1.本发明涉及光栅加工技术领域,特别是涉及一种二维光栅加工方法与二维光栅。
背景技术:
2.二维光栅亦称为网格光栅,通常是指衍射单元在二维方向上周期排列的光栅,其一般是通过圆形或矩形孔、柱、椎阵列而形成。相关技术中,存在一种机械压印方法,通过压头进刀在待加工件表面形成预设形状,并在压头退刀后使待加工件步进一段距离,使压头到达下一个加工位置,并不断重复前述过程,从而完成加工。然而,在进刀、退刀与步进等步骤之间切换时,需要频繁启停机器,使得加工效率较低,所需的加工时间较长。
技术实现要素:
3.基于此,本发明提出一种二维光栅加工方法,能够提高加工效率,缩短加工时间。
4.一种二维光栅加工方法,包括如下步骤:
5.s100将压头置于待加工件的上方;
6.s200使所述待加工件沿水平第一方向以第一轨迹移动,并使所述压头在平行于所述水平第一方向的竖直平面内以第二轨迹运动,所述第二轨迹呈封闭形状,所述第一轨迹与所述第二轨迹叠加得到所述压头相对于所述待加工件运动的相对轨迹;
7.所述相对轨迹包括使所述压头逐渐压入所述待加工件的压入段、使所述压头逐渐脱离所述待加工件的脱出段,以及使所述压头在所述水平第一方向上相邻的两个加工位置之间切换的悬空段,其中,所述压入段与所述脱出段呈基本竖直状。
8.在其中一个实施例中,所述第二轨迹呈三角形,所述压入段与所述脱出段均呈竖直状且重合,所述悬空段平行于所述水平第一方向。
9.在其中一个实施例中,所述第二轨迹呈椭圆形,所述椭圆形的长轴平行于竖直方向,所述椭圆形的短轴平行于所述水平第一方向,所述相对轨迹呈类螺旋状。
10.在其中一个实施例中,所述压入段与所述脱出段上各个位置的切线与所述竖直方向的夹角不大于10度。
11.在其中一个实施例中,所述待加工件以所述第一轨迹移动的速度为v,所述椭圆形的半长轴为a,半短轴为b,所述压头的运动频率为f,最大加工深度为h,上述参数满足:
12.在其中一个实施例中,k=a/b,k≥2。
13.在其中一个实施例中,所述待加工件到达沿所述水平第一方向的极限位置时,进行如下步骤:
14.s10使所述待加工件与所述压头在竖直方向上相对远离;
15.s20使所述待加工件沿与所述水平第一方向相反的方向复位,使所述待加工件与所述压头在水平第二方向上相对移动以换行,其中,所述竖直方向、所述水平第一方向、所
述水平第二方向两两垂直;
16.s30使所述待加工件与所述压头在所述竖直方向上相对靠近。
17.在其中一个实施例中,在加工结束后,还包括:对所述待加工件表面进行超声清洗。
18.在其中一个实施例中,所述待加工件为金属件,在s200之后还包括:
19.s300以所述金属件作为模板,对柔性材料进行转印。
20.上述二维光栅加工方法,待加工件以第一轨迹移动,压头以第二轨迹运动,通过第一轨迹与第二轨迹的叠加而形成压头相对于待加工件运动的相对轨迹。相对轨迹中,呈基本竖直状的压入段可以实现压头的下压,以完成进刀;呈基本竖直状的脱出段可以实现压头与待加工件的分离,以完成退刀;悬空段可以实现压头在相邻两个加工位置之间的切换,使压头完成一次加工后到达下一个加工位置。在上述过程中,待加工件始终以第一轨迹在移动,且压头始终以第二轨迹在运动,二者始终处于连续的运动状态,无需在进刀、退刀或相邻两个加工位置之间切换时频繁启停压头或待加工件,从而能够提高加工效率,缩短加工时间,且低频次的启停还能延长机器使用寿命。
21.一种二维光栅,通过上述的二维光栅加工方法制得。
22.上述二维光栅,加工出该光栅所使用的方法加工效率较高,使得该光栅制造速度较快。
附图说明
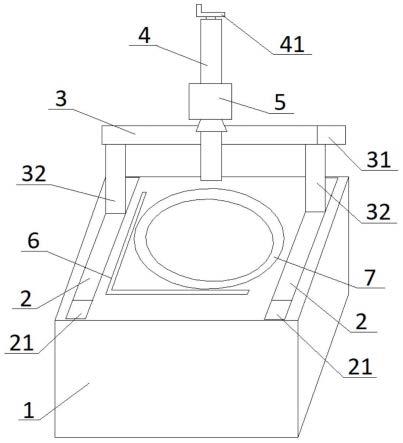
23.图1为本技术一实施例中的压头与待加工件的位置示意图;
24.图2为本技术一实施例第一轨迹与第二轨迹的形状示意图;
25.图3为图2所示实施例中第一轨迹与第二轨迹叠加所得的相对轨迹的形状示意图;
26.图4为本技术另一实施例第一轨迹与第二轨迹的形状示意图;
27.图5为图4所示实施例中第一轨迹与第二轨迹叠加所得的相对轨迹的形状示意图;
28.图6为图5中相对轨迹的压入段与脱出段的局部放大图;
29.图7为图5中相对轨迹的悬空段的局部放大图;
30.图8为本技术一实施例中的待加工件发生衍射时的示意图。
31.附图标记:
32.压头10;
33.待加工件20、压痕21;
34.第一轨迹30;
35.第一种第二轨迹40;
36.第一种相对轨迹50、第一压入段51、第一脱出段52、第一悬空段53;
37.第二种第二轨迹60;
38.第二种相对轨迹70、第二压入段71、第二脱出段72、第二悬空段73;
39.光源80;
40.第一相机91、第二相机92。
具体实施方式
41.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
42.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
43.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
44.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
45.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
46.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
47.图1为本技术一实施例中的压头与待加工件的位置示意图;图8为本技术一实施例中的待加工件发生衍射时的示意图。
48.参阅图1与图8,本发明一实施例提供的二维光栅通过压头10在待加工件20的表面下压出多个压痕21而形成。光源80发出朝下的光线,并照射至加工完成的光栅表面,光线经光栅发生衍射后,能够分别被第一相机91与第二相机92拍摄到图像。其中,第一相机91镜头的朝向平行于x方向,第二相机92镜头的朝向平行于y方向。
49.需要说明的是,在附图中,以x方向为水平第一方向,y方向为水平第二方向,z方向为竖直向上的方向,x方向、y方向、z方向三者两两垂直。在附图视角下,x方向即为朝左的方向,y方向即为朝后的方向。待加工件20呈板状,其待加工面为其顶面,该顶面平行于xoy平面。
50.在常规的加工方法中,需要使压头10朝下移动进刀压出压痕21,然后再使压头10向上移动退刀与待加工件20分离,至此完成单个压痕21的加工。然后使待加工件20沿x方向移动,以切换加工位置,使压头10到达下一待加工的压痕21位置的上方,然后再重复上述的单个压痕21的加工过程,即可加工出第二个压痕21。不断重复上述过程,即可在x方向上加工出多个间隔排布的压痕21。但在该过程中,进刀与退刀时,待加工件20需处于静止状态,压头10处于运动状态,在切换加工位置时,待加工件20需切换至运动状态,压头10切换至待机状态,需要频繁启停压头10与待加工件20的运动系统,运动过程不连续,使得加工效率较低,所需的加工时间较长,且频繁的启停也会导致其寿命缩短。
51.图2为本技术一实施例第一轨迹与第二轨迹的形状示意图;图3为图2所示实施例中第一轨迹与第二轨迹叠加所得的相对轨迹的形状示意图;图4为本技术另一实施例第一轨迹与第二轨迹的形状示意图;图5为图4所示实施例中第一轨迹与第二轨迹叠加所得的相对轨迹的形状示意图。
52.参阅图1、图2与图4,本发明一实施例提供一种上述的二维光栅的加工方法,其包括如下步骤:
53.s100将压头10置于待加工件20的上方;
54.s200使待加工件20沿水平第一方向以第一轨迹30移动,并使压头10在平行于水平第一方向的竖直平面内以第二轨迹运动,第二轨迹呈封闭形状,第一轨迹30与第二轨迹叠加得到压头10相对于待加工件20运动的相对轨迹;
55.相对轨迹包括使压头10逐渐压入待加工件20的压入段、使压头10逐渐脱离待加工件20的脱出段,以及使压头10在水平第一方向上相邻的两个加工位置之间切换的悬空段,其中,压入段与脱出段呈基本竖直状。
56.参阅图1、图2与图4,具体地,平行于水平第一方向(也即x方向)的竖直平面即为xoz平面。也就是说,在s200中,使待加工件20沿x方向以第一轨迹30移动,并使压头10在xoz平面内以第二轨迹运动。第一轨迹为待加工件20的绝对运动轨迹,第二轨迹为压头10的绝对运动轨迹,两种轨迹叠加,得到的即为压头10相对于待加工件20运动的相对轨迹,通过该相对运动轨迹,可以在待加工件20顶面形成前述的压痕21。压头10相对于待加工件20运动的相对轨迹包括三部分,第一部分为压头10逐渐压入待加工件20的行程(即压入段,对应进刀),第二部分为从压入深度最大的位置逐渐脱出待加工件30直至二者分离的行程(即脱出段,对应退刀),压入段与脱出段均呈基本竖直状,基本能够实现垂直进刀与垂直退刀,以对应常规加工方式中的进刀与退刀方式。需要说明的是,基本垂直是指与竖直方向夹角不大于20度。第三部分时,压头10与待加工件20并未接触,且压头10从一个压痕21所在的位置运动至相邻压痕21所在的位置(对应加工位置的切换)。压头10不断循环走过压入段、脱出段、悬空段,就能在待加工件20顶面依次形成沿x方向间隔排布的多个压痕21。
57.在上述过程中,待加工件20始终以第一轨迹30在移动,且压头10始终以第二轨迹在运动,二者均处于连续的运动状态。通过压头10与待加工件20二者的相对运动来实现进刀、退刀或相邻两个加工位置之间切换,从而无需在各个步骤之间切换时频繁启停压头10或待加工件20,从而能够提高加工效率,缩短加工时间,且低频次的启停还能延长机器使用寿命。
58.参阅图1至图3,在一些实施例中,第二轨迹呈三角形,压入段与脱出段均呈竖直状
且重合,悬空段平行于水平第一方向。具体地,图2至图3中压头10使用的是第一种第二轨迹40,相应地,第一种第二轨迹40与第一轨迹30叠加所得的为第一种相对轨迹50。第一种相对轨迹50包括第一压入段51、第一脱出段52、第一悬空段53。
59.具体地,压头10的第一种第二轨迹40包括三段,分别为三角形的三条边,依次为ab、bc、ca。其中,压头10运动至a点时,开始与待加工件20的顶面接触。压头10在ab段运动时,压头10具有朝下的速度分量与沿x方向的速度分量,沿x方向的速度分量与待加工件20沿x方向的速度相等,因此,在x方向上压头10与待加工件20相对静止。压头10朝下的速度分量最终体现出来即为压头10朝下进刀的过程,对应呈竖直状的第一压入段51。压头10运动至b点时,到达最大的加工深度,即压痕21的底端。压头10在bc段运动时,压头10具有朝上的速度分量与沿x方向的速度分量,沿x方向的速度分量与待加工件20沿x方向的速度相等,因此,在x方向上压头10与待加工件20位置依然是相对静止的。压头10朝上的速度分量最终体现出来即为压头10朝上退刀的过程,对应呈竖直状的第一脱出段52。压头10运动c点时,与待加工件20完全分离。压头10在ca段运动时,将处于悬空状态,不会与待加工件20接触。该过程中,压头10沿x方向的反向移动,同时,待加工件20沿x方向移动,二者的位移总量即为压头10相对于待加工件20的位移量,对应平行于x方向的第一悬空段53。压头10再次运动至a点时,压头10已经到达了下一加工位置(即相邻的压痕21的上方)。之后,压头10继续以第一种第二轨迹40运动,待加工件20继续以第一轨迹30运动,即重复前述的运动过程,完成后续的多个压痕21的加工。
60.上述过程中,在第一悬空段53时,压头10与待加工件20相向运动,因此,可以使压头10更快的到达下一加工位置(即相邻的压痕21的上方),从而进一步提高加工效率,缩短加工时间。
61.图6为图5中相对轨迹的压入段与脱出段的局部放大图;图7为图5中相对轨迹的悬空段的局部放大图。
62.参阅图1、图4与图5,在一些实施例中,第二轨迹呈椭圆形,椭圆形的长轴平行于竖直方向,椭圆形的短轴平行于水平第一方向,相对轨迹呈类螺旋状。图4至图5中压头10使用的是第二种第二轨迹60,相应地,第二种第二轨迹60与第一轨迹30叠加所得的为第二种相对轨迹70。参阅图5至与图7,第二种相对轨迹70包括第二压入段71、第二脱出段72、第二悬空段73。
63.参阅图5至与图7,具体地,压头10的第二种第二轨迹60包括四段,依次为gd、de、ef、fg。压头10在gd段运动时,与第一轨迹30叠加后,对应第二种相对轨迹70中的li段;压头10在de段运动时,与第一轨迹30叠加后,对应第二种相对轨迹70中的ij段;压头10在ef段运动时,与第一轨迹30叠加后,对应第二种相对轨迹70中的jk段;压头10在fg段运动时,与第一轨迹30叠加后,对应第二种相对轨迹70中的kl’段。
64.压头10以自身轨迹运动至g点时,对应相对运动的第二种相对轨迹70中的l点,此时压头10与待加工件20在竖直方向的间距最大。压头10以自身轨迹运动至e点时,对应相对运动的第二种相对轨迹70中的j点,此时压头10到达最大加工深度,即压痕21的底端。压头10在第二种相对轨迹70中从l点运动至h点时,开始与待加工件20的顶面接触,从j点运动至h点时,开始与待加工件20的顶面分离。
65.压头10以自身轨迹在gd段运动时,压头10具有朝下的速度分量与沿x方向的反向
的速度分量。朝下的速度分量使得压头10与待加工件20在竖直方向的间距逐渐减小并压入;压头10沿x方向的反向的速度分量与待加工件20沿x方向的速度叠加。压头10在de段运动时,压头10具有朝下的速度分量与沿x方向的速度分量。朝下的速度分量使得压头10继续下压加深压痕21;压头10沿x方向的速度分量与待加工件20沿x方向的速度部分抵消,但压头10沿x方向的速度分量依然大于待加工件20沿x方向的速度,因此,二者轨迹叠加后,依然表现出压头10具有相对待加工件20在x方向的运动。压头10在ef段运动时,压头10具有朝上的速度分量与沿x方向的速度分量。朝上的速度分量使得压头10逐渐向上抬起;压头10沿x方向的速度分量与待加工件20沿x方向的速度部分抵消,但压头10沿x方向的速度分量依然大于待加工件20沿x方向的速度,因此,二者轨迹叠加后,依然表现出压头10具有相对待加工件20在x方向的运动。压头10以自身轨迹在fg段运动时,压头10具有朝上的速度分量与沿x方向的反向的速度分量。朝上的速度分量使得压头10继续向上抬起;压头10沿x方向的反向的速度分量与待加工件20沿x方向的速度叠加。
66.在第二种相对轨迹70中,压头10在hj段之间运动时,会逐渐形成压痕21,对应第二压入段71;压头10在jh段之间运动时,会逐渐脱离待加工件20,对应第二脱出段72。第二压入段71与第二脱出段72上各个位置的切线近似呈竖直状,基本能够实现垂直进刀与退刀,以对应常规加工方式中的进刀与退刀方式。压头10在hh’段之间运动时,将处于悬空状态,不会与待加工件20接触,该过程中,压头10具有沿x方向的反向的速度分量,同时,待加工件20沿x方向移动,二者的位移总量即为压头10沿x方向相对于待加工件20的位移量,对应第二悬空段73。压头10运动至h’点时,压头10已经到达了下一加工位置(即相邻的压痕21的上方)。之后,压头10继续以第二种第二轨迹60运动,待加工件20继续以第一轨迹30运动,即重复前述的运动过程,完成后续的多个压痕21的加工。
67.优选地,使第二压入段71与第二脱出段72上各个位置的切线与竖直方向的夹角不大于10度,以使其更趋近于垂直进刀与退刀,减少沿x方向对待加工件20的窜动。具体地,通过调节椭圆形轨迹与待加工件20沿x方向的移动速度即可实现上述夹角范围。
68.通常来说,压头10选用更大的运动频率时,需要为待加工件20匹配更大的移动速度,同时,待加工件20的移动速度还与椭圆形轨迹的长轴短轴等参数有关。参阅图4至图7,具体地,待加工件20以第一轨迹30移动的速度为v,椭圆形的半长轴为a,半短轴为b,压头10的运动频率为f,最大加工深度为h,上述参数满足:
[0069][0070]
在进行加工前,可以基于所选择的椭圆形轨迹的参数以及需要获得的最大加工深度来匹配待加工件20沿x方向的移动速度,以实现前述的进刀、退刀以及相邻加工位置间的切换。
[0071]
优选地,在一些实施例中,k=a/b,k≥2。当椭圆形轨迹的半长轴远大于半短轴时,椭圆形轨迹呈“瘦长”形状,此时,可以近似看作压头10与待加工件20在x方向上无相对位移,当待加工件20因板面粗糙等因素导致自身沿x方向的速度等不稳定时,压头10在x方向的窜动较小,加工精度更高。进一步地,在一些实施例中,k≥10,此时上述效果更佳。
[0072]
参阅图1,在一些实施例中,待加工件20到达沿水平第一方向的极限位置时,进行
如下步骤:
[0073]
s10使待加工件20与压头10在竖直方向上相对远离;
[0074]
s20使待加工件20沿与水平第一方向相反的方向复位,使待加工件20与压头10在水平第二方向上相对移动以换行,其中,竖直方向、水平第一方向、水平第二方向两两垂直;
[0075]
s30使待加工件20与压头10在竖直方向上相对靠近。
[0076]
具体地,以图1所示待加工件20为例,当待加工件20沿x移动至将最右端的第5个压痕21加工完成时,需要进行换行。此时,可以使待加工件20朝下移动,直至压头10与待加工件20完全不接触。然后使待加工件20沿x方向的反向移动,即朝右移动,使压头10再次到达待加工件20的最左端一个压痕21的上方。同时,使待加工件20沿y方向或y方向的反向移动,即朝前或朝后移动,使压头10到达第二行加工位置的上方。然后,使待加工件20朝上移动复位,此时移动的距离与s10中朝下移动的距离相等。至此已经完成了换行步骤,之后继续按照前述实施例中的方式通过两个轨迹的叠加进行加工即可。
[0077]
在一些实施例中,在加工结束后,还包括:对待加工件20表面进行超声清洗。具体地,可以使用清洁剂对待加工件20的表面进行超声清洗,以去除加工时产生的碎屑等,保证形成的光栅具有较好的光学性能。
[0078]
在一些实施例中,待加工件20为金属件,在s200之后还包括:s300以金属件作为模板,对柔性材料进行转印。具体地,在前述实施例中,可以直接通过金属材质来形成光栅,例如,可以选用天然金刚石或人工金刚石材质。除了选用金属材质来形成光栅,也可以将形成的待加工件20作为模板进行转印,以树脂等柔性材料来形成光栅。具体的转印方式参照现有技术即可,此处不再赘述。压头10可以选用圆锥或棱锥等形状,例如附图所示的三棱锥形状。
[0079]
当以柔性材质来形成光栅时,其能够在受到外力时发生变形。一维光栅由于其单向的衍射特性,当其发生变形时,并无法正确判断产生变形的力的形式或大小,举例来说,若光栅区域内产生一个任意载荷,光栅在其衍射方向发生光栅周期变化从而判断此力在横向的分量,却不能判断其在纵向的分量,而二维光栅由于在两个方向均产生衍射,故能综合两个衍射方向的光栅周期的变化精确地判断施加载荷的大小及形式。因此,在金属工件上加工二维光栅并将金属二维光栅通过转印转印到薄片或薄膜形式的柔软材料上,并在横向和纵向的特定观测角进行观察,当此柔软材料受到载荷发生变形时,记录二维光栅结构色的变化。载荷代表触觉,结构色观察代表视觉,即通过两者之间的关系从视觉变化推出触觉变化即为视触觉传感器。
[0080]
在一些实施例中,二维光栅通过前述任意一个实施例中的二维光栅加工方法制得。在上一实施例中,在转印得到柔性光栅后,柔性光栅可以作为视触觉传感器来使用。
[0081]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0082]
以上所述实施例仅表达了本技术的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。因此,本技术的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。