1.本发明涉及高分子材料技术领域,尤其涉及一种聚丙烯组合物及其制备方法与应用。
背景技术:
2.聚丙烯(pp)具有密度低、易加工、力学性能优异等优点,已广泛应用在汽车工业、家电及机械领域。对于汽车工业,聚丙烯主要应用在汽车内外饰零部件上,内饰件如仪表板、门板和立柱等,外饰件如保险杠、挡泥板、导流板等。保险杠需要涂装,常常会出现在保险杠边角处附着力差的问题,特别是由于环保需求,涂装涂料由油性漆改换为水性漆,水性的极性高,聚丙烯材料为非极性材料,表面张力低,对于高极性的水性漆,很难在聚丙烯材料表面附着,因此需要开发一种在水性漆表面附着力优异,特别是保险杠边角处附着力优异的聚丙烯组合物。
3.为了提高聚丙烯材料的水性漆附着力,人们进行了很多研究。cn201910355880.7在聚丙烯材料中添加亲水剂聚醚多元醇、聚乙烯基吡咯烷酮、聚乙烯醇和聚丙烯酰胺等,但添加亲水剂会影响聚丙烯材料的力学性能。cn201811217120.1将丙烯酸接枝在聚丙烯中提高聚丙烯的极性。目前的这些方案虽然可以提高聚丙烯的极性,但会影响聚丙烯的力学性能。因此,本领域尚需开发一种制备方法简单、水性底漆附着力和力学性能优异的聚丙烯材料,用于汽车塑料零部件。
技术实现要素:
4.本发明的目的在于克服上述现有技术的不足之处而提供一种聚丙烯组合物及其制备方法与应用;水性底漆在所述聚丙烯组合物上具有良好的附着力,并且所述聚丙烯组合物具有优良的力学性能。
5.为实现上述目的,本发明所采取的技术方案为:
6.一种聚丙烯组合物,所述聚丙烯组合物包含如下重量份的成分:聚丙烯树脂40~80份、增韧剂10~30份、滑石粉10~30份、氧化聚乙烯蜡0.2~0.6份和助剂0.2~2份;所述氧化聚乙烯蜡的粘度为100~800mpa
·
s。
7.添加氧化聚乙烯蜡有助于改善聚丙烯材料的极性,提高水性底漆的附着力,当氧化聚乙烯蜡的用量过少时,改善效果不明显,水性底漆的附着力仍然较低;但是当氧化聚乙烯蜡的用量过多时,聚丙烯组合物的力学性能会大幅衰减。另外,氧化聚乙烯蜡的粘度也会对聚丙烯组合物的性能产生至关重要的作用,当氧化聚乙烯蜡的粘度过小时,与聚丙烯的相容性较差,材料的力学性能变差,水性底漆的涂装附着力变差;当氧化聚乙烯蜡的粘度过大时,流动性会降低,制得的聚丙烯组合物的表面张力较低,水性底漆的附着力也会变差。
8.进一步优选地,所述聚丙烯组合物包含如下重量份的成分:聚丙烯树脂50~70份、增韧剂15~25份、滑石粉15~25份、氧化聚乙烯蜡0.3~0.5份和助剂0.2~2份。不同成分之间存在相容性问题,并且同一成分对性能的影响也具有双面性,本发明通过多次实验发现,
当各成分的配比符合上述限定时,所述聚丙烯组合物具有更高的刚韧性,并且水性底漆在所述聚丙烯组合物上的附着力更大。
9.优选地,所述氧化聚乙烯蜡的粘度为300~500mpa
·
s。实验发现,当氧化聚乙烯蜡的粘度符合上述限定时,聚丙烯组合物的表面张力高,具有优异的涂装附着力。
10.优选地,所述聚丙烯树脂为共聚聚丙烯树脂,根据iso 1133-2011标准,在230℃、2.16kg条件下测得的熔体质量流动速率为60~150g/10min。
11.进一步优选地,根据iso 1133-2011标准,所述聚丙烯树脂在230℃、2.16kg条件下测得的熔体质量流动速率为80~120g/10min。当聚丙烯树脂的熔指符合上述限定时,挤出加工性能较好,制备出的聚丙烯组合物也具有良好的力学性能,适合用于制备汽车内外饰零部件。
12.优选地,所述增韧剂为乙烯-丁烯共聚物、乙烯-辛烯共聚物和苯乙烯-丁烯共聚物中的至少一种。
13.进一步优选地,所述增韧剂为乙烯-辛烯共聚物和苯乙烯-丁烯共聚物的复配物;所述复配物中,乙烯-辛烯共聚物和苯乙烯-丁烯共聚物的重量比为(4~6):(4~6)。当只采用乙烯-辛烯共聚物或乙烯-辛烯共聚物含量较少时,增韧剂与氧化聚乙烯蜡相容性较差,水性底漆的附着力较差。当乙烯-辛烯共聚物含量较多时,增韧剂的增韧效果较差,材料的韧性较低。进一步优选地,当乙烯-辛烯共聚物和苯乙烯-丁烯共聚物的重量比为1:1时,水性底漆在所述聚丙烯组合物中的附着力最高,并且兼具良好的增韧效果。
14.优选地,所述填料为滑石粉,相比于其他条件,滑石粉具有良好的增强以及促进成核的作用,可以大幅提升聚丙烯组合物的强度及刚度。
15.优选地,所述助剂为抗氧剂、光稳定剂中的至少一种;所述抗氧剂为受阻酚类抗氧剂、亚磷酸酯类抗氧剂中的至少一种,如抗氧剂1010、抗氧剂1076、抗氧剂3114、抗氧剂168、抗氧剂pep-36等;所述光稳定剂为受阻胺类光稳定剂,如uv-3808pp5、la-402af等。
16.进一步优选地,所述抗氧剂为受阻酚类抗氧剂和亚磷酸酯类抗氧剂的复配物,两者可协同提升体系的抗氧化性能,减少抗氧剂的使用量,避免对体系的综合性能产生不利影响。
17.此外,本发明还公开了一种所述聚丙烯组合物的制备方法,包括如下步骤:
18.(1)按配比将各组分混合均匀,得到混合料;
19.(2)将混合料加入螺杆挤出机中熔融共混、挤出造粒,得到所述聚丙烯组合物。
20.优选地,所述步骤(2)中,熔融共混的温度为170~220℃,螺杆转速为350~450r/min。
21.同时,本发明还公开了所述聚丙烯组合物在汽车内外饰零部件领域中的应用。
22.相比于现有技术,本发明的有益效果为:本发明通过添加氧化聚乙烯蜡至聚丙烯组合物中,并对各成分的用量进行选择,可以使氧化聚乙烯蜡起到良好的润滑作用,提高聚丙烯组合物的流动性,使得以所述聚丙烯组合物制备的汽车内外饰零部件的边角处也能被漆料充分填充;同时氧化聚乙烯蜡含有羟基和羰基极性基团,可以增加聚丙烯组合物的极性,有助于提高水性底漆在保险杠表面的润湿和相互作用,进而提高水性底漆的附着力。此外,通过对氧化聚乙烯蜡的粘度进行选择,可以确保聚丙烯组合物兼具良好的力学性能以及涂装附着力。
具体实施方式
23.为更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。
24.以下实施例及对比例中使用的材料如下:
25.聚丙烯树脂1:熔体流动速率为100g/10min,ep640v,中海壳牌;
26.聚丙烯树脂2:熔体流动速率为90g/10min,bx3920,韩国sk;
27.聚丙烯树脂3:熔体流动速率为95g/10min,bi997,韩华道达尔;
28.聚丙烯树脂4:熔体流动速率为65g/10min,ep648u,中海壳牌;
29.聚丙烯树脂5:熔体流动速率为140g/10min,mn150,洛阳石化;
30.乙烯-丁烯共聚物:poe 7447,陶氏化学;
31.乙烯-辛烯共聚物:poe 8842,陶氏化学;
32.苯乙烯-丁烯共聚物:sebs g1657,科腾化学;
33.滑石粉:市售;
34.氧化聚乙烯蜡1:粘度为400mpa
·
s,licolub h 12,科莱恩;
35.氧化聚乙烯蜡2:粘度为300mpa
·
s,a-c680,霍尼韦尔;
36.氧化聚乙烯蜡3:粘度为500mpa
·
s,ped 521,科莱恩;
37.氧化聚乙烯蜡4:粘度为200mpa
·
s,a-c629,霍尼韦尔;
38.氧化聚乙烯蜡5:粘度为800mpa
·
s,licolub h 22,科莱恩;
39.氧化聚乙烯蜡6:粘度为1800mpa
·
s,ped 191,科莱恩;
40.助剂:抗氧剂1010、抗氧剂168、光稳定剂uv-3808pp5重量比为1:1:1的复配物,市售;
41.上述材料的熔体质量流动速率参考iso 1133-2011《塑料熔体质量流动速率的测定》进行测量;粘度参考din 53019-2008,在140℃进行测量。实施例及对比例中使用的滑石粉和助剂均为同种材料。
42.实施例1~13
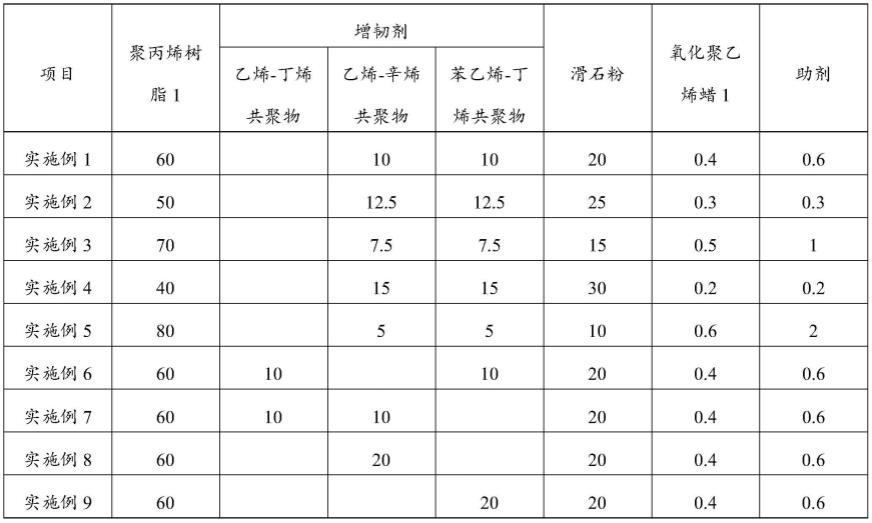
43.本发明所述聚丙烯组合物的实施例,实施例1~13的配方如表1所示,制备方法如下:
44.(1)按配比称取聚丙烯树脂、增韧剂、滑石粉、氧化聚乙烯蜡和助剂,混合均匀,得到混合料;
45.(2)将混合料加入双螺杆挤出机中,熔融混炼温度为170~220℃,螺杆转速为400r/min,挤出造粒,得到所述聚丙烯组合物。
46.对比例1~2
47.对比例1~2为聚丙烯组合物,其配方如表1所示,制备方法与实施例1相同。
48.表1(重量份)
[0049][0050][0051]
实施例14~17
[0052]
本发明所述聚丙烯组合物的实施例,实施例14~17与实施例1的区别仅在于,氧化聚乙烯蜡的种类不同,实施例14~17中使用的氧化聚乙烯蜡分别为氧化聚乙烯蜡2~5。
[0053]
实施例18~21
[0054]
本发明所述聚丙烯组合物的实施例,实施例18~21与实施例1的区别仅在于,聚丙烯树脂的种类不同,实施例18~21中使用的聚丙烯树脂分别为聚丙烯树脂2~5。
[0055]
对比例3
[0056]
一种聚丙烯组合物,所述聚丙烯组合物与实施例1的区别仅在于,使用的氧化聚乙烯蜡的种类不同,对比例3中使用的氧化聚乙烯蜡为氧化聚乙烯蜡6。
[0057]
性能测试
[0058]
将聚丙烯组合物注塑成样条和样板进行测试,测试标准如下,测试结果如表2所示:
[0059]
(1)表面张力:参考gb/t 14216,采用表面张力溶剂测试聚丙烯组合物的表面张力。表面张力越大,聚丙烯组合物极性越大。
[0060]
(2)弯曲模量:参考iso 178-2010《塑料弯曲性能的测定》进行测试。
[0061]
(3)涂装剥离强度:测量涂层从聚丙烯组合物表面剥离的拉伸强度。测试拉伸速度:50mm/min,测试剥离宽度:10mm,测试剥离角度:180
°
,测试温度:20℃。
[0062]
(4)熔体质量流动速率:参考iso 1133-2011《塑料熔体质量流动速率的测定》进行测试。
[0063]
(5)缺口冲击强度:参考iso 180-2019《塑料izod冲击强度的测定》进行测试。
[0064]
表2
[0065][0066][0067]
由表2可知,实施例1~21所述聚丙烯组合物的剥离强度均在800n/m以上,可以满足保险杠等汽车内外饰零部件的涂装要求。
[0068]
对比例1中氧化聚乙烯蜡的用量过少,难以改善聚丙烯组合物的流动性和极性,导致水性底漆的附着力极低。对比例2中氧化聚乙烯蜡的用量过多,聚丙烯组合物的刚度降
低,并且涂装附着力也会降低。对比例3中氧化聚乙烯蜡的粘度过高,会降低体系的流动性,使聚丙烯组合物的表面张力降低,油漆的附着力随之降低。
[0069]
此外,对比实施例1~3与实施例4、5的测试结果可以发现,当所述聚丙烯组合物的成分为:聚丙烯树脂40~80份、增韧剂10~30份、填料10~30份、氧化聚乙烯蜡0.2~0.6份和助剂0.2~2份时,其兼具良好的力学性能以及涂装性能。
[0070]
对比实施例1与实施例6~9的测试结果可以发现,增韧剂为乙烯-辛烯共聚物与苯乙烯-丁烯共聚物的复配物时,聚丙烯组合物的力学性能明显更好。
[0071]
对比实施例1、实施例10~13的测试结果可以发现,增韧剂中不同成分的配比也会对聚丙烯组合物的性能产生极大的影响,当乙烯-辛烯共聚物与苯乙烯-丁烯共聚物的重量比符合(4~6):(4~6)时,聚丙烯组合物具有更为优异的力学性能及涂装附着力。
[0072]
对比实施例1、实施例14~17的测试结果可以发现,当氧化聚乙烯蜡的粘度为300~500mpa
·
s时,聚丙烯组合物的表面张力、刚韧性、涂装性能相对更优。
[0073]
对比实施例1、实施例18~21的测试结果可以发现,聚丙烯树脂的熔体质量流动速率也会对聚丙烯组合物的涂装附着力产生较大的影响。当聚丙烯树脂的熔体质量流动速率为60~100g/10min时,附着力更大。
[0074]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,但并不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。