1.本发明涉及一种钕铁硼磁粉取向定型装置,尤其涉及一种钕铁硼磁烧结体生产用的钕铁硼磁粉取向定型装置。
背景技术:
2.钕铁硼定型是将各项异性磁体在磁场中进行磁场取向,最终形成定向组织结构,在钕铁硼磁粉成型取向时,将粉末放入模具腔中,两边的极头开始通电产生磁场,使得钕铁硼磁粉在磁场作用下按规则排列,之后对钕铁硼磁粉进行挤压成型,目前烧结钕铁硼粉末取向方法多是一次取向,容易出现取向不一致,降低磁体磁性的现象。
3.因此现在研发一种进行两次磁场取向保证取向一致性的钕铁硼磁烧结体生产用的钕铁硼磁粉取向定型装置。
技术实现要素:
4.为了克服现有装置多是一次取向,容易出现取向不一致的缺点,要解决的技术问题是:提供一种进行两次磁场取向保证取向一致性的钕铁硼磁烧结体生产用的钕铁硼磁粉取向定型装置。
5.技术方案如下:一种钕铁硼磁烧结体生产用的钕铁硼磁粉取向定型装置,包括有底座、第一安装架、油压机、压头、模具组件和磁向调节机构,底座前后两部的上侧之间通过螺栓连接有第一安装架,第一安装架上部通过螺栓连接有油压机,油压机伸缩杆上通过联轴器连接有压头,底座上设有用于辅助钕铁硼磁粉定型的模具组件,底座上设有用于改变钕铁硼磁粉磁场方向的磁向调节机构。
6.可选地,模具组件包括有z型连接件、连接座和定形模具,第一安装架相互靠近的一侧均连接有z型连接件,z型连接件相互靠近的一侧均滑动式连接有连接座,连接座相互靠近的一侧之间连接有定形模具。
7.可选地,磁向调节机构包括有环形导轨架、伺服电机、第一连接架和电磁铁,底座顶部通过螺栓连接有环形导轨架,底座顶部通过螺栓连接有伺服电机,伺服电机位于环形导轨架内侧,伺服电机输出轴上连接有第一连接架,第一连接架顶部连接有电磁铁。
8.可选地,还包括有抖动机构,抖动机构包括有托架、第一导向架、滑动座、固定板、复位弹簧、涡卷弹簧、l型顶块、手柄和凸齿板,左侧的z型连接件底部之间连接有托架,右侧的z型连接件底部之间也连接有托架,托架底部均连接有第一导向架,第一导向架之间滑动式连接有滑动座,第一导向架前侧之间连接有固定板,固定板与滑动座之间连接有左右对称的复位弹簧,滑动座后部转动式连接有l型顶块,l型顶块与滑动座之间连接有涡卷弹簧,滑动座右侧连接有手柄,定形模具底部连接有凸齿板。
9.可选地,还包括有触发机构,触发机构包括有第二导向架、导轨座、滑动接触架和l型接触块,右侧托架的右侧连接有第二导向架,滑动座右侧连接有前后对称的导轨座,导轨座相互靠近的一侧之间滑动式连接有滑动接触架,滑动接触架顶部左侧连接有l型接触块。
10.可选地,还包括有磁力隔绝组件,磁力隔绝组件包括有第二连接架、安装框和隔磁板,底座左右两部的上侧均连接有第二连接架,第二连接架相互靠近的底部均连接有安装框,安装框内部均连接有隔磁板。
11.可选地,还包括有清理机构,清理机构包括有第二安装座、喷头座和手把,后侧的z型连接件顶部通过螺栓连接有第二安装座,第二安装座上转动式连接有喷头座,喷头座顶部连接有手把。
12.可选地,第二导向架后侧有凸起的斜面设计。
13.有益效果为:1、本发明通过电磁铁对钕硼磁铁粉进行两次同向的磁吸定向,进而使得钕硼磁铁粉磁场定向能够保持一致,达到增强钕铁硼磁粉成型后的磁体磁性的效果。
14.2、本发明通过手柄带动滑动座滑动,进而使得定形模具产生抖动,有效的防止了钕铁硼磁粉磁场定向的过程中出现磁粉结团的情况,不会出现粉末颗粒由于结团导致的磁场取向不完全的现象。
15.3、本发明通过第一连接架推动滑动接触架,从而使得手柄向后运动,进而使得滑动座自动滑动,使得定形模具达到了自动抖动的效果。
16.4、本发明通过隔磁板对定形模具左右两侧进行磁力隔绝,有效的减少电磁铁开关的次数,使得钕铁硼磁粉磁吸定向的操作更加便捷。
附图说明
17.图1为本发明的立体结构示意图。
18.图2为本发明的部分立体结构示意图。
19.图3为本发明z型连接件、托架和第一导向架的立体结构示意图。
20.图4为本发明的部分立体结构剖视图。
21.图5为本发明抖动机构的立体结构示意图。
22.图6为本发明抖动机构的部分立体结构示意图。
23.图7为本发明的a部分放大结构示意图。
24.图8为本发明触发机构的立体结构示意图。
25.图9为本发明磁力隔绝组件和清理机构的立体结构示意图。
26.在图中:1、底座,2、第一安装架,3、油压机,4、压头,5、模具组件,51、z型连接件,52、连接座,53、定形模具,6、磁向调节机构,61、环形导轨架,62、伺服电机,63、第一连接架,64、电磁铁,7、抖动机构,71、托架,72、第一导向架,73、滑动座,74、固定板,75、复位弹簧,76、涡卷弹簧,77、l型顶块,78、手柄,79、凸齿板,8、触发机构,81、第二导向架,82、导轨座,83、滑动接触架,84、l型接触块,9、磁力隔绝组件,91、第二连接架,92、安装框,93、隔磁板,10、清理机构,101、第二安装座,102、喷头座,103、手把。
具体实施方式
27.以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
28.实施例1
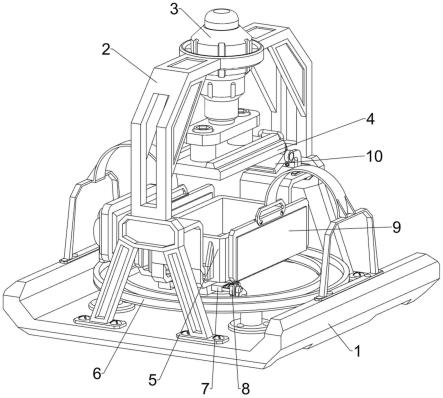
29.一种钕铁硼磁烧结体生产用的钕铁硼磁粉取向定型装置,如图1所示,包括有底座1、第一安装架2、油压机3、压头4、模具组件5和磁向调节机构6,底座1前后两部的上侧之间
通过螺栓连接有第一安装架2,第一安装架2上部通过螺栓连接有油压机3,油压机3伸缩杆上通过联轴器连接有压头4,用于对钕铁硼磁粉进行高压定型,底座1上设有用于辅助钕铁硼磁粉定型的模具组件5,底座1上设有用于改变钕铁硼磁粉磁场方向的磁向调节机构6。
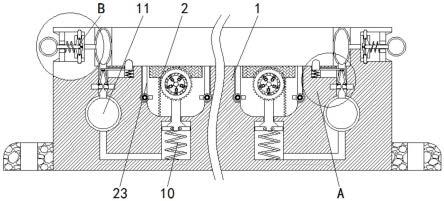
30.如图1和图2所示,模具组件5包括有z型连接件51、连接座52和定形模具53,第一安装架2相互靠近的一侧均连接有z型连接件51,z型连接件51相互靠近的一侧均滑动式连接有连接座52,连接座52相互靠近的一侧之间连接有定形模具53,用于辅助钕铁硼磁粉在高压下定型。
31.如图1和图2所示,磁向调节机构6包括有环形导轨架61、伺服电机62、第一连接架63和电磁铁64,底座1顶部通过螺栓连接有环形导轨架61,底座1顶部通过螺栓连接有伺服电机62,伺服电机62位于环形导轨架61内侧,伺服电机62输出轴上连接有第一连接架63,第一连接架63与环形导轨架61滑动式连接,第一连接架63顶部连接有电磁铁64,能够对钕铁硼磁粉进行磁向调节定位。
32.当人们需要对钕铁硼磁粉进行定型和磁场定向时,可以使用本装置实现,首先,由操作人员将钕硼磁铁粉倒入定形模具53内,随后启动油压机3,油压机3伸缩杆带动压头4开始向下运动,从而对定形模具53内的钕铁硼磁粉进行轻微挤压,此时钕硼磁铁粉不会被完全压实定型,然后将油压机3关闭,使得压头4停留在钕铁硼磁粉上方,保持对钕铁硼磁粉的挤压状态,接着启动伺服电机62,伺服电机62输出轴带动第一连接架63进行转动,环形导轨架61能够对第一连接架63进行导向,使得第一连接架63呈圆周运动,当第一连接架63带动电磁铁64运动至定形模具53正前方时,关闭伺服电机62,此时第一连接架63停止运动,从而使得电磁铁64停滞在定形模具53正前方,接着操作人员将电磁铁64打开,此时电磁铁64开始对定形模具53内的钕铁硼磁粉进行磁吸,使得钕铁硼磁粉的磁场方向进行统一朝向正前方,在压头4的挤压下,钕铁硼磁粉不会向电磁铁64方向堆积导致形状改变,电磁铁64运行一定时间后,需要将电磁铁64进行关闭,之后再次启动伺服电机62,伺服电机62输出轴继续带动第一连接架63运动,第一连接架63继续带动电磁铁64进行运动,当第一连接架63带动电磁铁64运动至定型模具正后方时,关闭伺服电机62,此时第一连接架63再次停止运动,从而使得电磁铁64停止在定形模具53正后方,之后将电磁铁64再次启动,此时电磁铁64开始对定形模具53内的钕铁硼磁粉进行磁吸,使得钕铁硼磁粉的磁场方向进行统一朝向正后方,电磁铁64运行一定时间后,再次将电磁铁64进行关闭,接着再次启动伺服电机62,伺服电机62输出轴继续带动第一连接架63运动,第一连接架63继续带动电磁铁64进行运动,当第一连接架63带动电磁铁64运动至定型模具左侧时,关闭伺服电机62,此时电磁铁64完成复位,随后控制油压机3,使得油压机3伸缩杆带动压头4向上运动复位,复位后控制油压机3,使得油压机3伸缩杆带动压头4下降,从而对定形模具53内的钕硼磁铁粉进行冲压定型,使得钕硼磁铁粉在高压状态下形成块状,冲压结束后,操控油压机3,使得油压机3伸缩杆带动压头4向上复位,综上所述,通过电磁铁64对钕硼磁铁粉进行两次同向的磁吸定向,进而使得钕硼磁铁粉磁场定向保持一致,增强钕铁硼磁粉成型后的磁体磁性。
33.实施例2
34.在实施例1的基础之上,如图1-7所示,还包括有抖动机构7,抖动机构7包括有托架71、第一导向架72、滑动座73、固定板74、复位弹簧75、涡卷弹簧76、l型顶块77、手柄78和凸齿板79,左侧的z型连接件51底部之间连接有托架71,右侧的z型连接件51底部之间也连接
有托架71,托架71均能够对定形模具53进行支撑,托架71底部均连接有第一导向架72,第一导向架72之间滑动式连接有滑动座73,第一导向架72均对滑动座73起到导向作用,第一导向架72前侧之间连接有固定板74,固定板74与滑动座73之间连接有左右对称的复位弹簧75,复位弹簧75均对滑动座73起到缓冲复位作用,滑动座73后部转动式连接有l型顶块77,l型顶块77与滑动座73之间连接有涡卷弹簧76,涡卷弹簧76对l型顶块77起到缓冲复位作用,滑动座73右侧连接有手柄78,便于人们控制滑动座73进行滑动,定形模具53底部连接有凸齿板79,凸齿板79能够与l型顶块77接触。
35.为了防止在钕铁硼磁粉磁场定向的过程中出现磁粉结团时,首先,电磁铁64在定形模具53正前方完成磁吸定位后,电磁铁64会进行运动,在电磁铁64运动至定形模具53后侧的这个过程中,需要通过手柄78对滑动座73进行推动,使得滑动座73开始向后滑动,复位弹簧75均被拉伸,当l型顶块77会与凸齿板79上的凸齿进行接触,从而使得凸齿板79在l型顶块77的挤压下产生向上的运动,进而使得定形模具53向上进行滑动,当l型顶块77不与凸齿板79上的凸齿接触时,此时凸齿板79会开始向下运动复位,从而使得定形模具53向下进行滑动复位,在滑动座73向后滑动的过程中,l型顶块77会间断的与凸齿板79进行接触,从而使得凸齿板79产生不断的上下运动,凸齿板79带动定形模具53不断的进行上下运动,从而产生抖动的效果,使得钕铁硼磁粉抖动松弛,不会出现结团的情况,随着电磁铁64开始在定形模具53正后方进行磁吸定向时,松开手柄78,在复位弹簧75的作用下,滑动座73向前滑动复位,在滑动座73向前滑动复位的过程中,凸齿板79会对l型顶块77进行挤压,从而使得l型顶块77进行翻转,涡卷弹簧76受力形变,当凸齿板79不再挤压l型顶块77时,在涡卷弹簧76的作用下,l型顶块77会转动复位,在这个过程中,凸齿板79上每一个凸齿都会对l型顶块77进行挤压,因此,l型顶块77会处于不断翻转和复位的状态,同时在l型顶块77复位的过程中,定形模具53不会产生抖动,综上所述,通过手柄78带动滑动座73滑动,使得凸齿板79不断进行上下运动,进而使得定形模具53产生抖动,有效的防止了钕铁硼磁粉磁场定向的过程中出现磁粉结团的情况,不会出现粉末颗粒取向不完全的现象。
36.如图1和图8所示,还包括有触发机构8,触发机构8包括有第二导向架81、导轨座82、滑动接触架83和l型接触块84,右侧托架71的右侧连接有第二导向架81,第二导向架81后侧有凸起的斜面设计,滑动座73右侧连接有前后对称的导轨座82,导轨座82相互靠近的一侧之间滑动式连接有滑动接触架83,滑动接触架83能够与第一连接架63接触,滑动接触架83与手柄78滑动式连接,滑动接触架83顶部左侧连接有l型接触块84,l型接触块84与第二导向架81顶部接触,并受到第二导向架81的导向。
37.在第一连接架63带动电磁铁64从定形模具53正前方向正后方转动的过程中,第一连接架63会接触到滑动接触架83,从而使得第一连接架63对滑动接触架83进行推动,滑动接触架83在被推动的过程中会带动手柄78向后滑动,进而达到使得滑动座73自动滑动的效果,定形模具53能够自动抖动,同时滑动接触架83在向后运动的过程中会带动l型接触块84向后滑动,此时l型接触块84在第二导向架81上滑动,当l型接触块84滑动至第二导向架81后侧时,会在第二导向架81的顶托下抬起,从而使得滑动接触架83向上滑动,此时滑动接触架83不再与第一连接架63接触,在复位弹簧75的作用下,滑动座73开始进行复位运动,从而带动手柄78向前滑动复位,手柄78带动滑动接触架83向前滑动复位,滑动接触架83带动l型接触块84向前滑动复位,当l型接触块84运动至第二导向架81前侧时,第二导向架81不再顶
托l型接触块84,此时在滑动接触架83自身的重力作用下,滑动接触架83向下滑动复位,并带动l型接触块84向下滑动复位,综上所述,通过第一连接架63推动滑动接触架83,从而使得手柄78向后运动,进而使得滑动座73自动滑动,使得定形模具53达到了自动抖动的效果。
38.如图1和图9所示,还包括有磁力隔绝组件9,磁力隔绝组件9包括有第二连接架91、安装框92和隔磁板93,底座1左右两部的上侧均连接有第二连接架91,第二连接架91相互靠近的底部均连接有安装框92,安装框92内部均连接有隔磁板93,能够有效的隔绝电磁铁64的磁场作用。
39.在对钕铁硼磁粉进行磁吸定向的过程中,为了减少电磁铁64不断开关的次数,在定形模具53左右两侧设有隔绝设备,当电磁铁64处于开启状态运动至定形模具53左右两侧时,在隔磁板93的隔绝效果下,电磁铁64不会对定形模具53内的钕铁硼磁粉进行磁吸定向,进而达到了减少电磁铁64开关的次数,使得钕铁硼磁粉磁吸定向更加便捷。
40.如图1和图9所示,还包括有清理机构10,清理机构10包括有第二安装座101、喷头座102和手把103,后侧的z型连接件51顶部通过螺栓连接有第二安装座101,第二安装座101上转动式连接有喷头座102,喷头座102前侧能够与风泵通过进风管连接,喷头座102顶部连接有手把103。
41.当钕铁硼磁粉完成冲压定型后,将钕铁硼磁块取出,此时定形模具53和压头4上均会有部分钕铁硼磁粉残留,为了不影响后续的钕铁硼磁粉定型和磁吸定向,需要对残留的钕铁硼磁粉进行清理,首先,需要操作人员通过进风管将风泵与喷头座102连接,之后启动风泵,人们通过把手控制喷头座102进行转动,从而对定形模具53和压头4上的钕铁硼磁粉残留进行清理,清理结束后,关闭风泵,并将进风管拆除即可。
42.尽管参照上面实施例详细说明了本发明,但是通过本公开对于本领域技术人员显而易见的是,而在不脱离所述的权利要求限定的本发明的原理及精神范围的情况下,可对本发明做出各种变化或修改。因此,本公开实施例的详细描述仅用来解释,而不是用来限制本发明,而是由权利要求的内容限定保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。