1.本实用新型涉及塑料加工技术领域,特别是涉及一种瓶胚自动化生产系统。
背景技术:
2.瓶胚的生产线上,一般会使瓶胚在模具中冷却成型后再通过机械手输送到下一工位,而进一步为了减少瓶胚的温度较高对检测结果的影响,会使得瓶胚在模具中冷却成型后还进一步冷却至接近室温,而模具中的冷却系统一般由循环冷却水构成,循环冷却水对瓶胚的冷却速度较慢,若要使得瓶胚固化后进一步冷却至接近室温则需要较长的冷却时间,不利于增加瓶胚的生产效率,若直接将冷却成型但温度还未冷却至接近室温的瓶胚采用机械手投入理胚器中进行理胚后检测,则未冷却至接近室温的瓶胚的结构强度稍差,容易在理胚机中因堆积碰撞而发生损坏,降低了瓶胚的生产合格率。
技术实现要素:
3.本实用新型的目的是克服现有技术中的不足之处,提供一种既能提高生产效率又能提高生产合格率的瓶胚自动化生产系统。
4.本实用新型的目的是通过以下技术方案来实现的:
5.一种瓶胚自动化生产系统,包括:
6.原料储存箱;
7.真空抽料机,所述真空抽料机与所述原料储存箱连接,且所述真空抽料机的抽料口与所述原料储存箱的出料口连通;
8.注塑机,所述注塑机与所述真空抽料机连接,且所述注塑机的进料口与所述真空抽料机的下料口连通;
9.冷却器;
10.理胚机;
11.真空吸附式机械手,所述真空吸附式机械手分别与所述注塑机、所述冷却器和所述理胚机相邻设置;
12.检测机,所述检测机与所述理胚机连接。
13.在其中一个实施例中,所述瓶胚自动化生产系统还包括瓶胚托盘,所述瓶胚托盘包括托盘本体和多个瓶胚安置组件,所述托盘本体设置于所述冷却器处,多个所述瓶胚安置组件间隔连接于所述托盘本体的同一侧面,每一所述瓶胚安置组件用于承托所述真空吸附式机械手吸持的瓶胚。
14.在其中一个实施例中,所述真空吸附式机械手为多吸盘真空吸附式机械手,所述多吸盘真空吸附式机械手用于吸附多个瓶胚;
15.多个所述瓶胚安置组件与所述多吸盘真空吸附式机械手吸持的多个所述瓶胚一一对应设置。
16.在其中一个实施例中,每一所述瓶胚安置组件包括承托座和限位件,每一所述瓶
胚安置组件的所述承托座与所述托盘本体连接,每一所述瓶胚安置组件的所述限位件连接于对应的所述承托座远离所述托盘本体的一侧,且每一所述瓶胚安置组件的所述限位件与对应的所述承托座连接形成安置避空位,所述安置避空位用于放置所述瓶胚。
17.在其中一个实施例中,每一所述瓶胚安置组件的所述限位件包括多个限位柱,每一所述瓶胚安置组件的所述限位件的多个限位柱环绕设置于对应的所述承托座上,且每一所述瓶胚安置组件的所述限位件的多个所述限位柱与对应的所述承托座连接形成所述安置避空位。
18.在其中一个实施例中,所述承托座和所述限位件为一体成型结构。
19.在其中一个实施例中,所述瓶胚自动化生产系统还包括塑料干燥机,所述塑料干燥机与所述原料储存箱连接,所述塑料干燥机的输料口与所述原料储存箱的进料口连通。
20.在其中一个实施例中,所述冷却器为吊顶式冷风机。
21.在其中一个实施例中,所述检测机为星轮瓶胚检测机。
22.在其中一个实施例中,所述瓶胚自动化生产系统还包括收料框,所述收料框与所述检测机对应设置,所述收料框用于收集瓶胚。
23.与现有技术相比,本实用新型至少具有以下优点:
24.本实用新型的瓶胚自动化生产系统,使得真空吸附式机械手分别与注塑机、冷却器和理胚机相邻设置,即采用真空吸附式机械手对初步冷却成型后的瓶胚转移至冷却机中进行进一步冷却,增加了瓶胚冷却至将近室温的速度,且真空吸附式机械手对初步冷却成型后的瓶胚的挤压较小,不会对瓶胚造成损坏,并进一步采用真空吸附式机械手将冷却至将近室温的瓶胚转移至理胚机中,即实现了瓶胚充分固化后再进入理胚机中,有效地减轻了瓶胚因堆积碰撞而发生损坏,降低了瓶胚的生产合格率的问题,进而在提高了瓶胚的生产效率的同时又提高了瓶胚的生产合格率。
附图说明
25.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
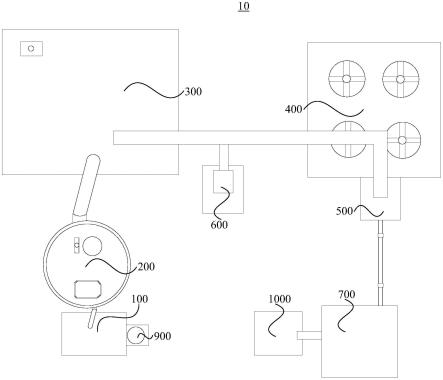
26.图1为本实用新型一实施方式的瓶胚自动化生产系统的结构示意图;
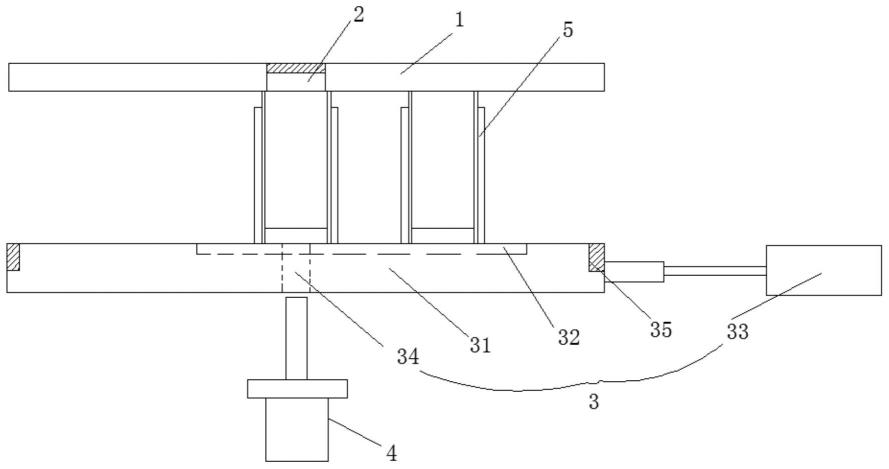
27.图2为图1所示瓶胚自动化生产系统的瓶胚托盘的结构示意图;
28.图3为图2所示瓶胚托盘的局部放大图。
具体实施方式
29.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
30.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接
到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
31.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
32.本技术提供一种瓶胚自动化生产系统。上述的瓶胚自动化生产系统包括原料储存箱、真空抽料机、注塑机、冷却器、理胚机、真空吸附式机械手和检测机。真空抽料机与原料储存箱连接,且真空抽料机的抽料口与原料储存箱的出料口连通。注塑机与真空抽料机连接,且注塑机的进料口与真空抽料机的下料口连通。真空吸附式机械手分别与注塑机、冷却器和理胚机相邻设置。检测机与理胚机连接。
33.上述的瓶胚自动化生产系统,使得真空吸附式机械手分别与注塑机、冷却器和理胚机相邻设置,即采用真空吸附式机械手对初步冷却成型后的瓶胚转移至冷却机中进行进一步冷却,增加了瓶胚冷却至将近室温的速度,且真空吸附式机械手对初步冷却成型后的瓶胚的挤压较小,不会对瓶胚造成损坏,并进一步采用真空吸附式机械手将冷却至将近室温的瓶胚转移至理胚机中,即实现了瓶胚充分固化后再进入理胚机中,有效地减轻了瓶胚因堆积碰撞而发生损坏,降低了瓶胚的生产合格率的问题,进而在提高了瓶胚的生产效率的同时又提高了瓶胚的生产合格率。
34.需要说明的是,原料储存箱、真空抽料机、注塑机、冷却器、理胚机、真空吸附式机械手、检测机、塑料干燥机和收料框均为市面上可以得到的器械,本技术不保护原料储存箱、真空抽料机、注塑机、冷却器、理胚机、真空吸附式机械手、检测机、塑料干燥机和收料框的结构关系,仅在于保护原料储存箱、真空抽料机、注塑机、冷却器、理胚机、真空吸附式机械手、检测机、塑料干燥机和收料框的连接关系和位置关系。
35.为了更好地理解本技术的瓶胚自动化生产系统,以下对本技术的瓶胚自动化生产系统作进一步的解释说明:
36.请参阅图1,一实施方式的瓶胚自动化生产系统10包括原料储存箱100、真空抽料机200、注塑机300、冷却器400、理胚机500、真空吸附式机械手600 和检测机700。真空抽料机200与原料储存箱100连接,且真空抽料机200的抽料口与原料储存箱100的出料口连通。注塑机300与真空抽料机200连接,且注塑机300的进料口与真空抽料机200的下料口连通。真空吸附式机械手600 分别与注塑机300、冷却器400和理胚机500相邻设置。检测机700与理胚机 500连接。
37.上述的瓶胚自动化生产系统10,使得真空吸附式机械手600分别与注塑机 300、冷却器400和理胚机500相邻设置,即采用真空吸附式机械手600对初步冷却成型后的瓶胚转移至冷却机中进行进一步冷却,增加了瓶胚冷却至将近室温的速度,且真空吸附式机械手600对初步冷却成型后的瓶胚的挤压较小,不会对瓶胚造成损坏,并进一步采用真空吸附式机械手600将冷却至将近室温的瓶胚转移至理胚机500中,即实现了瓶胚充分固化后再进入理胚机500中,有效地减轻了瓶胚因堆积碰撞而发生损坏,降低了瓶胚的生产合格率的问题,进而在提高了瓶胚的生产效率的同时又提高了瓶胚的生产合格率。
38.请一并参阅图2和图3,在其中一个实施例中,瓶胚自动化生产系统10还包括瓶胚
托盘800,瓶胚托盘800包括托盘本体810和多个瓶胚安置组件820,托盘本体810设置于冷却器400处,多个瓶胚安置组件820间隔连接于托盘本体810的同一侧面,每一瓶胚安置组件820用于承托真空吸附式机械手600吸持的瓶胚。可以理解,使得多个瓶胚安置组件820间隔连接于托盘本体810的同一侧面,且每一瓶胚安置组件820用于承托真空吸附式机械手600吸持的瓶胚,即使得真空吸附式机械手600吸持的瓶胚可适配性地放置于瓶胚安置组件 820上,进而实现了瓶胚有序地进入冷却器400中进行冷却,在瓶胚经过冷却后,真空吸附式机械手600适配性地对有序的瓶胚进行吸持即实现了瓶胚的多次转移,提高了真空吸附式机械手600的吸持的便利性,且提高了真空吸附式机械手600对瓶胚的运送效率,进而提高瓶胚的生产效率。
39.在其中一个实施例中,真空吸附式机械手为多吸盘真空吸附式机械手,多吸盘真空吸附式机械手用于吸附多个瓶胚。进一步地,在本实施例中,多个瓶胚安置组件与多吸盘真空吸附式机械手吸持的多个瓶胚一一对应设置。可以理解,真空吸附式机械手为多吸盘真空吸附式机械手,多个瓶胚安置组件与多吸盘真空吸附式机械手吸持的多个瓶胚一一对应设置,更好地确保了机械手与瓶胚安置组件的适配性,进而确保了瓶胚的生产效率的提高。
40.请一并参阅图2和图3,在其中一个实施例中,每一瓶胚安置组件820包括承托座821和限位件822,每一瓶胚安置组件820的承托座821与托盘本体810 连接,每一瓶胚安置组件820的限位件822连接于对应的承托座821远离托盘本体810的一侧,且每一瓶胚安置组件820的限位件822与对应的承托座821 连接形成安置避空位,安置避空位用于放置瓶胚。可以理解,每一瓶胚安置组件820的限位件822连接于对应的承托座821远离托盘本体810的一侧,且每一瓶胚安置组件820的限位件822与对应的承托座821连接形成安置避空位,更好地对真空吸附式机械手600传送的瓶胚进行了承接,且确保了承接于安置避空位的瓶胚的放置稳定性,进而确保了真空吸附式机械手600对安置避空位处的瓶胚的吸持有效性,确保了瓶胚的生产效率的提高。
41.请一并参阅图2和图3,在其中一个实施例中,每一瓶胚安置组件820的限位件822包括多个限位柱8211,每一瓶胚安置组件820的限位件822的多个限位柱8211环绕设置于对应的承托座821上,且每一瓶胚安置组件820的限位件 822的多个限位柱8211与对应的承托座821连接形成安置避空位。可以理解,每一瓶胚安置组件820的限位件822的多个限位柱8211环绕设置于对应的承托座821上,且每一瓶胚安置组件820的限位件822的多个限位柱8211与对应的承托座821连接形成安置避空位,减少了限位件822对瓶胚的遮挡,提高了冷却器400对瓶胚的冷却速度,进而提高了瓶胚的生产效率。
42.在其中一个实施例中,承托座和限位件为一体成型结构。可以理解,承托座和限位件为一体成型结构,有效地提高了承托座和限位件的连接稳定性和紧凑性,进而提高了瓶胚安置组件的结构稳定性和结构紧凑性,且减少了瓶胚安置组件的加工工序,进而提高了瓶胚安置组件的加工效率。
43.请参阅图1,在其中一个实施例中,瓶胚自动化生产系统10还包括塑料干燥机900,塑料干燥机900与原料储存箱100连接,塑料干燥机900的输料口与原料储存箱100的进料口连通,确保了原料储存箱100中瓶胚的原料的干燥性,进而确保了瓶胚的合格率。
44.在其中一个实施例中,冷却器为吊顶式冷风机,更好地确保了瓶胚的冷却效果和
冷却效率,进而确保了瓶胚的生产效率。
45.在其中一个实施例中,检测机为星轮瓶胚检测机,更好地确保了瓶胚的检测效果,确保了瓶胚的质量。
46.请参阅图1,在其中一个实施例中,瓶胚自动化生产系统10还包括收料框 1000,收料框1000与检测机700对应设置,收料框1000用于收集瓶胚,较好地实现了瓶胚的收集。
47.与现有技术相比,本实用新型至少具有以下优点:
48.本实用新型的瓶胚自动化生产系统10,使得真空吸附式机械手600分别与注塑机300、冷却器400和理胚机500相邻设置,即采用真空吸附式机械手600 对初步冷却成型后的瓶胚转移至冷却机中进行进一步冷却,增加了瓶胚冷却至将近室温的速度,且真空吸附式机械手600对初步冷却成型后的瓶胚的挤压较小,不会对瓶胚造成损坏,并进一步采用真空吸附式机械手600将冷却至将近室温的瓶胚转移至理胚机500中,即实现了瓶胚充分固化后再进入理胚机500 中,有效地减轻了瓶胚因堆积碰撞而发生损坏,降低了瓶胚的生产合格率的问题,进而在提高了瓶胚的生产效率的同时又提高了瓶胚的生产合格率。
49.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。