一种汽车涡轮增压传感器外观ai视觉检测装置
技术领域
1.本发明涉及传感器检测技术领域,尤其涉及一种汽车涡轮增压传感器外观 ai视觉检测装置。
背景技术:
2.汽车涡轮增压传感器可对汽车发动机工作时实时非接触监控,反馈数据,确 保稳定,汽车涡轮增压传感器作为精密的电子元件,出厂前需要100%对其外观 和金属导体等部位进行检测,现有的检测机台一般结构复杂,汽车涡轮增压传 感器各个部位的检测需要分开机台或工位检测,使检测设备占用较大的生产空 间,生产效率较低;批量生产检测的汽车涡轮增压传感器受前后汽车涡轮增压 传感器的碰撞影响,进而影响检测效果。
技术实现要素:
3.为了解决上述技术问题,本发明一种汽车涡轮增压传感器外观ai视觉检测 装置,一字纵向顺序排列的用以检测汽车涡轮增压传感器左右以及底面的第一 检测工位、用以检测汽车涡轮增压传感器金属件的第二检测工位、用以检测汽 车涡轮增压传感器前后顶部面的第三检测工位;相邻所述第一检测工位与所述 第二检测工位之间设有搬运机构;相邻所述第二检测工位与所述第三检测工位 之间设有第二搬运机构。本全汽车涡轮增压传感器外观ai视觉检测装置通过检 测单元完成对涡轮增压传感器的上下左右前后面外观检测、金属件检测,然后 自动分类下料,机台的自动化程度高,同时还将多道检测集成于一工作台,不 仅机台占地面积小,而且较大的提高生产效率。
4.本发明的技术方案如下:
5.一种汽车涡轮增压传感器外观ai视觉检测装置,一字纵向顺序排列的用以 检测汽车涡轮增压传感器左右以及底面的第一检测工位、用以检测汽车涡轮增 压传感器金属件的第二检测工位、用以检测汽车涡轮增压传感器前后顶部面的 第三检测工位;相邻所述第一检测工位与所述第二检测工位之间设有搬运机构; 相邻所述第二检测工位与所述第三检测工位之间设有第二搬运机构;其中:所 述搬运机构用以对接汽车涡轮增压传感器生产设备并将装好的汽车涡轮增压传 感器搬运至第一检测工位、第二检测工位进行视觉检测;所述第二搬运机构用 以将第二检测工位上的汽车涡轮增压传感器搬运至第三检测工位处并沿竖直方 向提升后进行180
°
转动后拍摄检测。
6.在上述实施例基础上,所述汽车涡轮增压传感器外观ai视觉检测装置还包 括下料机构和控制器;所述下料机构设置于所述第三检测工位处,用以将检测 好的汽车涡轮增压传感器进行分拣后输出;所述第一检测工位、第二检测工位、 第三检测工位、搬运机构、第二搬运机构以及下料机构由控制器()控制运转。
7.在上述实施例基础上,所述第一检测工位包括平行设置的第一光源部件以 及高度低于所述第一光源部件的第二光源部件,相邻的所述第一光源部件和第 二光源部件两侧对称连接有设有贯穿孔的第三光源部件,所述第一光源部件、 第二光源部件以及第三光
源部件围成的检测空间底部固定安装有带有第二贯穿 孔的第四光源部件;对应于检测空间两侧对称设有且可调节设有第一检测相机、 第二检测相机;所述第一检测相机、第二检测相机均与所述贯穿孔同轴设置; 对应于检测空间底部设有向上拍摄的第三检测相机;所述第三检测相机与所述 第二贯穿孔同轴设置;所述第一检测相机、第二检测相机、第三检测相机上均 固定设有相机安装板,所述相机安装板上对称设有第一长条形孔;所述相机安 装板一侧可拆卸安装有l形安装座;所述第三光源部件上对称设有光源固定座。
8.在上述实施例基础上,所述第二检测工位包括底部金属检测机构和金属件 检测机构;所述金属底部检测机构拍摄光路与所述金属件检测机构拍摄光路相 互垂直设置;所述金属底部检测机构包括固定底座;所述固定底座上可拆设有 连接棒;所述连接棒上设有至少两条矩形定位槽;相邻所述位槽呈90
°
设置; 所述连接棒上可调节连接有相机安装座;所述相机安装座上固定安装有第四检 测相机;所述第四检测相机正上方同轴设置有环形光源;所述环形光源底部固 定设有环形光源固定座;所述金属件检测机构包括凸字形且开设有变形槽的镀 络棒固定件;所述镀络棒固定件上固定插设有开设有定位槽的第二连接棒;所 述第二连接棒上可调节安装有相互垂直设置有贯穿圆柱孔的镀络棒连接件;所 述镀络棒连接件上可移动插设有第三连接棒,所述第三连接棒上固定连接有第 四连接棒;所述第四连接棒上可调节安装有第二相机安装板;所述第二相机安 装板上可拆卸安装有第五检测相机;与所述第五检测相机同轴设置有第二环形 光源;所述第二环形光源一侧设有光源固定件。
9.在上述实施例基础上,所述第三检测工位包括有第五光源部件、第六光源 部件、第七光源部件、第八光源部件、第九光源部件围成一端开口的第二检测 腔体;所述第五光源部件与所述第六光源部件居中设有第三贯穿孔,相邻所述 第三贯穿孔之间呈90
°
设置;所述第九光源部件居中设有方形贯穿孔;对应与 所述第三贯穿孔上可调设有第六检测相机和第七检测相机;对应与所述方形贯 穿孔上阵列设有第八检测相机;所述第六检测相机、第七检测相机、第八检测 相机均有相机支架支撑固定。
10.在上述实施例基础上,所述第二搬运机构包括水平设置的产品移栽机构以 及与所述产品移栽机构相互垂直设置的提升机构,所述产品移栽机构用以将所 述第二检测工位检测完的产品运输至提升机构处;所述提升机构用以将待检测 产品提升至第三检测工位进行旋转以完成对产品顶部前后侧进行检测。
11.在上述实施例基础上,所述产品移栽机构包括:
12.第一动力源,用于提供动力;
13.载件,设置于所第一动力源的输出端,所述第一动力源可驱动所述载件来 回往复移动;
14.夹紧连接件,固定设置于所述载件一端,用于夹紧支撑产品一端,所述夹 紧连接件上固定安装有一侧设有延伸部的放置件,
15.第二动力源,设置于所述载件上,用于提供夹紧动力;以及
16.卡件,可移动设置于所述载件上,所述第二动力源可驱动所述卡件向放置 件靠近或远离;
17.所述提升机构包括:提升支架;
18.第三动力源,固定设置于所述提升支架上,用于提供升降动力;
19.模组连接件,固定设置于所述第三动力源的输出端,所述第三动力源可驱 动所述模组连接件沿竖直方向来回往复移动;
20.旋转动力源,固定设置于所述模组连接件上,用于驱动产品进行90
°
旋转; 以及
21.夹紧机构,设置于所述旋转动力源输出端,所述夹紧机构两侧对称设有可 相对运动的夹臂,用以夹紧产品;所述旋转动力源可驱动所述夹紧机构转动;
22.其中:所述第三动力源、第一动力源均为电缸丝杆模组;所述第二动力源 为气缸;所述夹紧机构为摆动气缸。
23.在上述实施例基础上,所述下料机构包括相互平行设置且运输方向相反的 良品运输机构和不良品运输机构以及与所述不良品运输机构相互垂直设置的下 料机械手;所述下料机械手用于将检测完成的产品从所述第二搬运机构搬离后 根据检测的结构进行分类后放置到良品运输机构或不良品运输机构运输出去。
24.在上述实施例基础上,所述良品运输机构和不良品运输机构结构一致;所 述良品运输机构包括平行设置的第一固定板和第二固定板;相邻所述第一固定 板和第二固定板相对面上设有导向板,导向板两端倒角设置,相邻所述导向板 之间的间距为一个产品的宽度;所述第一固定板和第二固定板一端均可调节设 有从动轮部件,另一端通过转动轴连接;相邻从动轮部件与转动轴之间通过同 步带连接,且同步带滑动与所述导向板上;所述转动轴与伺服电机构成传动连 接;所述第一固定板和第二固定板顶部通过挡件连接;所述第一固定板和第二 固定板之间设有一传感器,用于感知物料;
25.所述下料机械手包括阵列设置的下料支架;所述下料支架上固定连接有第 二电缸丝杆模组;所述第二电缸丝杆模组的输出端固定安装有升降气缸;所述 升降气缸的输出端固定安装有夹紧手指气缸;所述夹紧手指气缸上对称设有夹 紧手指片;所述夹紧手指片上设有两个凸起部,相邻的凸起部之间设有让位槽。
26.在上述实施例基础上,所述搬运机构包括机械手固定座;所述机械手固定 座顶部固定安装有四轴机器人;所述四轴机器人输出端对称连接有夹爪固定件, 相邻所述夹爪固定件之间设有第二手指气缸;所述机械手固定座一侧固定且对 称设有接料槽,相邻接料槽间的距离为一个产品的宽度。
27.本发明具有如下有益效果:
28.1、本发明的通过搬运机构和第二搬运机构使涡轮增压传感器能逐个送料至 第一检测工位、第二检测工位、第三检测工位进行上、下、左、右、前、后面 外观的检测,然后通过下料机构分类下料,机台的自动化程度高,而且还将多 道检测集成于一工作台,不仅机台占地面积小,而且较大的提高生产效率。
29.2、本发明通过平行设置的第一固定板和第二固定板来构建良品运输机构/ 不良品运输机构的主体支撑,且两者之间的间距可以根据汽车涡轮增压传感器 的长宽大小调整调整第一固定板和第二固定板之间的间隙,使其能应对不同大 小的汽车涡轮增压传感器,汽车涡轮增压传感器在传送过程中更加平稳;传感 器对汽车涡轮增压传感器外形的识别灵敏且精度高,能准确的将大小数据传送 至控制器,然后再由控制器控制调整良品运输机构/不良品运输机构运转,自动 化程度高。
30.3、本发明第一固定板和第二固定板相对面之间对称设有导向板,且同步带 滑动设置于其表面,如此在工作时,有效的保证在运输过程汽车涡轮增压传感 器一直以一定的
姿态运输移动,有效的防止发生倾倒进而产生滞料的发生,保 证整个生产节拍,再者,对称的同步带有一个点击工程驱动在配合导向板来带 动汽车涡轮增压传感器移动,传动结构简单且具有较好的同步性。
31.4、本发明通过搬运机构和第二搬运机构能将汽车涡轮增压传感器准确定位 于各个检测工位的检测中心,有效提交检测的精度;而且配合下料机构进行全 自动下料,整个过程有效的分配了生产节拍,有效的避免因某个工位效率不一 样而发生滞料的问题,提高检测生产效率。
32.5、本发明检测相机能清晰的拍照和识别汽车涡轮增压传感器上下表面,左 右表面,前后表面以及金属件的缺陷,及时的发现问题并将结果上传至控制器, 便于后续控制器控制分类下料;搬运机构和第二搬运机构,使汽车涡轮增压传 感器悬空拍照,便于汽车涡轮增压传感器底部缺陷,底部金属件缺陷的拍照检 测,第二搬运机构由电缸丝杆模组驱动上下移动,并驱动夹紧的汽车涡轮增压 传感器进行90
°
转动,使检测相机能检测不同方向的汽车涡轮增压传感器,增 加了机台的通用性。
33.6、本发明通过设置旋转动力源,使汽车涡轮增压传感器能旋转拍照检测, 使汽车涡轮增压传感器可以得到全方位的检测,保证了产品的质量;拍照相机 可竖向移动,使拍照相机能检测不同型号的汽车涡轮增压传感器,增加了机台 的通用性;通过第一光源部件、第二光源部件以及第三光源部件、第四光源部 件来围成检测空间;通过第五光源部件、第六光源部件、第七光源部件、第八 光源部件、第九光源部件围成一端开口的第二检测腔体使使汽车涡轮增压传感 器外观具有较好的照度,能有效提高拍照质量,便于外观不良的检出。
34.7、本发明应用于汽车涡轮增压传感器生产线的汽车涡轮增压传感器外观检 测通过第一检测工位、第二检测工位、第三检测工位、搬运机构、第二搬运机 构、下料机构、plc控制器等设备配合作用,实现自动化搬送汽车涡轮增压传感 器,从而代替人工转料,保证了生产质量,减少了生产工作时间从而提高生产 效率。本发明结构简单,节省成本而且工作效率高,降低了人工成本和劳动强 度,生产成本低,产品质量好,成品率高,而且设备利用率高。
35.8、本发明的可直接对接汽车涡轮增压传感器的生产线,并直接对其进行外 观检测,而且整个装置合理分配了生产节拍,可有效的提升使汽车涡轮增压传 感器生产线的运行效率提升,避免个别工序因生产效率高于其他工序,而产生 满料等待的情况发生。
附图说明
36.为进一步说明各实施例,本发明提供有附图。这些附图为本发明揭露内容 的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例 的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实 施方式以及本发明的优点。图中的组件并未按比例绘制,而类似的组件符号通 常用来表示类似的组件。
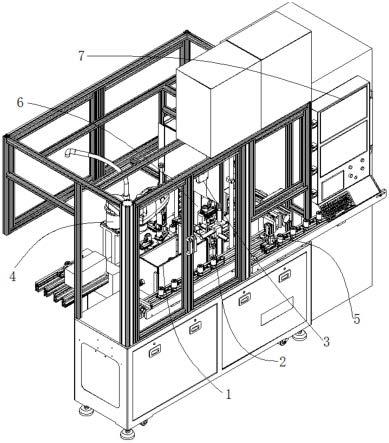
37.图1为本发明的汽车涡轮增压传感器外观ai视觉检测装置立体结构示意 图;
38.图2为本发明的汽车涡轮增压传感器外观ai视觉检测装置内部结构示意 图;
39.图3为本发明的第一检测工位立体结构示意图;
40.图4为本发明的第二检测工位立体结构示意图;
41.图5为本发明的第三检测工位立体结构示意图;
42.图6为本发明的第二搬运机构立体结构示意图;
43.图7为本发明的下料机构立体结构示意图。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清 楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是 全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造 性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.为了使本技术领域的技术人员更好地理解本发明方案,下面结合附图和具 体实施方式对本发明作进一步的详细说明。
46.参见图1至7,一种汽车涡轮增压传感器外观ai视觉检测装置,包括机架以及一字纵向顺序排列的用以检测汽车涡轮增压传感器左右以及底面的第一检测工位1、用以检测汽车涡轮增压传感器金属件的第二检测工位2、用以检测汽车涡轮增压传感器前后顶部面的第三检测工位3;相邻所述第一检测工位1与所述第二检测工位2之间设有搬运机构4;相邻所述第二检测工位2与所述第三检测工位3之间设有第二搬运机构5;其中:所述搬运机构4用以对接汽车涡轮增压传感器生产设备并将装好的汽车涡轮增压传感器搬运至第一检测工位1、第二检测工位2进行视觉检测;所述第二搬运机构5用以将第二检测工位2上的汽车涡轮增压传感器搬运至第三检测工位3处并沿竖直方向提升后进行180
°
转动后拍摄检测。 所述汽车涡轮增压传感器外观ai视觉检测装置还包括下料机构6和控制器7;所述下料机构6设置于所述第三检测工位3处,用以将检测好的汽车涡轮增压传感器进行分拣后输出;所述第一检测工位1、第二检测工位2、第三检测工位3、搬运机构4、第二搬运机构5以及下料机构6由控制器7控制运转,在本实施例中控制器7为现有plc控制器,为本领域技术人员所熟知,此处不做赘述。本发明应用于汽车涡轮增压传感器生产线的汽车涡轮增压传感器外观检测通过第一检测工位1、第二检测工位2、第三检测工位3、搬运机构4、第二搬运机构5、下料机构7、plc控制器等设备配合作用,实现自动化搬送汽车涡轮增压传感器,从而代替人工转料,保证了生产质量,减少了生产工作时间从而提高生产效率。本发明结构简单,节省成本而且工作效率高,降低了人工成本和劳动强度,生产成本低,产品质量好,成品率高,同时还将多道检测集成于一工作台,不仅机台占地面积小,而且较大的提高生产效率。下面将对第一检测工位1、第二检测工位2、第三检测工位3、搬运机构4、第二搬运机构5以及下料机构6进行详细的介绍。
47.在上述实施例基础上,所述第一检测工位1包括平行设置的第一光源部件 11以及高度低于所述第一光源部件11的第二光源部件12,相邻的所述第一光 源部件11和第二光源部件12两侧对称连接有设有贯穿孔的第三光源部件13, 所述第一光源部件11、第二光源部件12以及第三光源部件13围成的检测空间 底部固定安装有带有第二贯穿孔的第四光源部件14,通过构建一个闭合的检测 空间可以有效地使汽车涡轮增压传感器外观具有较好的照度,能有效提高拍照 质量,便于外观不良的检出,另外在第三光源部件13、第四光源部件14中部开 设拍摄孔能减少周围散光的干扰,提高了相机的拍照质量;对应于检测空间两 侧对称设有且可调节设有第一检测相机15、第二检测相机16;所述第一检测相 机15、第二
检测相机16均与所述贯穿孔同轴设置;对应于检测空间底部设有向 上拍摄的第三检测相机17;所述第三检测相机17与所述第二贯穿孔同轴设置; 所述第一检测相机15、第二检测相机16、第三检测相机17上均固定设有相机 安装板18,所述相机安装板18上对称设有第一长条形孔,在检测不同产生时只 要松开第一长条形孔上的锁紧件后调整相机的位置后再旋紧第一长条形孔上的 锁紧件,无需大幅度改造,实用性强;所述相机安装板18一侧可拆卸安装有l 形安装座;所述第三光源部件13上对称设有光源固定座。在本实施例中第一光 源部件11、第二光源部件12、第三光源部件13、第四光源部件14均带有微小 弧形的平面光源,如此可有效的起到聚光效果,能提高待拍摄汽车涡轮增压传 感器侧面的照度,保证了拍摄的质量。
48.在上述实施例基础上,所述第二检测工位2包括底部金属检测机构21和金 属件检测机构22;所述金属底部检测机构21拍摄光路与所述金属件检测机构 22拍摄光路相互垂直设置;所述金属底部检测机构21包括固定底座211;所述 固定底座211上可拆设有连接棒212;所述连接棒212上设有至少两条矩形定位 槽;相邻所述位槽呈90
°
设置;所述连接棒212上可调节连接有相机安装座213; 所述相机安装座213上固定安装有第四检测相机214;所述第四检测相机214正 上方同轴设置有环形光源215;所述环形光源215底部固定设有环形光源固定座 216;所述金属件检测机构22包括凸字形且开设有变形槽的镀络棒固定件221; 所述镀络棒固定件221上固定插设有开设有定位槽的第二连接棒222;所述第二 连接棒222上可调节安装有相互垂直设置有贯穿圆柱孔的镀络棒连接件223;所 述镀络棒连接件223上可移动插设有第三连接棒224,所述第三连接棒224上固 定连接有第四连接棒225;所述第四连接棒225上可调节安装有第二相机安装板 226;所述第二相机安装板226上可拆卸安装有第五检测相机227;与所述第五 检测相机227同轴设置有第二环形光源228;所述第二环形光源228一侧设有光 源固定件219。
49.在上述实施例基础上,所述第三检测工位3包括有第五光源部件31、第六 光源部件32、第七光源部件33、第八光源部件34、第九光源部件35围成一端 开口的第二检测腔体;所述第五光源部件31与所述第六光源部件32居中设有 第三贯穿孔,相邻所述第三贯穿孔之间呈90
°
设置;所述第九光源部件35居中 设有方形贯穿孔;对应与所述第三贯穿孔上可调设有第六检测相机36和第七检 测相机37;对应与所述方形贯穿孔上阵列设有第八检测相机38;所述第六检测 相机36、第七检测相机37、第八检测相机38均有相机支架支撑固定。
50.在上述实施例基础上,所述第二搬运机构5包括水平设置的产品移栽机构 51以及与所述产品移栽机构51相互垂直设置的提升机构52,所述产品移栽机 构51用以将所述第二检测工位2检测完的产品运输至提升机构52处;所述提 升机构52用以将待检测产品提升至第三检测工位3进行旋转以完成对产品顶部 前后侧进行检测。本发明通过搬运机构和第二搬运机构能将汽车涡轮增压传感 器准确定位于各个检测工位的检测中心,有效提交检测的精度;而且配合下料 机构进行全自动下料,整个过程有效的分配了生产节拍,有效的避免因某个工 位效率不一样而发生滞料的问题,提高检测生产效率。
51.在上述实施例基础上,所述产品移栽机构51包括:
52.第一动力源511,用于提供动力;
53.载件512,设置于所第一动力源511的输出端,所述第一动力源511可驱动 所述载件512来回往复移动;
54.夹紧连接件513,固定设置于所述载件512一端,用于夹紧支撑产品一端, 所述夹紧连接件513上固定安装有一侧设有延伸部的放置件5131,
55.第二动力源514,设置于所述载件512上,用于提供夹紧动力;以及
56.卡件515,可移动设置于所述载件512上,所述第二动力源514可驱动所述 卡件515向放置件5131靠近或远离;
57.所述提升机构52包括:提升支架521;
58.第三动力源522,固定设置于所述提升支架521上,用于提供升降动力;
59.模组连接件523,固定设置于所述第三动力源522的输出端,所述第三动力 源522可驱动所述模组连接件523沿竖直方向来回往复移动;
60.旋转动力源524,固定设置于所述模组连接件523上,用于驱动产品进行 90
°
旋转;以及
61.夹紧机构525,设置于所述旋转动力源524输出端,所述夹紧机构525两侧 对称设有可相对运动的夹臂526,用以夹紧产品;所述旋转动力源524可驱动所 述夹紧机构525转动;
62.其中:所述第三动力源522、第一动力源511均为电缸丝杆模组,当然在其 他实施方式中所述第三动力源522、第一动力源511还可以是缸体式或电动式或 直线来回往复移动的机械机构,此处不做具体限定;所述第二动力源514为气 缸;所述夹紧机构525为摆动气缸。
63.在上述实施例基础上,所述下料机构6包括相互平行设置且运输方向相反 的良品运输机构61和不良品运输机构62以及与所述不良品运输机构62相互垂 直设置的下料机械手63;所述下料机械手63用于将检测完成的产品从所述第二 搬运机构5搬离后根据检测的结构进行分类后放置到良品运输机构61或不良品 运输机构62运输出去。
64.在上述实施例基础上,所述良品运输机构61和不良品运输机构62结构一 致;所述良品运输机构61包括平行设置的第一固定板611和第二固定板612; 相邻所述第一固定板611和第二固定板612相对面上设有导向板613,导向板 613两端倒角设置,相邻所述导向板613之间的间距为一个产品的宽度;所述第 一固定板611和第二固定板612一端均可调节设有从动轮部件614,另一端通过 转动轴615连接;相邻从动轮部件614与转动轴615之间通过同步带616连接, 且同步带616滑动与所述导向板613上;所述转动轴615与伺服电机617构成 传动连接;所述第一固定板611和第二固定板612顶部通过挡件618连接;所 述第一固定板611和第二固定板612之间设有一传感器,用于感知物料;在本 实施例中通过平行设置的第一固定板和第二固定板来构建良品运输机构/不良 品运输机构的主体支撑,且两者之间的间距可以根据汽车涡轮增压传感器的长 宽大小调整调整第一固定板和第二固定板之间的间隙,使其能应对不同大小的 汽车涡轮增压传感器,汽车涡轮增压传感器在传送过程中更加平稳;传感器对 汽车涡轮增压传感器外形的识别灵敏且精度高,能准确的将大小数据传送至控 制器,然后再由控制器控制调整良品运输机构/不良品运输机构运转,自动化程 度高。另外在第一固定板和第二固定板相对面之间对称设有导向板,且同步带 滑动设置于其表面,如此在工作时,有效的保证在运输过程汽车涡轮增压传感 器一直以一定的姿态运输移动,有效的防止发生倾倒进而产生滞料的发生,保 证整个生产节拍,再者,对称的同步带有一个点击工程驱动在配合导向板来带 动汽车涡轮增压传感器移动,传动结构简单且
具有较好的同步性。
65.在上述实施例基础上,所述下料机械手63包括阵列设置的下料支架631; 所述下料支架631上固定连接有第二电缸丝杆模组632;所述第二电缸丝杆模组 632的输出端固定安装有升降气缸633;所述升降气缸633的输出端固定安装有 夹紧手指气缸634;所述夹紧手指气缸634上对称设有夹紧手指片635;所述夹 紧手指片635上设有两个凸起部,相邻的凸起部之间设有让位槽。
66.在上述实施例基础上,所述搬运机构4包括机械手固定座41;所述机械手 固定座41顶部固定安装有四轴机器人42;所述四轴机器人42输出端对称连接 有夹爪固定件43,相邻所述夹爪固定件43之间设有第二手指气缸44;所述机 械手固定座41一侧固定且对称设有接料槽45,相邻接料槽45间的距离为一个 产品的宽度。
67.综上所述,本发明本的可直接对接汽车涡轮增压传感器的生产线,并直接 对其进行外观检测,而且整个装置合理分配了生产节拍,可有效的提升使汽车 涡轮增压传感器生产线的运行效率提升,避免个别工序因生产效率高于其他工 序,而产生满料等待的情况发生,而且通过搬运机构和第二搬运机构使涡轮增 压传感器能逐个送料至第一检测工位、第二检测工位、第三检测工位进行上、 下、左、右、前、后面外观的检测,然后通过下料机构分类下料,机台的自动 化程度高,而且还将多道检测集成于一工作台,不仅机台占地面积小,而且较 大的提高生产效率。
68.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利 用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运 用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
