1.本发明属于检测或加工设备的物料收料领域,具体涉及一种收料装置及电极综合检测设备,可广泛的在包括汽车动力电池的电极或端盖等的产品检测中推广应用。
背景技术:
2.动力电池被广泛应用于电动汽车中,型号包括1865、2170到4680、4695等。其构成包括电极或端盖,需要对其进行缺陷检测(如电池端盖的毛刺、脏污、异物、刮伤、凹坑、亮痕、异色、金属屑等),因其数量大,意味着传统的人工肉眼检测已不符合当前的高精度、高效率的生产要求,而且人工检测容易造成漏检、错件、不稳定等问题。且其上料、下料、接驳、流转等因效率要求,需要自动化快速化等提高,而对于下料,需要提供接收多种不同类型瑕疵的产品或物料,而目前没有很好的物料下料机构,能集成吹料、下料、暂存、满料预警、料盒定位等功能,因此,对于电池端盖或电极、3c小零部件等大批量传输的产品,在检测或加工设备上亟需一种自动化的多功能集成的料盒机构,以提高物料的接收效率。
技术实现要素:
3.为了克服现有技术的不足,本发明的目的在于提供一种收料装置及电极综合检测设备,其能解决上述问题。整体方案如下。
4.一种收料装置,包括收料上模块、收料下模块、料盒上线槽、收料底架、料盒下线槽和控制器;多个收料下模块并排的设置在所述收料底架上,对应数量的收料上模块设置在多个所述收料下模块上方,所述料盒上线槽设置在所述收料上模块上方,所述料盒下线槽设置在所述收料底架上;其中,所述控制器控制所述收料上模块和收料下模块的进料感应及收料上模块出料口的开闭。
5.进一步的,所述收料上模块包括上层料盒、吹料单元、出料闸门单元、下料导向罩和上料盒侧撑板;其中,所述上层料盒前方为进料口、后方为出料口,底板由前向后下倾斜;所述吹料单元设置在所述上层料盒进料口前方,用于将对应瑕疵类型的物料吹送进上层料盒;所述出料闸门单元竖直的设置在所述上层料盒的出料口处,上下滑动的控制上层料盒出料口的开闭与否;所述下料导向罩扣接在所述上层料盒的出料口的中下部,用于将从上层料盒流出的物料向前导引至所述收料下模块;两个所述上料盒侧撑板设置在所述上层料盒两侧,用于支撑所述收料上模块。
6.进一步的,所述收料下模块包括下层料盒、滑轨底板和驱动滑轨组件;其中,所述滑轨底板通过所述驱动滑轨组件前后滑动的设置在所述收料底架上,用于承载所述下层料盒。
7.本发明还提供了一种电极综合检测设备,设备包括上料模组、检测接料台、检测站、ng收料台、ok下料模组、机架和工控器;其中,所述上料模组设置在检测接料台的上游端,且检测接料台的接料平面低于所述上料模组的送料平面;所述ng收料台和ok下料模组设置在所述检测接料台的下游,且检测接料台的接料平面高于所述ng收料台和ok下料模组
的收料平面;所述检测站临近所述检测接料台布置,以对流过所述检测接料台上的电池电极进行多工位综合检测,并由工控器对检测的电极缺陷进行分类;所述ng收料台采用前述的收料装置,并根据工控器的检测结果接收不同缺陷类型的电极;所述ok下料模组接收无瑕疵的ok电极。
8.相比现有技术,本发明的有益效果在于:本技术的收料装置及电极综合检测设备,能很好的为物料提供高效的物料输送、检测/加工、及多功能集成的物料下料分类接收,同时提供料盒吸附定位及料满监测的功能,保证了大批量零部件检测或加工设备上的物料精确高效下料接收,避免了人工或半自动下料带来的低效率问题,可在动力电池的检测、加工领域中广泛应用。
附图说明
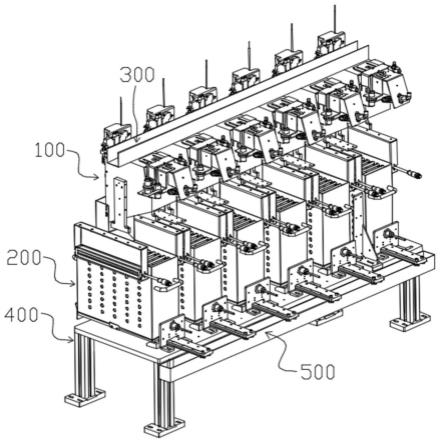
9.图1为收料装置的结构示意图;
10.图2为单组料盒的示意图;
11.图3为单组料盒的侧视图;
12.图4为收料上模块的示意图;
13.图5为收料下模块的部分结构示意图;
14.图6为电极综合检测设备示意图。
15.图中:
16.100、收料上模块;
17.110、上层料盒;
18.120、吹料单元;121、吹嘴固定钣金;122、吹嘴;123、出料到料感应器;
19.130、出料闸门单元;131、闸门板;132、闸门气缸;133、闸门电磁阀;
20.140、下料导向罩;
21.150、上料盒侧撑板;
22.200、收料下模块;
23.210、下层料盒;211、料位孔;
24.220、滑轨底板;
25.230、驱动滑轨组件;231、滑轨;232、滑块;233、滑轨定位挡销;
26.240、安全光栅;
27.250、光栅防护罩;
28.260、磁力组件;261、磁扣固定板;262、磁吸扣;263、底吸片;
29.270、料盒后挡板;
30.280、料盒侧挡板;
31.290、料箱到位感应器;
32.300、料盒上线槽;
33.400、收料底架;
34.500、料盒下线槽;
35.1000、上料模组;
36.2000、检测接料台;
37.3000、检测站;
38.4000、ng收料台;
39.5000、ok下料模组;
40.6000、机架。
具体实施方式
41.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.应当理解,本说明书中所使用的“设备”、“装置”、“单元”和/或“模组”是用于区分不同级别的不同组件、元件、部件、部分或装配的一种方法。然而,如果其他词语可实现相同的目的,则可通过其他表达来替换所述词语。
43.收料装置
44.一种收料装置,参见图1-图5,包括收料上模块100、收料下模块200、料盒上线槽300、收料底架400、料盒下线槽500和控制器。
45.连接关系:多个收料下模块200并排的设置在所述收料底架400上,对应数量的收料上模块100设置在多个所述收料下模块200上方,所述料盒上线槽300设置在所述收料上模块100上方,所述料盒下线槽500设置在所述收料底架400上。其中,所述控制器控制所述收料上模块100和收料下模块200的进料感应及收料上模块100出料口的开闭。
46.其中,收料上模块100包括上层料盒110、吹料单元120、出料闸门单元130、下料导向罩140和上料盒侧撑板150。具体布置关系如下。
47.上层料盒110前方为进料口、后方为出料口,底板由前向后下倾斜。
48.吹料单元120设置在所述上层料盒110进料口前方,用于将对应瑕疵类型的物料吹送进上层料盒110。
49.具体的,所述吹料单元120包括吹嘴固定钣金121、吹嘴122和出料到料感应器123,所述吹嘴固定钣金121从所述上层料盒110进料口处前方延伸设置,所述吹嘴122安装在所述吹嘴固定钣金121上并斜向下的朝向上层料盒110的进料口设置;所述出料到料感应器123安装在所述上层料盒110的进料口的进料处前方,用于感应是否来料。
50.出料闸门单元130竖直的设置在所述上层料盒110的出料口处,上下滑动的控制上层料盒110出料口的开闭与否。
51.具体的,所述出料闸门单元130包括闸门板131、闸门气缸132和闸门电磁阀133,所述闸门板131竖直的设置在所述上层料盒110后方的出料口处,并通过闸门电磁阀133驱动闸门气缸132上下运动从而带动闸门板131将上层料盒110的出料口开启或关闭。
52.下料导向罩140扣接在所述上层料盒110的出料口的中下部,用于将从上层料盒110流出的物料向前导引至所述收料下模块200。
53.具体的,下料导向罩140的水平出料方向与上层料盒110水平出料方向相反设置。
54.两个所述上料盒侧撑板150设置在所述上层料盒110两侧,用于支撑所述收料上模块100。
55.进一步的,在所述闸门板131前侧,还设置有弹性挡帘(图未示),如采用橡胶垫,且所述弹性挡帘的底端低于所述上层料盒110前方进料口底边、高于所述下料导向罩140顶面设置。
56.其中,所述收料下模块200包括下层料盒210、滑轨底板220和驱动滑轨组件230;其中,所述滑轨底板220通过所述驱动滑轨组件230前后滑动的设置在所述收料底架400上,用于承载所述下层料盒210。
57.进一步的,所述驱动滑轨组件230包括滑轨231、滑块232和滑轨定位挡销233。滑轨231套接在滑块232的滑槽中,滑轨231顶面连接所述在滑轨底板220的底面;两组滑轨定位挡销233设置在滑轨231的两端,用于端部止挡限位。
58.进一步的,所述收料下模块200还包括安全光栅240和光栅防护罩250;其中,在所述下层料盒210的两侧板上相对的开设多个料位孔211,一组所述安全光栅240通过光栅防护罩250设置在预设高度的料位孔211处,用于监测料满与否。
59.进一步的,所述收料下模块200还包括磁力组件260,所述磁力组件260设置在所述滑轨底板220的顶面前后部以及前端,用于磁力吸附所述下层料盒210。具体的,磁力组件260包括磁扣固定板261、磁吸扣262和底吸片263。磁扣固定板261设置在收料底架400上,跨设滑轨231设置;所述磁吸扣262从后方固定至所述磁扣固定板261上;在所述滑轨底板220上设置多个所述底吸片263。
60.进一步的,所述收料下模块200还包括料盒后挡板270和料盒侧挡板280;所述料盒后挡板270设置在滑轨底板220的后端,所述料盒侧挡板280设置在滑轨底板220的两个侧边,用于下层料盒210的快速限位及止挡。
61.进一步的,在所述磁扣固定板261上还设置一个料箱到位感应器290,用于监测下层料盒210是否到位。
62.进一步的,在所述下层料盒210的前后端板上设置料箱把手,便于料盒的的取放。
63.电极综合检测设备
64.一种电极综合检测设备,参见图6,设备包括上料模组1000、检测接料台2000、检测站3000、ng收料台4000、ok下料模组5000、机架6000和工控器。布置关系如下。
65.其中,所述上料模组1000设置在检测接料台2000的上游端,且检测接料台2000的接料平面低于所述上料模组1000的送料平面。
66.所述ng收料台4000和ok下料模组5000设置在所述检测接料台2000的下游,且检测接料台2000的接料平面高于所述ng收料台4000和ok下料模组5000的收料平面。
67.所述检测站3000临近所述检测接料台2000布置,以对流过所述检测接料台2000上的电池电极进行多工位综合检测,并由工控器对检测的电极缺陷进行分类。
68.所述ng收料台4000采用前述的收料装置,并根据工控器的检测结果接收不同缺陷类型的电极。
69.所述ok下料模组5000接收无瑕疵的ok电极。
70.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和
范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。