示分辨率0.1mpa;位置控制精度
±
0.05mm,显示分辨率0.01mm。
18.如图4所示,电气控制系统3为落地式电控柜,电气控制系统分为动力系统和控制系统两部分,动力电路为380v、50hz,担负着油泵电机的起、停和保护,按钮及电磁阀采用dc24v控制电源,交流接触器控制电压为ac220v;电气控制柜采用双开门机柜,柜内预留足够的线与空间,以便于用户更换及增加元件;触摸屏和按钮操作站通过悬臂支撑系统连接,操作面板选用舒适型操作面板,操作方向可任意调节,满足用户多方位操作需求。
19.电气控制系统包括plc可编程控制器分别连接位移光电开关、伺服电机、驱动器控制元件(选择开关、按钮)、开关电源、位移传感器、压力传感器、工业触摸屏、控制柜、操作面板,采用人机对话的
‘
菜单式’操作方式,根据工艺需要,通过编制专用控制软件可实现设备各种工艺动作循环与数据记录及设定,采用 plc可编程序控制器主控,通过触摸屏进行各种数据的数字显示和设置处理;人机交互式画面,可在触摸屏上非常方便地对压力、吨位、时间参数进行数字预置,清晰地显示设备工作压力、吨位、温度和时间参数,同时也显示压力-时间、温度-时间曲线;整个操作简洁。通过按钮集中控制,可实现调整及单次循环两种
工作方式,其压制周期可根据压制工艺进行调整,还可根据用户要求进行设计,实现对液压执行元件-油缸的压力、位移的控制,进而完成设备的生产过程。控制系统具有相应的自诊断功能,能在银屏上显示出压力机工作信息及常见故障,并设有设备故障报警系统。
20.如图5和图6所示,微波加热系统5包括:微波源5-1、环形器5-2、三销钉调节器5-3、波导5-4、波导馈口(左右)5-5、波导密封件5-6、测温系统5-7、漏能检测5-8、微波加热控制系统5-9、微波加热腔5-10、冷却系统5-11;微波源所产生加热物料的微波能量是由内部被施加一定电压、电流的磁控管发射而来,微波能量向物料馈送的路径上依次经历相互以法兰形式相连接的双向定向耦合器(采集微波入射和反射功率信号)、环形器(隔离微波反射能量)、三销钉调节器(抑制和调节驻波大小辅助系统平稳运行)、低损耗传输波导,最终通过波导馈口将微波能量通过裂缝天线的缝隙馈入加热腔内对物料进行加热,测温系统是通过将温度传感器密封设置在加热腔体内,实时监测被加热物料的温度变化,同时将温度变化数据实时传送给微波加热控制系统,微波加热温度范围:0-140℃,所需时间2分钟。
21.微波加热控制系统通过采集和发送开关号、通讯数据对微波源、微波反射信号、测温系统、冷却系统进行远程人工或智能控制,保障微波加热装置可靠运行。微波源与微波加热系统在进行大功率微波加热时会产生较高的温升,为了确保微波加热装置不受过高温升的影响,需要通过冷却系统对这两个热源进行全程降温,使之能够平稳工作。
22.微波加热腔与外部自由空间应实现良好的微波屏蔽,根据gb10436-89要求,作业场所微波辐射卫生标准微波泄漏量≤5mw/cm2;故从微波加热装置的安装、闭合、连接工艺到外部自由空间,需要对可能存在微波泄露的缝隙位置安装微波密封件,微波裂缝天线及馈口内嵌于试验机主机结构内,将下导热固定板、微波裂缝天线、微波溃口做成一体,保持密封性,防止泄露;双侧侧压可能导致微波泄露,将其做到密封腔内;为检测微波密封效果应在微波源、微波系统器件、微波加热腔位置处安装漏能仪进行实时漏能检测,确保操作人员不受微波危害。
23.物料送至加热箱中,此时物料中的水分在微波能的作用下蒸发,通过排湿系统排出加热器外面而达到干燥目的。由可编程控制器(plc)及人机界面等组成的系列自动化控制,安装温度控制系统,缺料或其它报警系统等。微波加热内腔体10材质采用 304#不锈钢,设备外覆板采用 304#不锈钢。顶部留有通风排湿法兰及风箱罩,提供用户与离心风机管道连接,整机由一个控制台控制,方便、简易,物料经过预压、加温软化、加温固化、保压降温的五步流程,完成产品压制。
24.如图7所示,模温控制装置采用电加热模温机,加热温度范围0-230℃,可实现对被加热物件进行自动控温,导热油为热载体,利用高温循环油泵强制循环,将热能输送到用热设备;继而返回重新继续加热的直流式加热设备,如此周而复始,实现热量的连续递增,使被加热物体温度升高,达到加热恒温的工艺要求。其中循环油泵为兆宏泵,采用德国西门子电机,品质高,噪音小,流量大,采用智能控制系统,能实时显示加热系统态流程图,用于设备温度、时间等技术参数的显示和调节,显示设备的主要技参数及曲线、运转状态(包括各阀体的通断)、帮助菜单、具备故障信息显示、现阶段性控制、远程控制等功能;可方便客户自行设定并操作,设备具备压力,超温,自动排气,旁通回路,缺相,断相,相序等保护,系统管路采用gb3087中低压锅炉专用管,20#碳钢管路碳钢一体成型,保障系统可靠不漏油。加热管采用u型法兰式不锈钢f321,进行1.6mpa压力试验确保安全,引线采用高温阻燃导线连
接。
25.工作时通过两种加热装置的开关控制,随时进行加热方式的切换;或者共同打开控制开关,实现共同加热。不同规格复合材料板的压制,需要不同制造工艺故,根据工艺选择所需加热方式。
26.以上所述的实施例仅是对本发明的优选实施方式,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。