1.本实用新型涉及产品组装领域,具体为一种产品自动装盒装置。
背景技术:
2.包装对于商品有着极其重要的作用,它能够保护被包装的商品,防止产品出现损坏,诸如渗漏、浪费、偷盗、损耗、散落、掺杂、收缩和变色等;也能够为人们提供方便,人们在对商品进行转移的时候比较容易辨别产品型号和种类。由此可见,在现代工业中,包装已经是产品出厂的必备工序,它能够有效的保护产品。但是目前人工的包装方式不能够有效的提升产能,效率低下。
3.鉴于此,有必要提供一种解决上述问题的产品自动装盒装置。
技术实现要素:
4.本实用新型提供的一种产品自动装盒装置,克服了人工装盒效率低下的缺点。
5.本实用新型所采用的技术方案是:
6.一种产品自动装盒装置,包括机架,机架上设置有环形转台,所述环形转台中部设置有固定在机架上的工作台,所环形转台上周向设置有若干用于放置包装盒的治具,所述工作台上按照包装盒组装顺序依次周向设置有用于提供下盒的第一上料机构、用于提供干燥剂的第二上料机构、用于提供上盒的第三上料机构,所述机架上还设置有用于将产品装进包装盒的组装机构、用于收集成品的收集机构和用于将包装盒从环形转台提取至组装机构的第一翻转机构。
7.进一步的是:所述第一上料机构包括用于输送下盒的第一上料流水线、用于吸附下盒的一号吸盘和设置在机架上的第一支座,所述第一支座中间为镂空结构,所述第一支座两边各设置有一条第一导轨,两条所述第一导轨上设置有第一连接板,所述第一连接板位于上料流水线正上方,所述第一连接板上竖直设置有第二连接板,所述第二连接板上竖直设置有两条第二导轨,两条所述第二导轨上设置有第三连接板,所述第二连接板上设置有用于驱动第三连接板在两条所述第二导轨上滑动的一号气缸,所述第三连接板下端设置有平行与上料流水线的第四连接板,所述一号吸盘数量为四个,四个所述一号吸盘均匀设置在第四连接板上。
8.进一步的是:所述第二上料机构包括用于输送干燥剂的振动盘和设置在机架上的第二支座,所述振动盘的出口处设置有用于传送干燥剂的传送带,所述传送带设置在第二支座上,还包括用于将传送带中的干燥剂提取至下盒中的一号提取组件,所述一号提取组件一端设置在第二支座上,另一端设置在工作台上,所述一号提取组件包括用于提取干燥剂的提取构件和用于驱动提取构件在传送带和环形转台之间往复运动的一号无杆气缸,所述提取构件包括固定设置在一号无杆气缸活塞上的第五连接板,所述第五连接板上竖直设置有两条第三导轨,两条所述第三导轨上设置有第六连接板,所述第五连接板上设置有用于驱动第六连接板在两条所述第三导轨上滑动的二号气缸,所述第六连接板上设置有用于
抓取干燥剂的气缸夹爪。
9.进一步的是:所述第三上料机构包括用于输送上盒的第二上料流水线、用于接收上盒的放置台、用于吸附放置台中上盒的一号吸附组件和设置在工作台上的第三支座,还包括用于将第二上料流水线中的上盒提取至放置台中的二号提取组件,所述二号提取组件包括设置在机架上的固定座,所述固定座上设置有二号无杆气缸,所述二号无杆气缸的活塞上设置有第一连接架,所述第一连接架上竖直设置有两条第四导轨,两条所述第四导轨上设置有第七连接板,所述第一连接架上设置有用于驱动第七连接板在两条所述第四导轨上滑动的三号气缸,所述第七连接板上设置有平行于第二上料流水线的第八连接板,所述第八连接板上设置有若干二号吸盘,若干所述二号吸盘均与分布在第八连接板上;
10.所述一号吸附组件包括设置在工作台上的第三支座,所述第三支座中间为镂空结构,所述第三支座两边分别水平设置有一条第五导轨,两条所述第五导轨上设置有第九连接板,第三支座上设置有用于驱动第九连接板在两条所述第五导轨上滑动的六号气缸,所述第九连接板位于环形转台上方,所述第九连接板上竖直设置有第十连接板,所述第十连接板上设置有用于吸附上盒的倒t型吸板和可驱动倒t型吸板竖直运动的一号滑台气缸,所述倒t型吸板上均匀设置有若干三号吸盘;
11.所述放置台一端设置有用于将上盒从二号提取组件驱动至一号吸附组件的四号气缸。
12.进一步的是:所述机架上还设置有用于对放置台中的上盒进行贴标的贴标机构,所述贴标机构包括设置在机架上的贴标机和用于将标签机打印的标签贴在上盒的贴标组件,所述贴标组件包括第二连接架和设置在机架上的第四支座,所述第四支座上设置有用于驱动第二连接架在贴标机和放置台之间往复运动的三号无杆气缸,所述第二连接架上竖直设置有两条第六导轨,两条所述第六导轨上设置有第十一连接板,所述第二连接架上设置有用于驱动第十一连接板在两条所述第六导轨上运动的七号气缸,所述第十一连接板设置有平行于放置台上表面的吸板,所述吸板下表面设置有若干一号通孔,所述吸板侧面设置若干用于与外部真空吸气机构连接的二号通孔,若干所述一号通孔和若干所述二号通孔相互贯通。
13.进一步的是:所述第一翻转机构包括用于吸附包装盒的一号吸附板和设置在工作台上的第五支座,所述第五支座中间为镂空结构,所述第五支座两边各设置有第七导轨,两条所述第七导轨上设置有第十二连接板,所述第十二连接板位于环形转台正上方,所述第五支座上设置有用于驱动第十二连接板在两条所述第七导轨上滑动的五号气缸,所述第十二连接板上竖直设置有第十三连接板,所述第十三连接板上竖直设置有两条第八导轨,两条所述第八导轨上设置有第十四连接板,所述第十三连接板上设置有用于驱动第十四连接板在两条所述第八导轨上运动的八号气缸,所述第十三连接板上设置用于驱动一号吸附板翻转的一号回转气缸,所述一号吸附板设置有若干三号通孔,所述三号通孔一端用于与外部真空抽气装置连接。
14.进一步的是:所述组装机构包括设置在机架上的第六支座,所述第六支座一端设置有用于接收外部机构传送的检测卡的卡槽,另一端设置有用于接收第一翻转机构传送的包装盒的接收组件,还包括用于将卡槽中的检测卡输送至接收组件的传送组件。
15.进一步的是:所述接收组件包括设置在第六支座上的固定板,所述固定板上水平
设置有两条第九导轨,两条所述第九导轨上设置有放置板,所述固定板上设置有用于驱动放置板在两条所述第九导轨上滑动的九号气缸,所述放置板一端设置有固定块,另一端设置有用于与固定块配合固定包装盒的按板,所述放置板上还设置有用于驱动按板抵近包装盒的双轴气缸,所述放置板设置有四号通孔,所述第六支座上设置有用于将检测卡顶送至四号通孔上方的包装盒的十号气缸,所述十号气缸的主轴上设置有平条,所述平条两端处于包装盒的开口之间。
16.进一步的是:所述传送组件包括收容器和设置在机架上的第七支座,所述收容器一侧与卡槽相通,另一侧设置有供检测卡进入到所述四号通孔上方的开口,所述第七支座上设置有用于将检测卡驱动至收容器的一侧边的滑板,所述第七支座上设置有用于驱动滑板运动的二号滑台气缸,所述第七支座上与卡槽同侧设置有用于将收容器中的检测卡驱动至四号通孔处的驱动组件,所述驱动组件包括用于抵送检测卡的长条和水平设置在第七支座上的两条第十导轨,所述收容器设置有供长条滑动的开孔,两条所述第十导轨上设置有第十五连接板,所述第十五连接板上设置有用于驱动长条相对收容器滑动的三号滑台气缸,所述第七支座上还设置有用于驱动第十五连接板在两条所述第十导轨上滑动的十一号气缸,所述三号滑台气缸和长条之间设置有缓冲块,所述长条穿过缓冲块一端并可相对缓冲块滑动连接,所述缓冲块设置有用于阻挡长条继续滑动的挡边。
17.进一步的是:所述收集机构包括出料流水线和用于将组装机构中装有检测卡的包装盒提取至出料流水线的第二翻转机构,所述第二翻转机构包括设置在机架上的第八支座,所述第八支座上方为镂空结构,所述第八支座上设置有第十六连接板、第十一导轨和四号无杆气缸,所述第十六连接板位于出料流水线正上方,所述第十六连接板一端与四号无杆气缸的活塞连接,另一端设置在第十一导轨的滑块上,所述四号无杆气缸可驱动第十六连接板在第十一导轨上滑动,所述第十六连接板上设置有第三连接架,所述第三连接架上竖直设置有两条第十二导轨,所述第十二导轨上设置有l型连接架,所述第三连接架上设置有用于驱动l型连接架在第十二导轨上滑动的十二号气缸,所述l型连接架上设置有二号回转气缸,所述二号回转气缸上设置有用于吸附包装盒的二号吸附板,所述二号吸附板上设置有四号吸盘,所述四号吸盘数量为四个。
18.本实用新型的有益效果:
19.1、实现了检测卡的自动组装,提高了检测卡的组装效率。
20.2、设置贴标机和贴标机构,实现了包装和的自动贴标。
21.3、在贴标时在吸板上设置若干一号通孔,能够使得标签在吸板上不易出现褶皱。
22.4、设置第一翻转机构和第二翻转机构,能够有效的将环形转台上的包装和提取至组装机构,将组装机构中的包装盒提取至出料流水线上,实现了包装盒与检测卡的快速组装与包装盒的快速出料。
23.5、在传送组件中设置有缓冲块,确保检测卡在组装时不会被折弯或损坏,降低了产品的不良率。
附图说明
24.图1为本技术的实施例的产品自动装盒装置的结构示意图。
25.图2为本技术的实施例的产品自动装盒装置的第一上料机构的结构示意图。
26.图3为本技术的实施例的产品自动装盒装置的第一上料机构和第二上料机构的结构示意图。
27.图4为本技术的实施例的产品自动装盒装置的第二上料机构的一号提取组件的结构示意图。
28.图5为本技术的实施例的产品自动装盒装置的第三上料机构与转台、工作台的结构示意图。
29.图6为本技术的实施例的产品自动装盒装置的一号吸附组件的结构示意图。
30.图7为本技术的实施例的产品自动装盒装置的第三上料机构的结构示意图。
31.图8为本技术的实施例的产品自动装盒装置的贴标组件的结构示意图。
32.图9为本技术的实施例的产品自动装盒装置的组装机构和第一翻转机构的结构示意图。
33.图10为本技术的实施例的产品自动装盒装置的组装机构的结构示意图。
34.图11为本技术的实施例的产品自动装盒装置的第一翻转机构的结构示意图。
35.图12为本技术的实施例的产品自动装盒装置的部分组装结构的结构示意图。
36.图13为本技术的实施例的产品自动装盒装置的收集机构的结构示意图。
37.图中标记为:1、机架;2、工作台;3、环形转台;4、治具;5、第一上料机构;6、第二上料机构;7、第三上料机构;8、组装机构;9、收集机构;10、第一翻转机构;11、贴标机构;111、贴标机;112、第二连接架;113、第四支座;114、三号无杆气缸;115、吸板;116、第六导轨;117、第十一连接板;118、七号气缸;1191、一号通孔;1192、二号通孔;501、第一上料流水线;502、一号吸盘;503、第一支座;504、第一导轨;
38.505、第一连接板;506、第二连接板;507、第二导轨;508、第三连接板;509、一号气缸;510、第四连接板;601、振动盘;602、第二支座;603、传送带;600、一号提取组件;604、一号无杆气缸;605、第五连接板;606、第三导轨;607、第六连接板;608、二号气缸;609、气缸夹爪;700、二号提取组件;701、第二上料流水线;702、放置台; 703、第三支座;704、一号吸附组件;705、固定座;706、二号无杆气缸;707、第一连接架;708、第四导轨;709、第七连接板;710、三号气缸;711、第八连接板;712、二号吸盘;713、第五导轨;714、第九连接板;715、六号气缸;716、第十连接板;717、一号滑台气缸;718、倒t型吸板;719、三号吸盘;720、四号气缸;101、一号吸附板; 102、第五支座;103、第七导轨;104、第十二连接板;105、五号气缸;106、第十三连接板;107、第八导轨;108、第十四连接板;109、八号气缸;110、一号回转气缸;1011、三号通孔;801、第六支座;802、卡槽;803、接收组件;804、传送组件;8031、固定板;8032、第九导轨;8033、放置板;8034、九号气缸;8035、固定块;8036、按板;
39.8037、双轴气缸;8038、四号通孔;8039、十号气缸;8030、平条;8041、收容器;8042、第七支座;8043、滑板;8044、二号滑台气缸;8045、长条;8046、第十导轨;8047、开孔;8048、第十五连接板;8049、三号滑台气缸;8050、十一号气缸;8051、缓冲块;
40.8052、挡边;901、出料流水线;902、第二翻转机构;9021、第八支座;9022、第十六连接板;9023、l型连接架;9024、四号无杆气缸;9025、第十一导轨;9026、第三连接架;9027、第十二导轨;9028、十二号气缸;9029、二号回转气缸;9030、二号吸附板; 9031、四号吸盘。
具体实施方式
41.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
42.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
43.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
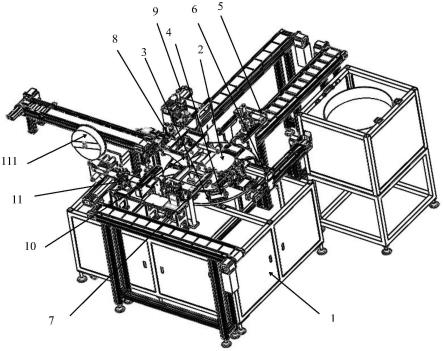
44.如图1所示,本技术的实施例公开了一种产品自动装盒装置,其结构包括机架1,机架1 上设置有环形转台3。所述环形转台3中部设置有固定在机架上的工作台2,所环形转台3上周向设置有若干用于放置包装盒的治具4。所述工作台2上按照包装盒组装顺序依次周向设置有用于提供下盒的第一上料机构5、用于提供干燥剂的第二上料机构6、用于提供上盒的第三上料机构7。所述机架1上还设置有用于将产品装进包装盒的组装机构8、用于收集成品的收集机构9和用于将包装盒从环形转台3提取至组装机构8的第一翻转机构10。
45.工作时,环形转台3转动,第一上料机构5将下盒输送至治具4中,环形转台3继续转动将装有下盒的治具4旋转至第二上料机构6一侧,第二上料机构6将干燥剂输送至下盒中,环形转台3继续转动,第三上料机构7将上盒输送至下盒中,环形转台3继续转动,第一翻转机构10将治具4中的包装盒提取至组装机构8,组装机构8将检测卡组装如包装盒中,随后收集机构9组装机构8的成品提出。
46.上述设计中,通过设计环形转台3实现产品的生产线,节约空间,同时设计第一上料机构5、第二上料机构6、第三上料机构7、组装机构8、收集机构9和第一翻转机构10实现产品的自动组装,具有较高的生产效率。
47.具体的:如图2所示,所述第一上料机构5包括用于输送下盒的第一上料流水线501、用于吸附下盒的一号吸盘502和设置在机架1上的第一支座503,所述第一支座503中间为镂空结构,所述第一支座503两边各设置有一条第一导轨504,两条所述第一导轨504上设置有第一连接板505,所述第一连接板505位于上料流水线正上方,所述第一连接板505上竖直设置有第二连接板506,所述第二连接板506上竖直设置有两条第二导轨507,两条所述第二导轨507上设置有第三连接板508,所述第二连接板506上设置有用于驱动第三连接板 508在两条所述第二导轨507上滑动的一号气缸509,所述第三连接板508下端设置有平行与上料流水线的第四连接板510,所述一号吸盘502数量为四个,四个所述一号吸盘502均匀设置在第四连接板510上。
48.工作时,第一上料流水线501输送下盒,四个一号吸盘502吸取第一上料流水线501的下盒,随后一号气缸509驱动第三连接板508在第二导轨507上竖直向上运动,第一连接板 505在第一导轨504上向环形转台3方向运动,达到环形转台3中的治具4上方时,一号气缸509驱动第三连接板508在第二导轨507上竖直向下一运动,将一号吸盘502吸附的下盒放入
治具4中。
49.上述设计中,利用一号吸盘502吸取下盒,能够保证下盒被吸取,设置四个一号吸盘502,可以确保下盒在移动的工程中不易发生脱落。
50.具体地:如图3和图4所示,所述第二上料机构6包括用于输送干燥剂的振动盘601和设置在机架1上的第二支座602,所述振动盘601的出口处设置有用于传送干燥剂的传送带 603,所述传送带603设置在第二支座602上,还包括用于将传送带603中的干燥剂提取至下盒中的一号提取组件600,所述一号提取组件600一端设置在第二支座602上,另一端设置在工作台2上,所述一号提取组件600包括用于提取干燥剂的提取构件和用于驱动提取构件在传送带603和环形转台3之间往复运动的一号无杆气缸604,所述一号提取组件600包括固定设置在一号无杆气缸604活塞上的第五连接板605,所述第五连接板605上竖直设置有两条第三导轨606,两条所述第三导轨606上设置有第六连接板607,所述第五连接板605上设置有用于驱动第六连接板607在两条所述第三导轨606上滑动的二号气缸608,所述第六连接板607上设置有用于抓取干燥剂的气缸夹爪609。
51.工作时,振动盘601通过传送带603将干燥剂输送至一号提取组件600下方,此时提取构件开始工作,二号气缸608驱动第六连接板607向下运动,使得气缸夹爪609抓取传送带 603上的干燥剂,随后无杠气缸将带动第五连接板605向环形转台3运动,当提取构件正对环形转台3上放置的下盒时,二号气缸608驱动第六连接板607在第三导轨606上竖直向下运动,随后气缸夹爪609将干燥剂放入下盒中。
52.上述设计中,通过设计提取构件将干燥剂提取至下盒中,能够实现干燥剂的自动投放,提高了生产效率。
53.具体地:如图5、图6和图7所示,所述第三上料机构7包括用于输送上盒的第二上料流水线701、用于接收上盒的放置台702、用于吸附放置台702中上盒的一号吸附组件704,还包括用于将第二上料流水线701中的上盒提取至放置台702中的二号提取组件700,所述二号提取组件700包括设置在机架1上的固定座705,所述固定座705上设置有二号无杆气缸706,所述无感气缸的活塞上设置有第一连接架707,所述第一连接架707上竖直设置有两条第四导轨708,两条所述第四导轨708上设置有第七连接板709,所述第一连接架707上设置有用于驱动第七连接板709在两条所述第四导轨708上滑动的三号气缸710,所述第七连接板709上设置有平行于第二上料流水线701的第八连接板711,所述第八连接板711上设置有若干二号吸盘712,若干所述二号吸盘712均与分布在第八连接板711上;
54.所述一号吸附组704件包括设置在工作台2上的第三支座703,所述第三支座703中间为镂空结构,所述第三支座703两边分别水平设置有一条第五导轨713,两条所述第五导轨 713上设置有第九连接板714,第三支座703上设置有用于驱动第九连接板714在两条所述第五导轨713上滑动的六号气缸715,所述第九连接板714位于环形转台3上方,所述第九连接板714上竖直设置有第十连接板716,所述第十连接板716上设置有用于吸附上盒的倒t 型吸板718和可驱动倒t型吸板718竖直运动的一号滑台气缸717,所述倒t型吸板718上均匀设置有若干三号吸盘719;
55.所述放置台702一端设置有用于将上盒从二号提取组件700驱动至一号吸附组件704的四号气缸720。
56.工作时,第二上料流水线701将上盒输送至二号提取组件700下方,三号气缸710驱
动第七连接板709在第四导轨708上向下竖直滑动,使得设置在第八连接板711的二号吸盘712 吸附上盒,随后三号气缸710驱动第七连接板709在第四导轨708上竖直向上运动,二号无杆气缸706驱动第一连接架707运动至放置台702上方,随后将上盒放置到放置台702中;随后四号气缸720将放置台702中的上盒驱动至一号吸附组件704一侧,一号吸附组件704 将上盒进行吸取,随后六号气缸715驱动第九连接板714运动至环形转台3上方,此时设置在第十连接板716上的一号滑台气缸717驱动倒t型吸板718将上盒与治具4中的下盒进行组装,随后三号吸盘719脱离上盒。
57.上述设计中,通过设置一号吸附组件704和二号提取组件700,实现上盒与下盒的自动组装,能够大幅度提高生产效率。
58.具体地:如图8所示,所述机架1上还设置有用于对放置台702中的上盒进行贴标的贴标机构11,所述贴标机构11包括设置在机架1上的贴标机111和用于将标签机打印的标签贴在上盒的贴标组件,所述贴标组件包括第二连接架112和设置在机架1上的第四支座113,所述第四支座113上设置有用于驱动连接架在贴标机111和放置台702之间往复运动的三号无杆气缸114,所述连接架上竖直设置有两条第六导轨116,两条所述第六导轨116上设置有第十一连接板117,所述第十一连接板117设置有平行于放置台702上表面的吸板115,所述第二连接架112上设置有用于驱动第十一连接板117在两条所述第六导轨116上运动的七号气缸118,所述吸板115下表面设置有若干一号通孔1191,所述吸板115侧面设置若干用于与外部真空吸气机构连接的二号通孔1192,若干所述一号通孔1191和若干所述二号通孔1192 相互贯通。
59.工作时,七号气缸118驱动第十一连接板117向贴标机111的标签纸运动,吸板115吸取标签纸,随后七号气缸118驱动第十一连接板117在第六导轨116上竖直向上运动,随后三号无杆气缸114驱动驱动第二连接架112运动至放置台702上方,随后七号气缸118驱动第十一连接板117在第六导轨116上竖直向下运动,使得吸板115上的标签纸纸与放置台702 中的上盒粘贴,随后外部真空吸气机构停止工作,使得吸板115与标签纸脱离。
60.上述设计中,设置贴标机构11实现了对上盒的自动贴标;在吸板115上设置若干一号通孔1191和二号通孔1192,相比设置吸盘等附加件,一号通孔1191不改变吸板115底面的平整性,使得标签纸能够平整的与吸板115结合,不易发生褶皱。
61.具体的:如图9和图11所示,所述第一翻转机构10包括用于吸附包装盒的一号吸附板 101和设置在工作台2上的第五支座102,所述第五支座102中间为镂空结构,所述第五支座 102两边各设置有第七导轨103,两条所述第七导轨103上设置有第十二连接板104,所述第十二连接板104位于环形转台3正上方,所述第五支座102上设置有用于驱动第十二连接板 104在两条所述第七导轨103上滑动的五号气缸105,所述第十二连接板104上竖直设置有第十三连接板106,所述第十三连接板106上竖直设置有两条第八导轨107,两条所述第八导轨 107上设置有第十四连接板108,所述第十三连接板106上设置有用于驱动第十四连接板108 在两条所述第八导轨107上运动的八号气缸109,所述第十三连接板106上设置用于驱动一号吸附板101翻转的一号回转气缸110,所述一号吸附板101设置有若干三号通孔1011,所述三号通孔1011一端用于与外部真空抽气装置连接。
62.工作时,一号吸附板101将包装盒吸附,随后五号气缸105驱动第十二连接板104沿第七导轨103向组装机构8运动,随后一号回转气缸110进行九十度回转,八号气缸109驱动
第十三连接板106在第八导轨107上竖直向下运动,将一号吸附板101中的包装盒放置在组装机构8中。
63.上述设计中,设置一号回转气缸110能够将包装盒进行90
°
旋转并放置在组装机构8中,能够有效的提高效率。
64.具体地:如图10和图12所示,所述组装机构8包括设置在机架1上的第六支座801,所述第六支座801一端设置有用于接收外部机构传送的检测卡的卡槽802,另一端设置有用于接收第一翻转机构10传送的包装盒的接收组件803,还包括用于将卡槽802中的检测卡输送至接收组件803的传送组件804。
65.工作时,组装机构8同时接受检测卡和包装盒,包装盒将卡槽802中的检测卡传送至接收组件803。
66.上述设计中,通过传送组件804将检测卡传送至接收组件803,能够快速的实现检测卡与包装盒的组装准备,提高了生产效率。
67.具体地:如图10和图12所示,所述接收组件803包括设置在第六支座801上的固定板 8031,所述固定板8031上水平设置有两条第九导轨8032,两条所述第九导轨8032上设置有放置板8033,所述固定板8031上设置有用于驱动放置板8033在两条所述第九导轨8032上滑动的九号气缸8034,所述放置板8033一端设置有固定块8035,另一端设置有用于与固定块8035配合固定包装盒的按板8036,所述放置板8033上还设置有用于驱动按板8036抵近包装盒的双轴气缸8037,所述放置板8033设置有四号通孔8038,所述第六支座801上设置有用于将检测卡顶送至四号通孔8038上方的包装盒的十号气缸8039,所述十号气缸8039的主轴上设置有平条8030,所述平条8030两端处于包装盒的开口之间。
68.需说明的是,包装盒的上盒和下盒组装后,一面未封口,未封口一面与放置板8033接触,便于检测卡通过四号通孔8038送入包装盒。
69.工作时,包装盒被第一翻转机构10传送至放置板8033上,随后九号气缸8034驱动放置板8033在第九导轨8032上运动,同时双轴气缸8037驱动按板8036向固定块8035方向运动,当包装盒被传送至四号通孔8038上方时,包装盒被固定块8035和按板8036固定,此时十号气缸8039驱动平条8030,平条8030驱动检测卡从四号通孔8038推入包装盒内。
70.上述设计中,通过设计固定块8035和按块将包装盒固定在放置板8033上,使得包装盒不会发生倾斜,便于组装。通过设计四号通孔8038,使得检测卡无需再进行二次操作,直接通孔四号通孔8038送入包装盒。将平条8030的两端处于包装盒的开口之间,能够保证平条 8030能过在包装盒未封口的一面自由进入,不至于与包装盒的侧边发生接触,确保检测卡能够被整齐的放入包装盒内。
71.具体地:如图10和图12所示,所述传送组件804包括收容器8041和设置在机架1上的第七支座8042,所述收容器8041一侧与卡槽802相通,另一侧设置有供检测卡进入到所述四号通孔8038上方的开口,所述第七支座8042上设置有用于将检测卡驱动至收容器8041的一侧边的滑板8043,所述第七支座8042上设置有用于驱动滑板8043运动的二号滑台气缸 8044,所述第七支座8042上与凹槽同侧设置有用于将收容器8041中的检测卡驱动至四号通孔8038处的驱动组件,所述驱动组件包括用于抵送检测卡的长条8045和水平设置在第七支座8042上的两条第十导轨8046,所述收容器8041开有供长条8045滑动的开孔8047,两条所述第十导轨8046上设置有第十五连接板8048,所述第十五连接板8048上设置有用于驱动长
条8045相对收容器8041滑动的三号滑台气缸8049,所述第七支座8042上还设置有用于驱动第十五连接板8048在两条所述第十导轨8046上滑动的十一号气缸8050,所述三号滑台气缸8049和长条8045之间设置有缓冲块8051,所述长条8045穿过缓冲块8051一端并可相对缓冲块8051滑动连接,所述缓冲块8051设置有用于阻挡长条8045继续滑动的挡边8052。
72.工作时,检测卡经过外部传送机构传送至卡槽802中,随后进入收容器8041,此时二号滑台气缸8044驱动滑板8043将检测卡驱动至长条8045的正前方,随后十一号气缸8050驱动第十五连接板8048在第十导轨8046上向收容器8041一侧运动,随后三号滑台气缸8049 驱动长条8045对收容器8041中的检测卡向放置板8033一侧运动。
73.上述设计中,设计长条8045能够自动的驱动检测卡向放置板8033进行运动,使得检测卡完成自动组装。设置缓冲块8051能够在长条8045对检测卡的传送过快时能够自动的回收,不至于将检测卡折弯或损坏,设置挡边8052能够使得长条8045在回收时能够被限位,放置其继续滑动,脱离缓冲块8051。
74.具体地:如图11所示,所述收集机构9包括出料流水线901和用于将组装机构8中装有检测卡的包装盒提取至出料流水线901的第二翻转机构902,所述第二翻转机构902包括设置在机架1上的第八支座9021,所述第八支座9021上方为镂空结构,所述第八支座9021上设置有第十六连接板9022、第十一导轨9025和四号无杆气缸9024,所述第十六连接板9022 位于出料流水线901正上方,所述第十六连接板9022一端与四号无杆气缸9024的活塞连接,另一端设置在第十一导轨9025的滑块上,所述四号无杆气缸9024可驱动第十六连接板9022 在第十一导轨9025上滑动,所述第十六连接板9022上设置有第三连接架9026,所述第三连接架9026上竖直设置有两条第十二导轨9027,所述第十二导轨9027上设置有l型连接架 9023,所述第三连接架9026上设置有用于驱动l型连接架9023在第十二导轨9027上滑动的十二号气缸9028,所述l型连接架9023上设置有二号回转气缸9029,所述二号回转气缸9029 上设置有用于吸附包装盒的二号吸附板9030,所述二号吸附板9030上设置有四号吸盘9031,所述四号吸盘9031数量为四个。
75.工作时,四号无杆气缸9024驱动第十六连接板9022在第十一导轨9025上向组装机构8 运动,使得二号吸附板9030上四号吸盘9031吸附包装盒,随后十二号气缸9028驱动l型连接架9023在第十二导轨9027上竖直向上运动,带动包装盒脱离组装机构8,随后四号无杆气缸9024驱动第十六连接板9022在第十一导轨9025上向出料流水线901方向运动,当地十六连接板运动至出料流水线901上方时,二号回转气缸9029向出料流水线901方向进行90
°
翻转,十二号气缸9028驱动l型连接架9023在第十二导轨9027上竖直向下运动,将包装盒放入出料流水线901上后,四号吸盘9031脱离包装盒。
76.上述设计中,能够自动的将产品从组装机构8提取至出料流水线901上,能够自动的实现出料,提高了生产效率。
77.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。