1.本技术涉及铝液控温领域,具体涉及一种铝液控温装置及铝液控温方法。
背景技术:
2.目前,在熔炼与铸轧之间,铝液进入到铸模前,熔炼以及精炼之后的铝液到达除气箱,流经过滤箱到达流槽后进入前箱,然后进入铸嘴,当熔体从铸嘴出口流出后便立即与两个转动的金属轧辊接触开始铸模过程。铝液温度过高或过低不但会降低响铸坯的内在质量,还易导致铸模模具出现冻模现象或漏水造成生产线停止。因此,亟待提供一种铝液控温装置提高流出铸嘴的铝液温度控制精度。
技术实现要素:
3.鉴于上述状况,有必要提供一种铝液控温装置,以解决流出铸嘴的铝液温度的控制精度不高的问题。
4.本技术的实施例提供一种铝液控温装置,铝液控温装置包括过滤箱、流槽和前箱,所述过滤箱用于对经除气箱除气的铝液进行过滤,所述流槽用于把经所述过滤箱过滤后的铝液导入所述前箱,所述前箱用于输出铝液以铸轧。所述铝液控温装置还包括温控机构,所述温控机构包括第一测温结构和升温结构。所述第一测温结构设置在所述前箱内,用于测量所述前箱内的铝液温度。所述升温结构部分设置在所述过滤箱内,用于对所述过滤箱的铝液进行加热。所述第一测温结构与所述升温结构电性连接。
5.在熔炼与铸轧之间,铝液经过除气箱后进入过滤箱,过滤后的铝液经流槽进入前箱中,再经过前箱进入铸嘴,从铸嘴出口处流出时便立即与两个转动的金属轧辊接触开始铸模过程。其中,流槽长度约两米,当铝液从过滤箱进入前箱后,受环境温度的影响,铝液的温度有较大的波动,通过监测过滤箱内的炉气和/或铝液的温度来控制铝液的流出温度偏差较大。而铝液温度的过高或过低均会降低铸坯的质量。通过直接监测前箱中的铝液温度能够更好地控制铝液流出的温度,提高铸坯质量。
6.在本技术的一些实施例中,所述温控机构还包括第二测温结构,所述第二测温结构设置在所述过滤箱内,用于测量所述过滤箱内的温度。
7.第二测温结构用于测量过滤箱内的炉气或铝液温度,通过监测过滤箱内的炉气温度以便于停机立板后可以根据温度需求启动升温结构快速升温。
8.停机立板是指要定期对过滤箱进行清理维护,此时需要停止加热,待清理或维护结束后,需要快速对过滤箱进行升温,通过监测过滤箱内的炉气温度以便根据测温数据和预设温度对比来控制升温结构加热或停止加热。当第二测温结构用于测量过滤箱内的铝液的温度时,可以通过动态监测过滤箱内的铝液的温度,以便管控熔炼与铸轧之间的各个节点中铝液的温度。
9.在本技术的一些实施例中,铝液控温装置还包括控制机构,所述控制机构包括选择开关和控制系统。所述选择开关与所述第一测温结构、所述第二测温结构以及所述控制
系统电性连接,以控制所述第一测温结构或所述第二测温结构与所述控制系统电性连接。所述控制系统与所述升温结构电性连接。
10.这种铝液控温装置中,控制系统接收第一测温结构或第二测温结构的温度信号,并和给定的温度信号进行比较,然后输出控制信号来控制升温结构的运作。
11.在本技术的一些实施例中,所述升温结构包括调功器和加热器,所述调功器和所述加热器电性连接,所述调功器与所述控制系统电性连接,所述加热器设置于所述过滤箱内。
12.这种铝液控温装置中,调功器与控制系统电性连接,调功器的加热功率可调,可以根据控制系统发出的控制信号调整加热功率,并通过加热器加热前箱内的铝液,实现对前箱内的铝液温度的调整。
13.在本技术的一些实施例中,所述控制系统包括温度记录仪和pid调节控制仪,所述温度记录仪用于记录所述第一测温结构或所述第二测温结构传递的温度信号并把温度信号转变成电流信号传递给所述pid调节控制仪,所述pid调节控制仪用于控制所述调功器的输出功率。
14.这种铝液控温装置中,当第一测温结构和选择开关连接,把前箱内的铝液温度信号输入到温度记录仪中,温度记录仪对温度信号进行记录的同时,也将该信号变送成4~20ma的电流信号,输入到pid调节控制仪中,pid调节控制仪将该信号与给定温度信号进行比较,产生温度偏差,然后将偏差进行pid运算,输出4~20ma的控制信号来控制调功器的加热功率,从而控制前箱内铝液的温度。偏差大时,pid调节控制仪输出量较大,加热器的加热速率快,反之,加热器的加热速率慢。偏差为零时,加热器不加热。这种控制系统可以自动实现前箱内的铝液温度控制,系统稳定可靠。
15.在本技术的一些实施例中,所述第一测温结构和所述第二测温结构为镍铬-镍铝热电偶。
16.镍铬-镍铝热电偶测温量程较宽,测量范围为-200℃~1400℃。过滤箱中铝液温度一般在750℃左右,前箱中的铝液温度一般要求温度在705℃左右,为了提高铸坯质量,对前箱中铝液要进行精确控制,保证在
±
2℃以内。选用镍铬-镍铝型热电偶,价格便宜,在705℃左右的温度时测量精度高,易于维护和更换。
17.在本技术的一些实施例中,所述第二测温结构包括第一测温计,所述第一测温计设置于所述过滤箱内的铝液线上方。
18.这种铝液控温装置中,第一测温计用于测量过滤箱内的炉气的温度,通过监测过滤箱内的炉气温度以便于停机立板后可以根据温度需求启动升温结构快速升温。停机立板是指要定期对过滤箱进行清理维护,此时需要停止加热,待清理或维护结束后,需要快速对过滤箱进行升温,通过监测过滤箱内的炉气温度以便根据测温数据和预设温度对比来控制升温结构加热或停止加热。
19.在本技术的一些实施例中,所述第二测温结构包括第二测温计,所述第二测温计设置于所述过滤箱内的铝液线下方。
20.第二测温计用于测量过滤箱内的铝液的温度,通过动态监测过滤箱内的铝液的温度,以便管控熔炼与铸轧之间的各个节点中铝液的温度。
21.本技术实施例的另一方面提供一种铝液控温方法,其控温步骤包括:
22.初步测温:过滤箱内的铝液通过流槽进入前箱,所述前箱内的第一测温结构测量所述前箱内的第一铝液温度,所述第一测温结构将所述第一铝液温度信号发送至控制系统;
23.温度调控:所述控制系统通过所述第一铝液温度信号控制所述过滤箱内的升温结构,以控制所述过滤箱内的第二铝液温度。
24.在本技术的一些实施例中,所述温度调控步骤包括:
25.在所述控制系统内储存预设温度,所述控制系统比较所述第一铝液温度和所述预设温度以执行:
26.若所述第一铝液温度等于或高于所述预设温度,所述控制系统控制所述升温结构不再加热所述过滤箱内的铝液;
27.若所述第一铝液温度低于所述预设温度,所述控制系统控制所述升温结构加热所述过滤箱内的铝液。
28.这种铝液控温方法能够更好地控制前箱内的铝液温度,提高铸坯质量。
附图说明
29.图1是本技术的一个实施例中的铝液控温装置的结构示意图。
30.图2是图1中铝液控温装置的结构连接示意图。
31.图3是图1中铝液控温装置的测温流程图。
32.主要元件符号说明
33.铝液控温装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
34.过滤箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
35.流槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
36.前箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
37.铸嘴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
38.轧辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
39.温控机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
40.第一测温结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
41.升温结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
42.调功器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
221
43.加热器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
222
44.第二测温结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
45.第一测温计
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
231
46.第二测温计
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
232
47.控制机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
48.选择开关
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
49.控制系统
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
50.温度记录仪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
321
51.pid调节控制仪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
322
52.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
53.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
54.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中设置的元件。当一个元件被认为是“设置在”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中设置的元件。
55.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
56.本技术的实施例提供一种铝液控温装置,铝液控温装置包括过滤箱、流槽和前箱,所述过滤箱用于对经除气箱除气的铝液进行过滤,所述流槽用于把经所述过滤箱过滤后的铝液导入所述前箱,所述前箱用于输出铝液以铸轧。所述铝液控温装置还包括温控机构,所述温控机构包括第一测温结构和升温结构。所述第一测温结构设置在所述前箱内,用于测量所述前箱内的铝液温度。所述升温结构部分设置在所述过滤箱内,用于对所述过滤箱的铝液进行加热。所述第一测温结构与所述升温结构电性连接。
57.在熔炼与铸轧之间,铝液经过除气箱后进入过滤箱,过滤后的铝液经流槽进入前箱中,再经过前箱进入铸嘴,从铸嘴出口处流出时便立即与两个转动的金属轧辊接触开始铸模过程。其中,流槽长度约两米,当铝液从过滤箱进入前箱后,受环境温度的影响,铝液的温度有较大的波动,通过监测过滤箱内的炉气和/或铝液的温度来控制铝液的流出温度偏差较大。而铝液温度的过高或过低均会降低铸坯的质量。通过直接监测前箱中的铝液温度能够更好地控制铝液流出的温度,提高铸坯质量。
58.下面结合附图,对本技术的实施例作进一步的说明。
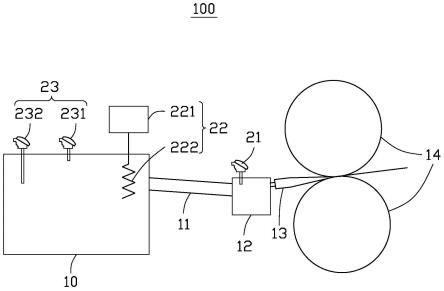
59.请参阅图1,本技术的一实施方式提供一种铝液控温装置100,用于控制前箱12内铝液的温度。
60.铝液控温装置100包括过滤箱10、流槽11和前箱12,铝液经过除气箱后进入过滤箱10内进行过滤,过滤后的铝液经流槽11进入前箱12内,再经过前箱12进入铸嘴13,铸嘴13将铝液引入一对轧辊14之间,通过这对轧辊14将铝液轧成铝带坯料。
61.铝液控温装置100还包括温控机构20,温控机构20包括第一测温结构21和升温结构22。第一测温结构21设置在前箱12内,并位于铝液线下方,用于对前箱12内的铝液进行温度测量。升温结构22部分设置在过滤箱10内,用于对过滤箱10内的铝液进行加热。
62.在其他实施例中,第一测温结构21设置在前箱12内,并位于铝液线上方,用于对前箱12内的炉气进行温度测量。
63.在熔炼与铸轧之间,铝液经过除气箱后进入过滤箱10内,过滤后的铝液经流槽11进入前箱12内,再经过前箱12进入铸嘴13内,从铸嘴13出口处流出时便立即与两个转动的金属轧辊14接触开始铸轧过程。其中,流槽11长度约两米,当铝液从过滤箱10经流槽11进入前箱12后,受环境温度的影响,铝液的温度有较大的波动,通过监测过滤箱10内的炉气和/或铝液的温度来控制从前箱12内流出的铝液温度偏差较大。而铝液温度的过高或过低均会降低铸坯的质量。通过直接监测前箱12内的铝液温度,根据前箱12内铝液温度的高低,然后
控制升温结构22加热或停止加热来调整过滤箱10内的铝液温度,过滤箱10内的铝液温度影响前箱12内的铝液温度,从而能够更好地控制前箱12内的铝液温度,提高铸坯质量。
64.在一实施例中,温控机构20还包括第二测温结构23,第二测温结构23设置在过滤箱10内。第二测温结构23包括第一测温计231,第一测温计231设置于过滤箱10内的铝液线上方,第一测温计231用于测量过滤箱10内的炉气的温度,通过监测过滤箱10内的炉气温度以便于停机立板后可以根据温度需求启动升温结构22快速升温。
65.需要说明的是,铝液线根据实际使用情况进行选取。如,实际使用时若标定过滤箱10内90%的空间用于储存铝液,而铝液在过滤箱10内超过90%则超出警戒线,那么铝液线可以设置在过滤箱10内位于顶部的10%的空间上。
66.停机立板是指要定期对过滤箱10进行清理维护,此时需要停止加热,待清理或维护结束后,需要快速对过滤箱10进行升温,通过监测过滤箱10内的炉气温度以便根据测温数据和预设温度对比来控制升温结构22加热或停止加热。
67.在一实施例中,第二测温结构23还包括第二测温计232,第二测温计232位于过滤箱10内的铝液线下方,用于测量过滤箱10内的铝液的温度,通过动态监测过滤箱10内的铝液的温度,以便管控熔炼与铸轧之间的各个节点中铝液的温度。
68.请同时参阅图2,在一实施例中,铝液控温装置100还包括控制机构30,控制机构30包括选择开关31和控制系统32,选择开关31和控制系统32电性连接。第一测温结构21和第二测温结构23均和选择开关31电性连接,分别通过选择开关31和控制系统32电性连接。升温结构22和控制系统32电性连接,控制系统32接收第一测温结构21或第二测温结构23的温度信号,并和给定的温度信号进行比较,然后输出控制信号来控制升温结构22的运作。给定的温度信号是指预先设定的前箱12内的铝液应该达到的温度所对应的温度信号,比如705℃对应的温度信号。
69.当第一测温结构21通过选择开关31和控制系统32电性连接,此时第二测温结构23和控制系统32处于断开状态。第一测温结构21测量前箱12内的铝液温度,并把温度信号传递给控制系统32。控制系统32接收温度信号,并和给定的温度信号进行比较,然后输出控制信号来控制升温结构22对过滤箱10内的铝液进行加热或者不加热。
70.当第二测温结构23通过选择开关31和控制系统32电性连接,此时第一测温结构21和控制系统32处于断开状态。第二测温结构23测量过滤箱10内的炉气温度,并把温度信号传递给控制系统32。控制系统32接收温度信号,并和给定的温度信号进行比较,然后输出控制信号来控制升温结构22对过滤箱10内的铝液进行加热。
71.可以理解的,第二测温结构23也可以测量过滤箱10内的铝液温度,并把温度信号传递给控制系统32,控制系统32接收温度信号,并和给定的温度信号进行比较,然后输出控制信号来控制升温结构22对过滤箱10内的铝液进行加热。
72.在一实施例中,升温结构22包括调功器221和加热器222,加热器222设置于过滤箱10内,用于对过滤箱10内的铝液进行加热。调功器221和加热器222电性连接。调功器221与控制系统32电性连接,调功器221的加热功率可调,可以根据控制系统32发出的控制信号调整加热功率,实现对前箱12内的铝液温度的调整。
73.具体地,控制系统32包括温度记录仪321和pid(regulating controlling apparatus)调节控制仪322。第一测温结构21和选择开关31连接,把前箱12内的铝液温度信
号输入到温度记录仪321中,温度记录仪321对温度信号进行记录的同时,也将该信号变送成4~20ma的电流信号,输入到pid调节控制仪322中,pid调节控制仪322将该信号与给定温度信号进行比较,产生温度偏差,然后将偏差进行pid运算,输出4~20ma的控制信号来控制调功器221的加热功率,从而控制前箱12内铝液的温度。偏差大时,pid调节控制仪322输出量较大,加热器222的加热速率快,反之,加热器222的加热速率慢。偏差为零时,加热器222不加热。这种控制系统32可以自动实现前箱12内的铝液温度控制,系统稳定可靠。
74.当第二测温结构23和选择开关31连接,把前箱12内的炉气温度信号输入到温度记录仪321中,温度记录仪321对温度信号进行记录的同时,也将该信号变送成4~20ma的电流信号,输入到pid调节控制仪322中,pid调节控制仪322将该信号与给定温度信号进行比较,产生温度偏差,然后将偏差进行pid运算,输出4~20ma的控制信号来控制调功器221的加热功率,从而控制前箱12内炉气的温度。偏差大时,pid调节器输出量较大,加热器222的加热速率快,反之,加热器222的加热速率慢。偏差为零时,加热器222不加热。控制系统32可以自动实现前箱12内的炉气温度的控制,便于停机立板时可以快速升温。
75.在一实施例中,第一测温结构21和第二测温结构23为镍铬-镍铝,k型热电偶,这种热电偶测温量程较宽,测量范围为-200℃~1400℃。过滤箱10中铝液温度一般在750℃左右,前箱12中的铝液温度一般要求温度在705℃左右,为了提高铸坯质量,对前箱12中铝液要进行精确控制,保证在
±
2℃以内。选用镍铬-镍铝,k型热电偶,价格便宜,在705℃左右的温度时测量精度高,易于维护和更换。
76.在一实施例中,把第一测温结构21设置在前箱12内,通过第一测温结构21与升温结构22电性连接时,实际需要向铸嘴13输出温度为705℃的铝液,第一测温结构21测量铝液温度为700℃,反馈至升温结构22加热过滤箱10内的铝液后,过滤箱10内的铝液快速加热至715℃,过滤箱10内被加热的铝液经流槽11流至前箱12内之后,温度为703℃,此时前箱12内的第一测温结构21将703℃温度信号再反馈至升温结构22,升温结构22继续加热过滤箱10内的铝液直至第一测温结构21测量铝液温度接近705℃。把第一测温结构21设置在前箱12内,可以控制前箱12内的铝液波动范围不超过
±
0.5℃,而生产要求前箱铝液温度波动范围不超过标准值
±
2℃,通过把第一测温结构21设置在前箱12内控温可以有效满足控温需求。
77.在一实施例中,把第二测温结构23设在过滤箱10内,第二测温结构23测量过滤箱10内的铝液或炉气的温度,第二测温结构23与升温结构22电性连接时,实际需要向铸嘴13输出温度为705℃的铝液,第二测温结构23测量温度为700℃时,反馈至升温结构22加热过滤箱10内的铝液,过滤箱10内的铝液或炉气加热至705℃时,过滤箱10内被加热的铝液经流槽11流至前箱12内之后,受环境温度影响,到达前箱12内的铝液温度为695℃,该温度695℃与705℃相差较大,而生产要求前箱铝液温度波动范围不超过标准值
±
2℃,前箱12内的铝液温度过低会影响铸坯质量。
78.请同时参阅图3,本技术还提供了一种铝液控温方法,包括如下步骤:
79.初步测温:过滤箱10内的铝液通过流槽11进入前箱12,前箱12内的第一测温结构21测量前箱12内的第一铝液温度,通过选择开关31连接第一测温结构21和控制系统32,第一测温结构21将第一铝液温度信号发送至控制系统32。
80.温度调控:控制系统32通过第一铝液温度信号控制过滤箱10内的升温结构22,以控制过滤箱10内的第二铝液温度。
81.在控制系统32内储存预设温度,控制系统32比较第一铝液温度和预设温度以执行:
82.若第一铝液温度等于或高于预设温度,控制系统32控制升温结构22不再加热过滤箱内的铝液;
83.若第一铝液温度低于预设温度,控制系统32控制升温结构22加热过滤箱10内的铝液。
84.这种铝液控温方法能够更好地控制前箱12内的铝液温度,提高铸坯质量。
85.通过选择开关31连接第二测温结构23和控制系统32,该铝液控温装置100还可以控制过滤箱10内炉气的温度,包括如下步骤:
86.初步测温:过滤箱10内的第二测温结构23测量过滤箱10内的炉气温度,第二测温结构23将炉气温度信号发送至控制系统32。
87.温度调控:控制系统32通过炉气温度信号控制过滤箱10内的升温结构22,以控制过滤箱10内的炉气温度。
88.在控制系统32内储存预设温度,控制系统32比较炉气温度和预设温度以执行:
89.若炉气温度等于或高于预设温度,控制系统32控制升温结构22不再加热过滤箱10内的铝液;
90.若炉气温度低于预设温度,控制系统32控制升温结构22加热过滤箱10内的铝液。
91.这种铝液控温方法能够更好地控制过滤箱10内的炉气温度,通过监测过滤箱10内的炉气温度以便于停机立板后可以根据温度需求启动升温结构22快速升温。
92.另外,本领域技术人员还可在本技术精神内做其它变化,当然,这些依据本技术精神所做的变化,都应包含在本技术所公开的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。