1.本技术涉及导热双面胶带产品技术领域,特别涉及一种导热双面胶带加工工艺及导热双面胶带产品。
背景技术:
2.随着现代微电子技术高速发展,电子设备(如笔记本电脑、手机、平板电脑等)日益变得超薄、轻便,这种结构使得电子设备内部功率密度明显提高,运行中所产生的热量不易排出、易于迅速积累而形成高温。另一方面,高温会降低电子设备的性能、可靠性和使用寿命。因此,当前电子行业对于作为热控系统核心部件的散热材料提出越来越高的要求,迫切需要一种高效导热、轻便的材料迅速将热量传递出去,保障电子设备正常运行。
3.随着电子行业的快速发展,模切工艺从传统的对印刷品的模切逐渐扩展到对电子产品的辅助材料的生产,例如通过模切工艺制备用于电子产品粘接、防尘、防震、绝缘、屏蔽的胶粘制品和膜类制品。
4.导热双面胶带就是应用于电子产品的一种膜类制品,现有的胶带主要用在电子元器件中,在电子产品领域中应用较为广泛,而目前导热双面胶带的加工工艺产生的废料较多,且加工流程繁琐,效率低下。
技术实现要素:
5.本技术的主要目的为提供一种导热双面胶带加工工艺。
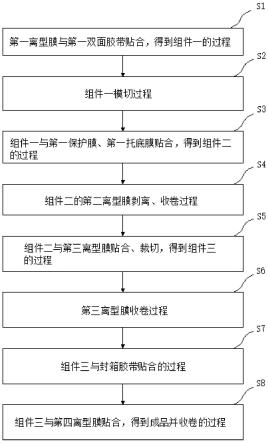
6.本技术提出一种导热双面胶带加工工艺,包括:
7.步骤s1、第一离型膜与第一双面胶带贴合,得到组件一的过程;
8.步骤s2、组件一模切过程;
9.步骤s3、组件一与第一保护膜、第一托底膜贴合,得到组件二的过程;
10.步骤s4、组件二的第二离型膜剥离、收卷过程;
11.步骤s5、组件二与第三离型膜贴合、裁切,得到组件三的过程;
12.步骤s6、第三离型膜收卷过程;
13.步骤s7、组件三与封箱胶带贴合的过程;
14.步骤s8、组件三与第四离型膜贴合,得到成品并收卷的过程。
15.优选地,所述第一离型膜与第一双面胶带贴合,得到组件一的过程为所述第一离型膜与所述第一双面胶经过圆刀模切机第二模切工位的胶辊、钢辊进行贴合得到组件一,所述组件一的第一层为第一双面胶带,第二层为第一离型膜。
16.优选地,所述组件一模切过程为所述组件一中的第一双面胶带经过圆刀模切机第三模切工位处预设的第一刀模裁切成所需形状,剩下的第一双面胶带的废料边框被剥离、收卷。
17.优选地,所述组件一与第一保护膜、第一托底膜贴合,得到组件二的过程为组件一经过第三、第二模切工位与第一保护膜、第一托底膜在第一模切工位处经胶辊、钢辊滚压贴
合,得到组件二,所述组件二的第一层为第一双面胶带,第二层为第一离型膜,第三层为第一保护膜,第四层为第一托底膜。
18.优选地,所述组件二的第二离型膜剥离、收卷过程为组件二经过第二、第三模切工位在第四模切工位经由第一移动气涨轴粘起第一双面胶带上的第二离型膜,所述第二离型膜经过第一剥离刀分离后收卷。
19.优选地,所述组件二与第三离型膜贴合、裁切,得到组件三的过程为组件二在第五模切工位处于第三离型膜经胶辊、钢辊滚压贴合,过第六模切工位处经第三刀模裁切成预设的形状。
20.优选地,所述第三离型膜收卷过程为第三离型膜经过第三刀模裁切后剩余的边框废料被剥离收卷。
21.优选地,所述组件三与封箱胶带贴合的过程为组件三在第七模切工位与封箱胶带进行贴合,由此处的第二移动气涨轴粘起所述封箱胶带自带的第五离型膜并收卷。
22.优选地,所述组件三与第四离型膜贴合,得到成品并收卷的过程为组件三在第八模切工位与第四离型膜贴合,过所述第八模切工位后由第四刀模剥离第一托料底膜,得到成品并收卷,所述成品的第一层为第四离型膜,第二层为第一双面胶带,第三层为第一离型膜,第四层为第一保护膜。
23.本技术还公开了一种导热双面胶带产品,所述胶黏产品通过上述所述的加工工艺加工而成。
24.本技术的有益效果为:通过在第一保护膜上贴合第一双面胶带,然后对其进行裁切,使其形成可单独分离的片材,在第一双面胶带上依次在第一双面胶带的下层贴合第一离型膜、第一托底膜,在其上层依次贴合第二离型膜,且在贴合的过程中对第二离型膜进行裁切,使其与第一双面胶带的裁切的形状保持一致,最后在上层贴合封箱胶带、第四离型膜,然后得到成品进行收卷,使得成品进行了两次异步叠加,相较于只贴合一次产生的成品,本实施例的成品的质量显著提高,能够加强离型膜之间的粘性,减少成品使用过程中离型膜出现分离的可能,且本实施例通过多个工序,一次成型,能够减少废料的产生,有效利用原材料,提高产能。
附图说明
25.图1为本技术一实施例的导热双面胶带加工工艺流程示意图。
26.本技术目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
27.应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
28.如图1所示,本技术提出一种导热双面胶带加工工艺,包括:
29.步骤s1、第一离型膜与第一双面胶带贴合,得到组件一的过程;
30.步骤s2、组件一模切过程;
31.步骤s3、组件一与第一保护膜、第一托底膜贴合,得到组件二的过程;
32.步骤s4、组件二的第二离型膜剥离、收卷过程;
33.步骤s5、组件二与第三离型膜贴合、裁切,得到组件三的过程;
34.步骤s6、第三离型膜收卷过程;
35.步骤s7、组件三与封箱胶带贴合的过程;
36.步骤s8、组件三与第四离型膜贴合,得到成品并收卷的过程。
37.如上述步骤s1-s8所述,首先将第一保护膜和第一双面胶带贴合,得到组件一,组件一的上层为第一双面胶带,下层为第一离型膜;对组件一的上层第一双面胶带进行裁切,将一整张第一双面胶带裁切出至少一片同等大小的双面胶带,这些双面胶带贴于第一离型膜上;将组件一与第一保护膜、第一托底膜贴合,得到组件二,组件二的第一层为第一双面胶带,第二层为第一离型膜,第三层为第一保护膜,第四层为第一托底膜;将组件二的第一双面胶带上自带的第二离型膜粘起并收卷;将组件二与第三离型膜贴合、裁切,得到组件三,组件三的第一层为第三离型膜,第二层为第一双面胶带,第三层为第一离型膜,第四层为第一保护膜,第五层为第一托底膜;将经过裁切后的第三离型膜废料边框收卷,裁切下来至少一片同等大小的离型膜贴在第一双面胶带上;将组件三与封箱胶带贴合,使封箱胶带贴在第三离型膜上;将组件四与与第四离型膜贴合得到成品并被收卷,成品的第一层为第四离型膜,第二层为第三离型膜,第三层为第一双面胶带,第四层为第一离型膜,第五层第一保护膜;这样得到的导热双面胶带在使用时,双面都有离型膜保护中间的双面胶带,防止在撕膜时,接触到带有粘性的双面胶带面,导致上面沾染灰尘,影响其粘性,有效地保护产品不受污染。
38.在一个实施例中,所述第一离型膜与第一双面胶带贴合,得到组件一的过程为所述第一离型膜与所述第一双面胶经过圆刀模切机第二模切工位的胶辊、钢辊进行贴合得到组件一,所述组件一的第一层为第一双面胶带,第二层为第一离型膜。
39.如上述步骤s1所述,将第一离型膜在第二模切工位处与第一双面胶带经过胶辊、钢辊进行贴合得到组件一,第一双面胶带在上,第一离型膜在下,第一双面胶带和第一离型膜都有对应的收膜机构收卷,保证第一双面胶带和第一离型膜一直在伸展贴合,方便连续加工。
40.在一个实施例中,所述组件一模切过程为所述组件一中的第一双面胶带经过圆刀模切机第三模切工位处预设的第一刀模裁切成所需形状,剩下的第一双面胶带的废料边框被剥离、收卷。
41.如上述步骤s2所述,组件一在第三模切工位经过预设的第一刀模将上层的第一双面胶带裁切成若干片同等大小的材料,这些双面胶带均匀排布在第一离型膜上,而裁切过后的第一双面胶带剩下的边框废料经剥离后由对应的收膜机构进行收卷。
42.在一个实施例中,所述组件一与第一保护膜、第一托底膜贴合,得到组件二的过程为组件一经过第三、第二模切工位与第一保护膜、第一托底膜在第一模切工位处经胶辊、钢辊滚压贴合,得到组件二,所述组件二的第一层为第一双面胶带,第二层为第一离型膜,第三层为第一保护膜,第四层为第一托底膜。
43.如上述步骤s3所述,将组件一在第一模切工位处与经过第三、第二模切工位与第一离型膜、第一托底膜在第一模切工位处经胶辊、钢辊滚压贴合,得到组件二,其中,第一离型膜的材质为单层,贴在第一双面胶带上,防止裁切时粘刀,且第一双面胶带易于与第一离型膜分离。
44.在一个实施例中,所述组件二的第二离型膜剥离、收卷过程为组件二经过第二、第
三模切工位在第四模切工位经由第一移动气涨轴粘起第一双面胶带上的第二离型膜,所述第二离型膜经过第一剥离刀分离后收卷。
45.如上述步骤s4所述,组件二在第四模切工位经由第一移动气涨轴粘起第一双面胶带上的第二离型膜,将第二离型膜经过第一剥离刀分离后收卷;第一双面胶带在加工前是成卷的,第二离型膜是第一双面胶带上自带的离型膜,在加工时,需要将离型膜剥离,方便后续对第一双面胶带进行裁切。
46.可理解的是,移动气涨轴,是一种特制的收卷、膨胀轴、胀气轴、气胀辊、充气轴、压力轴等;移动气涨轴具有以下特点:1.充气作业时间短:气胀轴与纸管的分离与放置只需3秒钟就可完成充气与放气,也不需分解轴端侧的任何零件即能紧密的与纸管咬合。2、纸管放置简单:以充气与放气的动作,可移动及固定纸管在轴面上的任何一个位置。3、承载重量大:可根据用户的实际需求,来确定轴径的大小,并使用高硬力钢材,使之承载重量加大。4、经济效率高:轴的设计为特殊功能,对厚、薄、宽、窄的各种纸管皆能全部应用。5、保养简单、使用时间长:虽然气胀轴是机械上的一配件,但它自身构造中的每个零件皆有固定的规格,均能互换使用,使其维修方便。其中,封箱胶带,又称之为bopp胶带、包装胶带等,它是以bopp双向拉伸聚丙烯薄膜为基材,经过加温均匀涂抹压敏胶乳液,使其形成8μm
‑‑‑‑
28μm不等的胶层,是轻工业类企业、公司、个人生活中不可缺少的用品,国家对胶带行业还没有一个完善的标准,只有一个行业标准《qb/t 2422-1998封箱用bopp压敏胶粘带》把bopp原膜经过高压电晕处理后,一面表面形成粗糙,在将胶水涂在上面,先形成母卷,再通过分条机分切成规格不等的小卷,就是我们日常使用的胶带了。压敏胶乳液,主要成分是丁酯。
47.在一个实施例中,所述组件二与第三离型膜贴合、裁切,得到组件三的过程为组件二在第五模切工位处于第三离型膜经胶辊、钢辊滚压贴合,过第六模切工位处经第三刀模裁切成预设的形状。
48.如上述步骤s5所述,组件二上层第一双面胶带经裁切后,需在上层在贴合一层离型膜,且需要将该离型膜裁切成与第一双面胶带同样大小的片状材料,组件二在在第五模切工位处于第三离型膜经胶辊、钢辊滚压贴合,过第六模切工位处经第三刀模裁切成预设的形状,第三刀模与第一刀模结构相同。
49.在一个实施例中,所述第三离型膜收卷过程为第三离型膜经过第三刀模裁切后剩余的边框废料被剥离收卷。
50.如上述步骤s6所述,第三离型膜经过第三刀模裁切,使第三离型膜与第一双面胶带保持一致,剩余的边框废料则由对应的收膜机构收卷。
51.在一个实施例中,所述组件三与封箱胶带贴合的过程为组件三在第七模切工位与封箱胶带进行贴合,由此处的第二移动气涨轴粘起所述封箱胶带自带的第五离型膜并收卷。
52.如上述步骤s7所述,组件三的上层为第三离型膜,在第三离型膜的上层在贴上封箱胶带,方便粘接离型膜进行收卷,封箱胶带上自带有离型膜,需要把离型膜剥离并收卷,利于后续在其上层贴合离型膜。
53.在一个实施例中,所述组件三与第四离型膜贴合,得到成品并收卷的过程为组件三在第八模切工位与第四离型膜贴合,过所述第八模切工位后由第四刀模剥离第一托料底膜,得到成品并收卷,所述成品的第一层为第四离型膜,第二层为第一双面胶带,第三层为
第一离型膜,第四层为第一保护膜。
54.如上述步骤s8所述,组件三在第八模切工位与第四离型膜贴合,过所述第八模切工位后由第四刀模剥离第一托料底膜,组件三上层贴上第四离型膜,使其方便收卷成卷材;其中,第一托底膜材质为单层材料,基材自带粘性、作用为垫刀、承托产品。
55.本技术还公开了一种导热双面胶带产品,所述胶黏产品通过上述所述的加工工艺加工而成。
56.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其它变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、装置、物品或者方法不仅包括那些要素,而且还包括没有明确列出的其它要素,或者是还包括为这种过程、装置、物品或者方法所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、装置、物品或者方法中还存在另外的相同要素。
57.以上所述仅为本技术的优选实施例,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。