1.本发明涉及电池技术领域,特别是涉及一种极耳结构、一种集流盘、一种圆柱电芯和一种车辆。
背景技术:
2.在新能源车辆的快速发展背景下,新能源车辆用动力电池逐渐向高能量密度、高倍率性能和高安全性能的方向发展,如46系列全极耳圆柱电芯是高能量密度的典型。而目前如46系列全极耳圆柱电芯等电芯存在生产过程中飞屑掉入极片引发内短路风险;正/负极集流盘与极耳焊接时易产生炸火现象,导致虚焊;以及没有实现真正全极耳设计,电池的内阻较大,电池性能难以提升。
技术实现要素:
3.鉴于上述问题,提出了本发明实施例以便提供一种克服上述问题或者至少部分地解决上述问题的一种极耳结构、一种集流盘、一种圆柱电芯和一种车辆。
4.在本发明的第一个方面,本发明实施例提供了一种极耳结构,包括:
5.卷绕成圆环形的极片;
6.设置在所述极片上极耳,所述极耳在卷绕后沿所述圆环形的内边缘至外边缘的方向上均匀增高;
7.其中,所述极耳向所述圆环形的内边缘收拢后,形成圆台结构,所述圆台结构的高度与靠近所述内边缘的极耳高度相等。
8.可选地,所述极耳在所述圆环形的圆周方向上设置有多条切缝;所述切缝的长度与所述圆环形的环宽相等。
9.可选地,所述切缝沿所述圆环形的圆周方向均匀分布。
10.在本发明的第二个方面,本发明实施例提供了一种集流盘,所述集流盘与极耳结构连接,所述极耳结构包括卷绕成圆环形的极片;设置在所述极片上极耳,所述极耳在卷绕后沿所述圆环形的内边缘至外边缘的方向上均匀增高;所述极耳向所述圆环形的内边缘收拢,形成圆台结构,所述圆台结构的高度与靠近所述内边缘的极耳高度相等;所述集流盘包括:
11.极耳斜坡压板,所述极耳斜坡压板与所述极片形成第一夹角,所述极耳斜坡压板用于收拢所述极耳;
12.极耳焊接区,所述极耳焊接区的一端与所述极耳斜坡压板,所述极耳焊接区的侧面与所述圆台结构的平面连接;
13.极耳内圈挡板,所述极耳内圈挡板与所述极耳焊接区的另一端连接,形成第二夹角,所述极耳内圈挡板的侧面与靠近所述内边缘的极耳连接。
14.可选地,所述集流盘还包括:设置在所述极耳焊接区外表面的压紧条。
15.可选地,所述集流盘还包括:设置在所述极耳焊接区外表面的极耳焊点,所述极耳
焊点沿所述圆环形的径向方向形成焊线,所述焊线沿所述圆环形的圆周方向均匀分布。
16.可选地,所述极耳斜坡压板的长度小于所述靠近所述圆环形的外边缘的极耳高度;
17.所述第一夹角的角度与所述圆台结构的横截面下底角的角度相等。
18.可选地,所述极耳内圈挡板的高度小于所述圆环形的内边缘的极耳高度。
19.可选地,所述极耳焊接区的长度与所述圆台结构的上底面直径相等。
20.可选地,所述集流盘还包括:
21.设置于极耳内圈挡板靠近所述极耳的侧面、以及所述极耳斜坡压板靠近所述极耳的侧面的陶瓷镀层。
22.在本发明的第三个方面,本发明实施例提供了一种圆柱电芯,包括如上所述的极耳结构,和/或,所如上所述的集流盘。
23.在本发明的第四个方面,本发明实施例提供了一种车辆,包括如上所述的圆柱电芯。
24.本发明实施例包括以下优点:
25.本发明实施例的极耳结构通卷绕成圆环形的极片、以及设置在所述极片上极耳组成,所述极耳在卷绕后沿所述圆环形的内边缘至外边缘的方向上均匀增高;其中,所述极耳向所述圆环形的内边缘收拢后,形成圆台结构,所述圆台结构的高度与靠近所述内边缘的极耳高度相等。通过将极耳收拢实现全极耳连接,且收拢后的圆台结构的高度与内边缘的极耳高度相等,在与集流盘连接时可以实现电连接,增大过流能力,降低内阻,减少电芯发热,提高了全极耳圆柱电芯的倍率性能;并且极耳收拢不会产生飞屑,避免飞屑引发内短路的现象发生,提高了全极耳圆柱电芯的安全性能。
附图说明
26.图1是本发明的一种极耳结构实施例的三维图;
27.图2是本发明的一种极耳结构实施例的剖视图;
28.图3是本发明的一种极耳结构实施例收拢后的剖视图;
29.图4是本发明的一种极耳结构实施例的剖视图的a处局部放大图;
30.图5是本发明的一种极耳结构实施例收拢后的剖视图的b处局部放大图;
31.图6是本发明的另一种极耳结构实施例的三维图;
32.图7是本发明的另一种极耳结构实施例的剖视图;
33.图8是本发明的另一种极耳结构实施例收拢后的三维图;
34.图9是本发明的一种集流盘实施例的第一视角三维图;
35.图10是本发明的一种集流盘实施例的第二视角三维图;
36.图11是本发明的另一种集流盘实施例的第一视角三维图;
37.图12是本发明的一种圆柱电芯实施例的剖视图;
38.图13是本发明的一种圆柱电芯实施例的剖视图的a处局部放大图;
39.图14是本发明的一种圆柱电芯实施例的剖视图的b处局部放大图。
40.附图标记说明:
41.100-极片;
42.200-极耳、201-切缝;
43.300-极耳斜坡压板;
44.400-极耳焊接区、410-极耳焊点、420-压紧条;
45.500-极耳内圈挡板;
46.600-负极通孔;
47.700-电芯外壳、710绝缘圈。
具体实施方式
48.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
49.目前如新能源车辆上常使用的46系列的全极耳圆柱电芯存在如下问题:
50.(1)全极耳圆柱电芯极耳揉平产生飞屑,掉入卷芯内部,有造成电芯内短路风险;
51.(2)极耳揉平后,端面平整度>0.5mm,平整度极差容易导致正/负极集流盘与极耳焊接时易产生炸火导致虚焊;
52.(3)为了避免极耳揉平后内圈极耳遮挡卷芯中心孔,降低注液效率,极片内圈的极耳通常会裁切掉,且裁切长度为一片极耳的高度,因此并没有实现真正全极耳设计。
53.因此,亟需开发一种新的圆柱电芯全极耳结构以上问题。
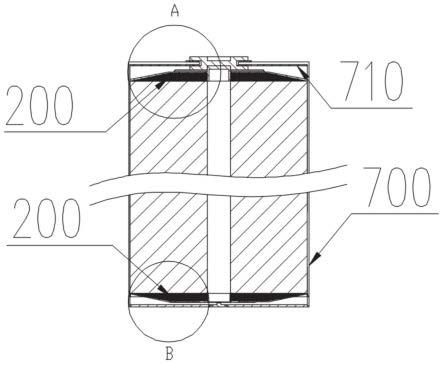
54.参照图1,示出了本发明的一种极耳结构实施例的三维图;参照图2,示出本发明的一种极耳结构实施例的剖视图;参照图3是本发明的一种极耳结构实施例收拢后的三维图。极耳结构具体可以包括:极片100和设置在极片100上的极耳200。
55.极片100具体可以由正极片、负极片以及在正负极片之间的隔膜叠合成一体形成。其中正极片和负极片的材料可以根据电池的类型所确定,如锂电池中,正极片可以由含锂的材料制成,如磷酸铁锂。极片100通过卷绕形成圆环形。其中卷绕的方式本发明实施例不作具体限定。
56.在极片100上极耳200可以是全极耳,极耳200的长度与极片100的长度匹配。进一步地,极耳200具体可以包括正极耳和负极耳,其中与正极片连接的极耳200是正极耳,与负极片接连的极耳200是负极耳。正极耳与负极耳的大小形状等尺寸设计一致,组成的材料也可以相同。极耳200会随着极片100的卷绕而同步卷绕,极耳200卷绕后沿着极片100的圆环形从内边缘至外边缘的方向上均匀增高;即极耳200从内圈至外圈的高度逐渐增大。如图4,极耳200卷绕后,从中心向边缘的极耳200高度是不断增高。
57.此外,极耳200在卷绕后,还可以对极耳200向内边缘进行收拢,即向着最内圈的极耳200进行收拢,形成圆台结构,如图5所示,极片100两侧的极耳200分别向内圈收拢形成圆台结构,极耳200收拢后上端宽l1。其中,圆台结构的高度与最内圈的极耳200对应的高度相同。需要说明的是,上述的极耳200可以是正极耳也可以负极耳。正/负极耳收拢后的结构相同,都为圆台结构,且高度相同。
58.本发明实施例的极耳200高度采用渐变设计,通过极耳200收拢实现全极耳200的连接,增大过流能力,降低电池的内阻。
59.参照图6,示出了本发明的另一种极耳结构实施例的三维图;参照图7,示出本发明的另一种极耳结构实施例的剖视图。极耳结构具体可以包括:极片100和在极片100上的极
耳200,在极片100和极耳200卷绕成圆环形后,可以在圆环形的圆周方向上模切出多条切缝210,切缝210的长度与圆环的环宽相同,即极耳200是径向上被完全切割出多条切缝210。通过模切出切缝210便于对极耳200的收拢,切缝210的宽度可以根据收拢工艺的需求设置,本发明实施例对此不作具体限定。此外,切缝210数量越多收拢所需的压力越小,但内阻会增大,对于切缝210的数量可以根据电池的参数以及极耳收拢的工艺确定。在本发明的一优选示例中,切缝210的数量可以为6条。
60.更进一步地,切缝210可以沿着圆环的圆周方向上均匀分布,如图8所示,6条切缝210在圆周方向上均匀分布,即在圆周方向上每个60度设置一条切缝210。
61.本发明实施例通过在极耳200上模切出多条切缝210,便于针对极耳200进行收拢,以实现全极耳200的连接,提高了全极耳圆柱电芯的倍率性能。
62.参照图9,示出了本发明的一种集流盘实施例的第一视角三维图;参照图10,示出了本发明的一种集流盘实施例的第二视角三维图。集流盘具体包括:极耳斜坡压板300、极耳焊接区400和极耳内圈挡板500。需要说明的是,集流盘为正极集流盘时,具体为正极耳斜坡压板300、正极耳焊接区400和正极耳内圈挡板500。集流盘为负极集流盘时,具体为负极耳斜坡压板300、负极耳焊接区400负极耳内圈挡板500和翻边;翻边用于使得负极集流盘与电芯的外壳连接时与,外壳内壁形成过盈配合,便于搭接焊或穿透焊。其中,正/负极耳斜坡压板300、正/负极耳焊接区400和正/负极耳内圈挡板500的尺寸设计和材料相同。
63.集流盘与极耳结构连接,极耳结构的特点可以参照上述的实施例。其中,极耳斜坡压板300,用于收拢极耳200,极耳斜坡压板300通过自身的倾斜部分与极片100形成第一夹角,进一地,第一夹角与最外侧的极耳200收拢后与极片100形成的夹角角度相同,即第一夹角的角度与圆台结构的横截面下底角的角度相等。此外,为了使得极耳斜坡压板300不会直接与极片100接触,极耳斜坡压板300的长度会小于靠近圆环形的外边缘的极耳200高度,即极耳斜坡压板300的长度小于卷绕后最外圈极耳200的高度。
64.更进一步地,极耳斜坡压板300靠近极片100的侧面可以设置陶瓷镀层,以避免划伤极片100中的隔膜,发生电芯内短路问题。需要说明的是,正极耳斜坡压板300和负极耳斜坡压板300的尺寸相同,且都可以设置有陶瓷镀层。
65.极耳斜坡压板300与极耳焊接区400的一端连接,极耳斜坡压板300从圆环形的外边缘向内边缘收拢全部极耳200至极耳焊接区400,极耳焊接区400为一平整平面。极耳200收拢后形成的圆台结构对应的平面与极耳焊接区400连接,即极耳焊接区400的靠近极耳200的侧面与圆台结构的平面连接。对于极耳焊接区400的材料可以为铜,并在铜的表面镀镍,以提高极耳焊接区400的硬度和可焊接性。其中,对于正负极对应的极耳焊接区400的厚度可以相同也可以不同;对于正负极对应的极耳焊接区400的材料可以相同也可以不同;本发明实施例对此不作具体限定。在本发明的一示例中,正极耳焊接区的厚度与负极耳焊接区的厚度不相同,材料相同;正极集流盘的正极耳焊接区厚度为0.2-2.0毫米,负极集流盘的负极耳焊接区厚度为0.2-1.5毫米,正负极耳焊接区的材料都为表面镀镍的铜。
66.进一步地,极耳焊接区400的长度与圆台结构的上底面直径相等,令收拢后的全部极耳200都可以与极耳焊接区400进行连接,保证了全极耳的连接。
67.极耳焊接区400的另一端连接与极耳内圈挡板500连接,极耳内圈挡板500与极耳焊接区400形成第二夹角,使得极耳内圈挡板500的侧面可以与圆环形内边缘的极耳200连
接。在本发明的一示例中,第二夹角的角度为90度,令圆环形内边缘的极耳200与极耳内圈挡板500的侧面贴合,集流盘与极耳200有更多的接触位置。进一步地为了避免极耳内圈挡板500直接与极片100连接导致短路,极耳内圈挡板500的高度小于圆环形的内边缘的极耳200高度,具体地,是极耳内圈挡板500垂直方向上的高度小于内边缘的极耳200高度。并且,为了保证极耳内圈挡板500的划伤极片100中的隔膜,极耳内圈挡板500靠近极耳200的侧面上也可以设置陶瓷镀层。
68.在本发明的一实施例中,在极耳焊接区400外表面上还可以设置压紧条410,用于压紧收拢后的极耳200。压紧条410的数量可以与极耳200的切缝210数量相同。
69.在本发明的一实施例中,在极耳焊接区400外表面上通过激光穿透焊等方式令集流盘与极耳200焊接形成极耳焊点420。正极的极耳焊点420与负极的极耳焊点420的直径相同,直径范围为0.5-1毫米。极耳焊点420沿圆环形的径向方向形成焊线,在圆环形的圆周方向均匀分布。焊点外轮廓之间的间距为0.2-0.5毫米。焊线的数量与压紧条410的数量呈倍数关系。具体地,焊线数量为压紧条410数量的2-5倍。如压紧条410数量为6条时,焊线数可以为18条。
70.在本发明的一实施例中,当集流盘为负极集流盘时,还可以包括有负极通孔600,负极通孔600与圆环形极片100的中心孔同心设置,便于通过负极通孔600向卷绕后的极片100中注液。如图11所示,负极通孔600与集流盘的圆心同心,集流盘与极片100连接时,实现与卷绕后的极片100中心孔与负极通孔600同心。
71.在本发明的一实施例中,当集流盘为正极集流盘时,还可以包括极柱连接区,便于组装电芯时,正极极柱与集流盘焊接。
72.在本发明的一实施例中,卷绕后的极片100形成的圆环形的直径φa、圆环形的中心孔直径φb、极耳焊接区400长度lc1、最内圈极耳200高度h1,最外圈极耳200高度hn,可以满足如下关系式:
[0073][0074]
其中,2mm≤h1≤5mm,20mm≤φa≤80mm,3mm≤φb≤15mm,1mm≤lc1≤10mm,1≤x≤3,1≤y≤3,1≤z≤3。
[0075]
需要说明的是,所述极耳焊接区400长度lc1具体是指正极耳焊接区长度。对于负极耳焊接区长度la1与正极耳焊接区长度是相同的,即la1=lc1。上述公式中的lc1也可以采用la2代替。并且,对于正极耳焊接区长度和负极耳焊接区长度,都与正极耳收拢后上端宽l1相同,即la1=lc1=l1;使得集流盘可以减少径向方向的尺寸的同时可以保证与极耳结构的全连接。
[0076]
此外,为了更好的说明集流盘与极耳结构之间的连接方法,下面以对集流盘与极耳结构的焊接工艺流程进行说明:
[0077]
工艺流程集体可以分为6个加工步骤,依次是:正极耳收拢、正极集流盘压紧、正极集流盘焊接、负极耳收拢、负极集流盘压紧、负极集流盘焊接。其详细工作过程为:
[0078]
(1)对卷绕后的极片100进行居中定位,通过ccd等视角传感器识别中心孔位置,采用正极集流盘的正极耳斜坡压板300在圆周方向收拢正极耳,直至将所有正极耳收拢至正极耳焊接区400;
[0079]
(2)正极集流盘6条正极压紧条410一一对应卷芯极耳模切的6条切缝210,对正后,对正极压紧条410施加压力,压紧正极耳;
[0080]
(3)采用脉冲激光器点焊工艺,从正极耳焊接区400由内至外焊点成线,共计18条,成圆周分布;
[0081]
(4)采用负极集流盘的负极耳斜坡压板300周向收拢负极耳200,直至将所有负极耳收拢至负极耳焊接区400;
[0082]
(5)负极集流盘6条负极压紧条410一一对应负极耳模切的6条切缝210,对正后,对负极压紧条410施加压力,压紧负极耳;
[0083]
(6)采用脉冲激光器点焊工艺,从负极耳焊接区400由内至外焊点成线,共计18条,成圆周分布。
[0084]
至此,完成圆柱电芯的极耳结构与集流盘的焊接。
[0085]
本发明实施例通过将所有极耳200收拢在极耳焊接区400后,通过激光穿透焊德国方式将集流盘和极耳结构连接,保证所有极耳200均与集流盘实现电连接,增大过流能力,降低内阻,减少电芯发热,实现真正全极耳200设计,提高了全极耳200圆柱电芯的倍率性能。且收拢后极耳200处于等高状态,便于集流盘焊接的,避免虚焊现象的发生。此外,极耳焊点420都分布于极耳焊接区400,可以有效避免漏激光烧穿隔膜问题;进一步提高电池的安全性能。
[0086]
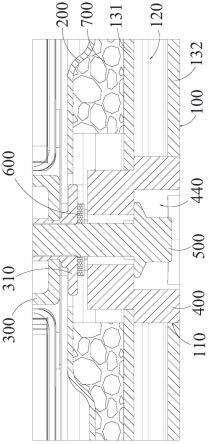
参照图12,示出了本发明的一种圆柱电芯实施例的剖视图;参照图13,本发明的一种圆柱电芯实施例的剖视图a处局部放大图;参照图14,本发明的一种圆柱电芯实施例的剖视图b处局部放大图。
[0087]
圆柱电芯具体包括如上所述的极耳结构,和/或如上所述的集流盘。此外,可以包括电芯外壳700,盖帽(图中未标出)、防爆阀(图中未标出)、绝缘圈710。电芯外壳700的内部设置有容纳腔,集流盘与极耳结构位于容纳腔中。
[0088]
其中,如图13所示,在正极一侧,正极的极耳200与正极的极耳焊接区400连接,令正极的集流盘与极耳结构连成一体。正极的极耳200收拢后的上端宽度与正极的极耳焊接区400的长度相同,实现正极的全极耳连接。
[0089]
如图14所示,在负极一侧,负极的极耳200与对应电极的负极的极耳焊接区400连接,令负极的集流盘与极耳结构连成一体。负极的极耳200收拢后的上端宽度与负极的极耳焊接区400的长度相同,实现负极的全极耳连接。并且,负极集流盘的翻边与电芯外壳700连接,使得正负极的集流盘和极耳结构都可以固定在电芯外壳700的容纳腔中。
[0090]
密封钉与盖帽焊接在一起,在盖帽上设置有防爆阀。
[0091]
在电芯外壳700的内外侧分别设置绝缘件实现绝缘支撑作用。
[0092]
本发明实施例还提供了一种车辆,包括如上所述的圆柱电芯。
[0093]
需要说明的是,对于方法实施例,为了简单描述,故将其都表述为一系列的动作组合,但是本领域技术人员应该知悉,本发明实施例并不受所描述的动作顺序的限制,因为依据本发明实施例,某些步骤可以采用其他顺序或者同时进行。其次,本领域技术人员也应该知悉,说明书中所描述的实施例均属于优选实施例,所涉及的动作并不一定是本发明实施例所必须的。
[0094]
本说明书中的各个实施例均采用递进的方式描述,每个实施例重点说明的都是与
其他实施例的不同之处,各个实施例之间相同相似的部分互相参见即可。
[0095]
本领域内的技术人员应明白,本发明实施例的实施例可提供为方法、装置、或计算机程序产品。因此,本发明实施例可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明实施例可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机程序产品的形式。
[0096]
本发明实施例是参照根据本发明实施例的方法、终端设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理终端设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理终端设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0097]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理终端设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0098]
这些计算机程序指令也可装载到计算机或其他可编程数据处理终端设备上,使得在计算机或其他可编程终端设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程终端设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0099]
尽管已描述了本发明实施例的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明实施例范围的所有变更和修改。
[0100]
最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者终端设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者终端设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者终端设备中还存在另外的相同要素。
[0101]
以上对本发明所提供的一种极耳结构、集流盘、圆柱电芯和车辆,进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。