1.本公开涉及蓄电设备。
背景技术:
2.作为车辆、电子设备等的驱动源,蓄电设备被广泛利用。一般地蓄电设备具备:壳体,容纳包含第1电极和第2电极的电极组并且具有开口;和封口体,堵塞壳体的开口。在第1电极与壳体电连接的情况下,第2电极被设置于封口体,与电绝缘于壳体的端子部连接。
3.在将多个蓄电设备模块化的情况下,从使集电构造简略化的观点出发,期望在蓄电设备的开口侧配置与第1电极电连接的第1集电构件和与第2电极电连接的第2集电构件。该情况下,期望在壳体的开口缘部焊接第1集电构件并且在封口体的端子部焊接第2集电构件。
4.如专利文献1所示,作为二次电池,已知一种圆筒形电池,具备:电极体、圆筒状的外装罐、和隔着衬垫而铆接固定于外装罐的开口部的封口体,该封口体与衬垫铆接固定。
5.在先技术文献
6.专利文献
7.专利文献1:国际公开第2016/157749号
技术实现要素:
[0008]-发明要解决的课题-[0009]
在专利文献1的情况下,壳体的开口缘部隔着衬垫而与封口盖的外周部铆接,因此开口缘部被按压于衬垫,与衬垫紧贴。在这样的构造中,若在壳体的开口缘部焊接第1集电构件,则担心衬垫由于焊接的热量而劣化。并且,若衬垫劣化,则基于铆接的密闭性可能降低。
[0010]
本公开的目的在于,抑制蓄电设备的封口体具备的衬垫的劣化。
[0011]-解决课题的手段-[0012]
本公开的一方面涉及一种蓄电设备,具备:电极组,包含第1电极和第2电极;壳体,容纳所述电极组并且具有开口;和封口体,将所述壳体的开口堵塞,所述壳体具有:筒部、与所述筒部的一个端部连续的弯曲部、将所述筒部的另一个端部封闭的底部,所述弯曲部具有:开口缘部、与所述开口缘部连续并且处于在筒部的径向比所述开口缘部更靠外侧的铆接部、与所述铆接部连续的凹陷为向所述筒部的径向的内侧突出的环状的槽部,所述封口体具有:封口板,具有导电性;和绝缘性的衬垫,在所述封口板与所述铆接部的面向所述槽部的区域之间、以及所述封口板与所述槽部的内表面之间被压缩,所述壳体与所述第1电极电连接,所述封口板与所述第2电极电连接,所述开口缘部未抵接于所述衬垫。
[0013]-发明效果-[0014]
根据本公开,在壳体的铆接部之中未与衬垫抵接的部分能够与集电构件接合,因此能够提供封口体所具备的衬垫的劣化被抑制的蓄电设备。
附图说明
[0015]
图1是表示本公开的一实施方式所涉及的蓄电设备的一个例子的构造的剖视图。
[0016]
图2是表示图1的蓄电设备的壳体的加工前的构造的剖视图。
[0017]
图3是对赋予给封口体所具备的衬垫的热量的影响进行说明的图。
[0018]
图4a是表示本公开的一实施方式所涉及的蓄电设备的制造工艺的第1工序的图。
[0019]
图4b是表示该制造工艺的第2工序的图。
[0020]
图4c是表示该制造工艺的第3工序的图。
[0021]
图4d是表示该制造工艺的第4工序的图。
[0022]
图4e是表示该制造工艺的第5工序的图。
[0023]
图4f是表示该制造工艺的第6工序的图。
[0024]
图4g是表示该制造工艺的第7工序的图。
[0025]
图4h是表示该制造工艺的第8工序的图。
[0026]
图4i是表示该制造工艺的第9工序的图。
[0027]
图4j是表示该制造工艺的第10工序的图。
具体实施方式
[0028]
本公开的一侧面所涉及的蓄电设备具备:电极组,包含第1电极和第2电极;壳体,容纳电极组并且具有开口;和封口体,将壳体的开口堵塞。壳体具有:筒部、与筒部的一个端部连续的弯曲部、将筒部的另一个端部封闭的底部。弯曲部具有:开口缘部、与开口缘部连续并且处于在筒部的径向比开口缘部更靠外侧的铆接部、与铆接部连续的凹陷为向筒部的径向的内侧突出的环状的槽部。封口体具有:封口板,具有导电性;和绝缘性的衬垫,在封口板与铆接部的面向槽部的区域之间、以及封口板与槽部的内表面之间被压缩。壳体与第1电极电连接。封口板与第2电极电连接,开口缘部与衬垫不抵接。壳体例如也可以由金属构成。构成壳体的金属也可以包含铝、铜、铁、不锈钢、镍或将这些金属组合的合金等。
[0029]
由于开口缘部与衬垫不抵接,因此即使在开口缘部焊接第1集电构件的情况下,焊接的热量也难以传导至衬垫,因此可抑制衬垫的劣化。例如,在开口缘部的外侧面,焊接从第1集电构件导出并具有与第1电极相同的极性的第1集电引线。另一方面,在封口板的外侧面,焊接从第2集电构件导出并具有与第2电极相同的极性的第2集电引线。衬垫的材料的例子中,包含聚丙烯(pp)、聚苯硫醚(pps),聚对苯二甲酸丁二醇酯(pbt),全氟烷氧基烷烃(pfa)以及聚醚醚酮(peek)等。
[0030]
也可以在开口缘部与铆接部的边界形成有台阶,以使得筒部的轴向上的开口缘部与槽部的距离d1比轴向上的铆接部与槽部的距离d2大。这里,距离d1是轴向上的开口缘部与槽部的最短距离,距离d2是轴向上的铆接部与槽部的最短距离。作为d1以及d2的基准的槽部的高度是槽部的最深的部分(最接近于筒部的轴的部分)的高度。通过设为d1>d2,焊接的热量更加难以传导至衬垫,因此可进一步抑制衬垫的劣化。
[0031]
为了容易设为d1>d2,弯曲部也可以在开口缘部与铆接部的边界,具有朝向与铆接部的弯曲方向相反的一侧的第1弯曲部。这种第1弯曲部能够在形成铆接部之前,容易形成于壳体。衬垫通过第1弯曲部而被最大地压缩。换言之,通过形成第1弯曲部,容易提高基于铆接部的衬垫的压缩率。另外,在本公开的蓄电设备中,第1弯曲部也可以不对衬垫最强
地进行压缩。也可以在铆接部形成平坦部,该平坦部将衬垫最强地压缩。也可以在蓄电设备的径向,越朝向外侧越向下的倾斜面最强地将衬垫压缩。
[0032]
也可以在第1弯曲部与开口缘部的最端部之间,具有朝向与铆接部的弯曲方向相同的一侧的第2弯曲部。通过设置第2弯曲部,开口缘部的最端部不会向在筒部的轴向远离封口体的方向过度地突出。此外,通过控制第2弯曲部的内角的大小,能够使开口缘部与筒部的径向所成的角度接近于0
°
。即,能够在开口缘部,设置沿着筒部的径向的平坦部。这种平坦部使与第1集电构件的焊接容易。在开口缘部的平坦部的外侧面,能够容易地焊接从第1集电构件导出并具有与第1电极相同的极性的第1集电引线。
[0033]
开口缘部的至少一部分也可以具有比铆接部薄的薄壁部。也可以在弯曲部的朝向衬垫的面,形成包含薄壁部而划定的切口。在该结构中,也在薄壁部与衬垫之间形成间隙,以使得与开口缘部从铆接部弯曲的情况相同。该间隙抑制在薄壁部与集电构件接合时产生的热量传导至衬垫。此外,若形成薄壁部,则即使铆接部、开口缘部不向壳体的外侧弯曲,也能够在衬垫与开口缘部之间形成间隙。因此,作为蓄电设备,能够抑制高度方向的尺寸变大。另外,也可以开口缘部的全部是比铆接部薄的薄壁部,也可以开口缘部的一部分是薄壁部。在弯曲部,可以在铆接部或者开口缘部的薄壁部的内表面(与衬垫相向的面)形成台阶,也可以形成倾斜面。
[0034]
另外,蓄电设备的种类并不被特别限定,举例一次电池、二次电池、锂离子电容器、双电层电容器、固体电解电容器等。其中,能够适当使用能量密度高的锂离子二次电池等的非水电解质二次电池(包含全固体电池)。
[0035]
以下,参照附图来对本发明的实施方式所涉及的蓄电设备具体进行说明,但本发明并不限定于以下。
[0036]
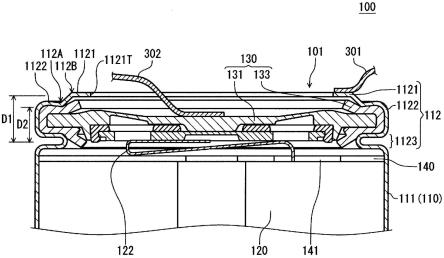
图1是表示一实施方式所涉及的蓄电设备100的一个例子的构造的剖视图。图2是表示图1的蓄电设备的壳体的加工前的构造的剖视图。蓄电设备100具备:电极组120,包含第1电极和第2电极;壳体110,容纳电极组120并且具有开口101;和封口体130,将壳体110的开口101堵塞。壳体110具有:圆筒形的筒部111、与筒部111的一个端部连续的弯曲部112、和将筒部111的另一个端部封闭的底部113。
[0037]
弯曲部112具有:开口缘部1121、与开口缘部1121连续并且处于在筒部111的径向比开口缘部1121更靠外侧的铆接部1122、与铆接部1122连续的凹陷为向筒部111的径向的内侧突出的环状的槽部1123。
[0038]
封口体130具有:具有导电性的封口板131、绝缘性的衬垫133。衬垫133在封口板131与铆接部1122的面向槽部1123的区域之间、以及封口板131与槽部1123的内表面之间被压缩。
[0039]
壳体110与第1电极电连接。封口板131与第2电极电连接。开口缘部1121与衬垫133不抵接,在开口缘部1121与衬垫133之间,设置有空间,以使得对开口缘部1121赋予的热量难以向衬垫133移动。
[0040]
在电极组120与封口体130之间,配置内部绝缘板140,内部绝缘板140防止电极组120与封口体130的接触。在内部绝缘板140,设置有规定的引线孔141。构成电极组120的第1电极与壳体110电连接。因此,壳体110具有与第1电极相同的极性。从第2电极导出的引线122通过引线孔141而与封口板131的内表面电连接。因此,封口板131具有与第2电极相同的
极性。
[0041]
在开口缘部1121的外侧面,焊接从第1集电构件导出并具有与第1电极相同的极性的第1集电引线301。另一方面,在封口板131的外侧面,焊接从第2集电构件导出并具有与第2电极相同的极性的第2集电引线401。
[0042]
图3是对赋予给封口体130具备的衬垫133的热量的影响进行说明的图。如图3的(a)所示,在开口缘部1121不区别于铆接部1122而与衬垫133抵接的情况下,赋予给开口缘部1121的热量直接传导至衬垫133的最被压缩、接受负荷的部分,使衬垫133劣化。另一方面,如图3的(b)所示,在开口缘部1121区别于铆接部1122而与衬垫133不抵接的情况下,赋予给开口缘部1121的热量难以传导至衬垫133,可抑制衬垫133的劣化。
[0043]
在开口缘部1121与铆接部1122的边界形成有台阶,以使得筒部111的轴向上的开口缘部1121与槽部1123的距离d1比轴向上的铆接部1122与槽部1123的距离d2大。距离d1是轴向上的开口缘部1121的内表面与槽部1123的最短距离,距离d2是轴向上的铆接部1122的内表面与槽部1123的最短距离。作为d1以及d2的基准的槽部的高度是槽部的最深、最近于筒部的轴的部分(图1中,通过点p表示。)的高度。
[0044]
弯曲部112在开口缘部1121与铆接部1122的边界,具有朝向与铆接部1122的弯曲方向相反的一侧的第1弯曲部112a。衬垫133被第1弯曲部112a最大地压缩。
[0045]
此外,弯曲部112在第1弯曲部112a与开口缘部1121的最端部1121t之间,具有朝向与铆接部1122的弯曲方向相同的一侧的第2弯曲部112b。通过设置第2弯曲部112b,开口缘部1121的最端部1121t不会向在筒部111的轴向远离封口体130的方向过度地突出。开口缘部1121与筒部111的径向(与轴向垂直的水平方向)所成的角度大致为0
°
,使第1集电引线301相对于开口缘部1121的焊接容易。
[0046]
开口缘部1121的至少一部分也可以具有比铆接部1122薄的薄壁部。也可以在弯曲部112的朝向衬垫133的面,形成有包含薄壁部而划定的切口。
[0047]
接下来,对本实施方式所涉及的蓄电设备的制造方法进行说明。图4a~图4j中,表示蓄电设备的制造工艺的第1~第10工序。在各图中,为了容易理解,表示壳体110、封口板131、衬垫133、规定的金属模的外形,其他要素的图示原则上省略。
[0048]
《第1工序》
[0049]
首先,准备电极组120、壳体110的前驱体(壳体前驱体110x)、封口体130,在壳体前驱体110x中容纳电极组120,配置内部绝缘板140,将从第1电极导出的引线(未图示)与壳体110电连接并且将从第2电极导出的引线122与封口板131的内表面电连接(图4a)。然后,在壳体前驱体110x的比内部绝缘板140稍靠开口101侧的位置形成环状的槽部1123。
[0050]
壳体前驱体110x具有:圆筒形的筒部111、与筒部111的一个端部连续的弯曲部112、将筒部111的另一个端部封闭的底部113(参照图2)。弯曲部112具有:开口缘部1121、与开口缘部1121连续的铆接区域1122x、与铆接区域1122x连续的环状的槽部1123,开口缘部1121具有:使开口101向筒部111的径向的外侧扩径的第1弯曲部112a、将开口101返回到筒部111的径向的内侧的第2弯曲部112b。
[0051]
封口体130具有封口板131和衬垫133。封口板131是圆盘状的构件。衬垫133是具有筒状的壁部1331、和对封口板131的周缘部的内表面进行支承的内凸缘状的环状基部1332的筒型。
[0052]
《第2工序》
[0053]
接下来,使在内周面具有环状突起511的第1金属模510从筒部111的径向的外侧与槽部1123嵌合。此外,将环状的第2金属模520与封口板131的外侧面按压,在筒部111的轴向按压(图4b)。由此,封口体130被支承于槽部1123。
[0054]
《第3工序》
[0055]
接下来,使作为旋转体的第3金属模530与开口缘部1121的外侧面抵接(图4c)。在第3金属模530的周面,设置多级锥面,以使得在筒部111的轴向,直径从壳体的开口101侧向底部113侧逐渐减少。
[0056]
《第4工序》
[0057]
接下来,使第3金属模530旋转,对开口缘部1121从径向的外侧向内侧压入,使开口缘部1121向内侧弯曲(图4d)。
[0058]
《第5工序》
[0059]
接下来,使铆接区域1122x与环状的第4金属模540抵接(图4e)。铆接区域1122x是弯曲部112之中、存在于第1弯曲部112a与槽部1123之间并成为铆接部1122的区域。第4金属模540具有与铆接区域1122x抵接的筒状的凹面。越接近于与第1弯曲部112a的附近的抵接部,凹面的内径越小。在该凹面与第1金属模510的环状突起511之间,配置铆接区域1122x、封口板131的周缘部、衬垫133。
[0060]
《第6工序》
[0061]
接下来,将第4金属模540向铆接区域1122x的外侧面按压,在第1金属模510的与环状突起511之间,将铆接区域1122x与衬垫133一起向筒部111的轴向按压(图4f)。
[0062]
《第7工序》
[0063]
接下来,准备具有曲率半径比第4金属模540的凹面小的凹面的第5金属模550。所谓这里定义的曲率半径,是指在包含筒部的轴的平面切断金属模时得到的凹面的最小的曲率半径(图4g)。
[0064]
《第8工序》
[0065]
接下来,将第5金属模550较强地按压于铆接区域1122x的外侧面,在与第1金属模510的环状突起511之间,将铆接区域1122x与衬垫133一起进一步在筒部111的轴向按压(图4h)。
[0066]
第5金属模550的凹面将铆接区域1122x在轴向按压,但是与开口缘部1121仅仅是接触的程度进行抵接。几乎不向开口缘部1121施加应力。另一方面,铆接区域1122x接受来自第5金属模550的凹面的按压力并较强地压缩衬垫133。具体地说,衬垫133在封口板131与铆接部1122(特别是铆接部1122的与槽部1123相对的区域)之间、以及封口板131与槽部1123的内表面之间被压缩。第1弯曲部112a嵌入衬垫133。
[0067]
《第9工序》
[0068]
接下来,使第1金属模510从槽部1123退出,通过具有与筒部111的周面对置的内周面的筒型的第6金属模560,固定筒部111的周面。并且,对通过到此为止的加工而形成的铆接部1122,从轴向抵接环状的第7金属模570的按压面(图4i)。
[0069]
《第10工序》
[0070]
接下来,通过第7金属模570来将铆接部1122更强地向轴向按压(图4j)。由此,槽部
1123被向轴向压缩,铆接部1122的密闭性提高。
[0071]
上述中,以圆筒形的蓄电设备为例进行了说明,但本公开也能够利用于各种形状(例如方形)的蓄电设备。
[0072]
产业上的可利用性
[0073]
本公开所涉及的蓄电设备特别适合用作为混合动力汽车、电动汽车等的车辆的电源。
[0074]-符号说明-[0075]
100:蓄电设备
[0076]
101:开口
[0077]
110:壳体
[0078]
110x:壳体的前驱体
[0079]
111:筒部
[0080]
112:弯曲部
[0081]
1121:开口缘部
[0082]
1121t:最端部
[0083]
1122:铆接部
[0084]
1122x:铆接区域
[0085]
1123:槽部
[0086]
112a:第1弯曲部
[0087]
112b:第2弯曲部
[0088]
113:底部
[0089]
120:电极组
[0090]
122:引线
[0091]
130:封口体
[0092]
131:封口板
[0093]
133:衬垫
[0094]
140:内部绝缘板
[0095]
141:引线孔
[0096]
301:第1集电引线
[0097]
401:第2集电引线
[0098]
510:第1金属模
[0099]
511:环状突起
[0100]
520:第2金属模
[0101]
530:第3金属模
[0102]
540:第4金属模
[0103]
550:第5金属模
[0104]
560:第6金属模
[0105]
570:第7金属模。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。