1.本实用型涉及碳纳米管制备技术领域,特别是多级分压式吸附法分离碳纳米管制备过程中的尾气的装置。
背景技术:
2.碳纳米管作为一维纳米材料,其重量轻,六边形结构连接完美,具有许多异常的力学、电学和化学性能。近些年随着碳纳米管及纳米材料研究的深入,其广阔的应用前景也不断地展现出来。由于碳纳米管具有中空的结构,可以用作微型模具。即在其内部可填充金属、氧化物等物质,制备出最细的纳米尺度的导线等,用于未来的分子电子学器件或纳米电子学器件中。还可制作碳纳米管增的塑料、碳纳米管增强陶瓷复合材料、金属基复合材料,还可以做最细的试管以及能称量单个原子质量的“纳米秤”等等。
3.碳纳米管,又名巴基管,作为世界公认的最细的纤维,是一种具有特殊结构(径向尺寸为纳米量级,轴向尺寸为微米量级,管子两端基本上都封口)的一维量子材料。碳纳米管主要由呈六边形排列的碳原子构成数层到数十层的同轴圆管,可以看做是石墨烯片层卷曲而成,因此按照石墨烯片的层数可分为:单壁碳纳米管(或称单层碳纳米管,single-walled carbonnanotubes,swcnts)和多壁碳纳米管(或多层碳纳米管,multi-walled carbon nanotubes, mwcnts),多壁管在开始形成的时候,层与层之间很容易成为陷阱中心而捕获各种缺陷,因而多壁管的管壁上通常布满小洞样的缺陷。与多壁管相比,单壁管直径大小的分布范围小,缺陷少,具有更高的均匀一致性。单壁管典型直径在0.6-2nm,多壁管最内层可达0.4nm,最粗可达数百纳米,但典型管径为2-100nm。根据碳六边形沿轴向的不同取向可以将其分成:锯齿形、扶手椅型和螺旋型三种。其中螺旋型的碳纳米管具有手性,而锯齿形和扶手椅型碳纳米管没有手性;这些材料由于具备良好的导电性、高机械性能和高比表面积,在电化学催化和储能等可再生能源转换技术领域中占据着重要角色。
4.目前碳纳米管的宏量制备方法主要是催化裂解化学气相沉积法(称催化裂解法),是在 600~1000℃的温度及催化剂的作用下,使含碳氢化合物气体原料(如甲烷、乙烯、丙烯和苯等)分解来制备碳纳米管的一种方法。此方法在较高温度下使含碳氢化合物裂解为碳原子和氢原子,碳原子在过渡金属-催化剂作用下,附着在催化剂微粒表面上形成为碳纳米管;氢原子成为氢气与未裂解的碳氢化合物气体作为尾气排出。由于现有裂解设备的制约,碳纳米管制备过程中,仅有25%的碳氢化合物气体裂解,生成碳纳米管和氢气,75%的碳源气体未裂解,成为尾气排出,不仅污染环境,而且浪费碳氢化合物原材料,增加制备碳纳米管的成本。
5.因此,提出一种多级分压式吸附法分离碳纳米管制备过程中的尾气的装置,通过特殊的可吸附气体的吸附剂进行气气分离,将尾气中未裂解的碳源气体分离出来,避免浪费碳氢化合物原材料,节约制备碳纳米管的成本。
技术实现要素:
6.本实用新型的目的在于克服现有技术的缺点,提供一种多级分压式吸附法分离碳纳米管制备过程中的尾气的装置,能利用吸附剂将碳纳米管制备过程中的尾气进行分离,将尾气中未裂解的碳源气体分离出来,避免了浪费碳氢化合物原材料,节约制备碳纳米管的成本,且能保障碳纳米管裂解气氛不受尾气分离部分工作的干扰,并适用于不同催化剂和不同碳源气体制备各种碳纳米管过程中的尾气分离。
7.本实用新型的目的通过以下技术方案来实现:
8.多级分压式吸附法分离碳纳米管制备过程中的尾气的装置,其特征在于:
9.包括压缩机、吸附分离系统;
10.所述压缩机其进气端通过废气管路与碳纳米裂解设备连通,其出气端与吸附分离系统进气端相连通,该吸附分离系统内部设有碳源气体吸附剂;
11.所述吸附分离系统的出气端包括两路,其中一路通过氢气回收管路与氢气缓冲罐连通,另一路通过碳源气体回收管路与碳源气体储存罐连通;
12.所述废气管路上靠近碳纳米裂解设备的一端设有微正压单向阀;所述碳源气体回收管路上靠近吸附分离系统的一端设有真空泵。其中,尾气通过微正压单向阀后进入吸附分离系统,其利用了碳纳米管裂解设备产生尾气的微正压,打开微正压单向阀,从而既可实现对原碳纳米管裂解设备工艺零干扰,又能防止尾气分离系统的气氛溢出;且本方案通过控制调节微正压单向阀的压力,可实现适应制备不同碳纳米管的工艺。
13.进一步地,所述的氢气回收管路上靠近吸附分离系统的一端设有单向阀一,碳源气体回收管路上靠近吸附分离系统的一端设有单向阀二。
14.进一步地,所述的吸附分离系统包括并联的一至四级吸附分离塔;压缩机与一至四级吸附分离塔底部的尾气进气端分别导通,其间,一至四级吸附分离塔与压缩机导通的四条管路上分别各设有一个尾气进入阀;
15.真空泵与一至四级吸附分离塔底部的碳源气体分离出口分别导通,其间,一至四级吸附分离塔与真空泵导通的四条管路上分别各设有一个解吸阀;
16.氢气缓冲罐与一至四级吸附分离塔顶部的四个氢气分离出口分别导通,其间,一至四级吸附分离塔与氢气缓冲罐分别的导通的四条管路上各设有一个氢气输出阀。
17.进一步地,所述的一至四级吸附分离塔的尾气进入阀分别与与其对应的解吸阀为互锁连接。
18.进一步地,所述的尾气进入阀、氢气输出阀、解吸阀分别设有一压力传感器,其中,解吸阀的压力传感器感应端设置在对应的吸附分离塔内部。
19.进一步地,所述的废气管路上,微正压单向阀与压缩机之间还设有一级尾气缓冲罐,压缩机与吸附分离系统之间还设有二级尾气缓冲罐。
20.进一步地,所述的碳源气体回收管路上,在真空泵的后端,沿气流方向还依次设有一级缓冲罐、升压泵、二级缓冲罐,二级缓冲罐与碳源气体储存罐连通。
21.本实用新型具有以下优点:(1)本分离方案是利用一种特殊的吸附剂,对氢气不具备吸附性的特点,对碳纳米管制备过程中的尾气进行分离,避免了浪费碳氢化合物原材料,节约制备碳纳米管的成本,全过程为物理分离,既能分离尾气中的氢气和碳源气体,又不产生二次污染;
22.(2)本方案公示的方法采取多级分压式,依靠在吸附分离塔底部和顶部设置三条管路;一路为尾气导入管路,设置单向阀限定气流流向,设置压缩机作为尾气导入动力,将尾气导入吸附分离塔;一路为碳源气体导出管路,设置电池阀、压力传感器和真空泵,真空泵为动力将碳源气体抽吸脱离吸附剂,导入碳源气体储存罐;一路为氢气导出管路,设置单向阀限定气流流向,后端设置压缩机将氢气导入储存罐,该过程实现连续不间断工作的同时,对前段碳纳米管裂解工艺零干扰,且不做任何改动或调整,利于新老设备使用;
23.(3)本方案中不仅反应装置一体化,结构简单,通过单向阀压力值和吸附塔内压力传感器设定值等措施,实现不同催化剂和不同碳源气体制备各种碳纳米管过程中的尾气分离;通过采用多级分压式吸附分离,实现连续不间断工作,一台设备通用,大大增加了碳纳米管生产过程中尾气分离装置的应用范围,为同一设备制备分离不同规格碳纳米管制备过程中的尾气分离提供了可能。
附图说明
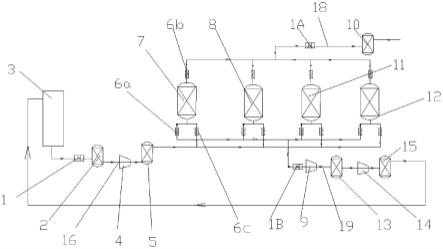
24.图1为本实用新型示意图;
25.图中,1-微正压单向阀,1a-单向阀一,1b-单向阀二,2-一级尾气缓冲罐,3-碳纳米管裂解设备,4-压缩机,5-二级尾气缓冲罐,6a-尾气进入阀,6b-氢气输出阀,6c-解吸阀,7-一级吸附分离塔,8-二级吸附分离塔,9-真空泵,10-氢气缓冲罐,11-三级吸附分离塔,12-四级吸附分离塔,13-一级缓冲罐,14-升压泵,15-二级缓冲罐,16-废气管路,18-氢气回收管路, 19-碳源气体回收管路。
具体实施方式
26.下面结合附图对本实用新型做进一步的描述,但本实用新型的保护范围不局限于以下所述。
27.实施例1
28.如图1所示,多级分压式吸附法分离碳纳米管制备过程中的尾气的装置,包括由一级吸附分离塔7、二级吸附分离塔8、三级吸附分离塔11、四级吸附分离塔12等四级分压式吸附分离塔并联构成的吸附分离系统,以及压缩机4、真空泵9、氢气缓冲罐10、微正压单向阀1;设备利用碳纳米管裂解设备3产生尾气的微正压,打开微正压单向阀1,然后尾气由压缩机4 增压导入一至四级吸附分离塔7、8、11、12,每级吸附分离塔内均设置有一种多孔大比表面积吸附剂,该吸附剂不吸附氢气,吸附碳源气体,利用其不吸附氢气,吸附除氢气外的气体的特性,从而实现将氢气和其他气体分离,氢气进入氢气缓冲罐10,碳源气体被吸附剂吸附,然后再通过真空泵9将吸附剂吸附的碳源气体解吸出来,达到回收碳源气体的目的,其中,微正压单向阀1设置在废气管路16上靠近碳纳米裂解设备3的一端,用于防止尾气回流到碳纳米裂解设备3,对裂解生产工艺产生影响,且本方案可通过控制调节前端微正压单向阀1 的压力值,来适应不同碳纳米管裂解设备的系统压力,分离不同碳纳米管制备过程中产生的尾气。
29.本方案中,每级吸附分离塔均设有尾气进气端、氢气分离出口、碳源气体分离出口,压缩机4位于一至四级吸附分离塔7、8、11、12下方并与每级吸附分离塔的尾气进气端导通;压缩机4的进气端通过废气管路16与碳纳米裂解设备3导通;真空泵9设置在一至四级吸
附分离塔7、8、11、12的下部,并与一至四级吸附分离塔7、8、11、12的四个碳源气体分离出口分别导通,用于将吸附剂吸附的碳源气体抽吸脱离,送至碳源气体一级储存罐13内,一至四级吸附分离塔7、8、11、12与真空泵9导通的四条管路上分别各设有一个解吸阀6c,解吸阀6c用于防止每级吸附分离塔内压力低于设定值时,塔内气体向碳源气体储存罐流动。
30.同时,使一至四级吸附分离塔7、8、11、12与真空泵9导通的四条管路先是共同连接至碳源气体回收管路19的一端,再通过碳源气体回收管路19的另一端与真空泵9导通,碳源气体回收管路19上设置有单向阀二1b,单向阀二1b用于防止碳源气体回流。
31.本方案中,氢气缓冲罐10设置在一至四级吸附分离塔7、8、11、12的上部,并与一至四级吸附分离塔7、8、11、12的四个氢气分离出口分别连通,其间于一至四级吸附分离塔7、 8、11、12与氢气缓冲罐10分别的连通的四条管路上各设有氢气输出阀6b,该四条管路共同连接氢气回收管路18一端,并通过氢气回收管路18与氢气缓冲罐10连通,其间,在氢气回收管路18上设置有单向阀一1a,用于防止氢气缓冲罐10内气体回流到吸附分离塔内。
32.本方案中,在碳源气体回收管路19上,于一级缓冲罐13后方,还依次设有升压泵14和二级缓冲罐15,可将一级缓冲罐13的碳源气体加压后导入二级缓冲罐15,利于后续将碳源气体导入碳源气体储存罐。
33.本方案中,微正压单向阀1与压缩机4之间还设置有一级尾气缓冲罐2;压缩机4与吸附分离系统之间,靠近压缩机4的一端还设有二级尾气缓冲罐5,二级尾气缓冲罐5与一至四级吸附分离塔7、8、11、12分别连通的四条管路上,每条管路均设有一个尾气进入阀6a,同时每个尾气进入阀6a、氢气输出阀6b、解吸阀6c均对应设有一压力传感器,其中,解吸阀6c的压力传感器感应端设置在对应的吸附分离塔内部,用于检测塔内吸附剂是否吸附饱和;尾气进入阀6a、氢气输出阀6b、解吸阀6c均设定有一个压力范围值(动作值),在该设定的压力值范围值内可控制其对应阀门的开启。
34.本方案中,每级吸附分离塔的尾气进入阀6a和其对应的解吸阀6c均为互锁连接,例如,当一级吸附分离塔7塔内的压力达到解吸阀6设定压力值后,内部吸附剂吸附碳源气体接近饱和,一级吸附分离塔7的尾气进入阀6a自动关闭,同时一级吸附分离塔7底部的解吸阀 6c开启,真空泵9启动,将一级吸附分离塔7内吸附的气体解吸处出来,解吸完成后,解吸阀6c关闭,随后与之互锁的尾气进入阀6a开启,从而完成一次一级吸附分离塔7的吸附和解吸。
35.本方案中,一至四级吸附分离塔7、8、11、12的尾气进入阀6a和氢气输出阀6b的压力范围值均呈现随塔级数逐级增长,从而一级吸附分离塔7、二级吸附分离塔8、三级吸附分离塔11、四级吸附分离塔12构成多级分压式的吸附分离塔系统,其逐级递增的分压式设计,使得装置能将氢气和其他气体采用多级分压式的方式吸附分离,实现较为稳定的连续吸附和解吸。
36.本方案中,各级吸附分离塔解吸阀6c开启所对应的压力范围值,均根据各级吸附分离塔内部吸附剂吸附近饱和时的压力值来设定。同时,各级分离塔顶部的氢气输出阀6b和底部尾气导入阀6c开启压力范围相同,在设置范围内,氢气输出阀6b与尾气导入阀6c均处于开启状态,超过设置范围均处于关闭状态。
37.本方案中,优选的,一级分离吸附塔7的尾气进入阀6a压力范围值设置为30~250kpa,相对应的二级吸附分离塔8为250~500kpa,三级吸附分离塔11为500~750kpa,四
级吸附分离塔12为750kpa~1000kpa,其有益效果是,既可实现各级吸附分离塔独立吸附和解吸,又能连续不间断吸附和解吸;同时,一级分离吸附塔7氢气输出阀6b压力范围值为设置为 30~250kpa,相应的二级吸附分离塔8为250~500kpa,三级吸附分离塔11为500~750kpa,四级吸附分离塔12为750kpa~1000kpa,其有益效果是:既可实现各级吸附分离塔独立析出氢气,又能连续不间断析出收集氢气。
38.本方案中,二级尾气缓冲罐5的压力高于一级尾气缓冲罐2,二级尾气缓冲罐5压力为 30kpa~1000kpa,缓冲罐结合微正压单向阀1的设置,进一步保障本装置能在保证不干扰前端碳纳米管裂解环境的压力时,又能通过增压提高吸附分离效率。
39.本方案中,吸附剂采用山东洲蓝环保科技有限公司生产的kts-1微晶材料。
40.本方案中,制备碳纳米管催化剂为镍基催化剂,碳源气体为甲烷,碳纳米管裂解设备3 后端与吸附分离系统间的微正压单向阀1的压力值为30kpa;氢气导入的单向阀压力值,即单向阀一1a的开启压力值为30kpa;启动本发明装置电源,即进行尾气分离,即可得到99.999%的高纯氢气和95%的甲烷气体。
41.同时本方案的碳源气体还可以为丙烯或乙烯中的至少一种,通过调节微正压单向阀1的压力值,即可对制备不同规格碳纳米管产生的尾气进行分离。
42.利用本装置进行催化裂解碳氢化合物制备碳纳米管过程中尾气的分离方法,可归纳为以下步骤:
43.步骤一、尾气的收集:利用碳纳米管裂解设备3产生尾气的微正压,打开微正压单向阀 1,尾气进入一级尾气缓冲罐2,然后由压缩机4将尾气增压导入二级尾气缓冲罐5;
44.步骤二、尾气的吸附分离:一级裂解尾气缓冲罐2内尾气由压缩机4增压导入二级尾气缓冲罐5后,分别通过每级吸附分离塔底部设置的尾气进入阀6a,进入对应的吸附分离塔,经由各级吸附塔内的吸附剂,未裂解的碳源气体被吸附剂吸附,氢气不被吸附经每级吸附塔顶部设置的氢气输出阀6b后,再通过单向阀一1a进入氢气缓冲罐10内;
45.步骤三、碳源气体的分离和储存:一至四级吸附分离塔7、8、11、12内均设有压力传感器,当压力达到某一级吸附分离塔的设定值时,表明该塔内吸附剂吸附已近饱和,这时打开单向阀二1b,并自动打开对应的解吸阀6c,关闭对应的尾气进入阀6a,启动真空泵9,将碳源气体从吸附剂吸出,送入一级缓冲罐13,再由升压泵14送入二级缓冲罐15,最后导入碳源气体储存罐。
46.最后,进入氢气缓冲罐10内氢气后续由相应的氢气压缩机导入氢气储存罐内进行储存,氢气储存罐进行分装后外销;碳源气体储存罐经过调节压力后,导入碳纳米管裂解设备3的碳源气体进气系统,再次裂解生成碳纳米管。
47.实施例2
48.多级分压式吸附法分离碳纳米管制备过程中的尾气的装置及阀门设定情况同实施例1。
49.区别在于:制备碳纳米管催化剂为铁基催化剂;所述碳源气体为丙烯,碳纳米管裂解设备3后端与分离系统间的微正压单向阀1压力值为20kpa;启动本发明装置电源,即进行尾气分离,即得到99.999%的高纯氢气和95%的丙烯气体。
50.实施例3
51.多级分压式吸附法分离碳纳米管制备过程中的尾气的装置及阀门设定情况同实
施例1。
52.区别在于:制备碳纳米管催化剂为钴基催化剂,碳源气体为乙烯,碳纳米管裂解3设备后端与分离系统间的微正压单向阀1的压力值为25kpa;启动本发明装置电源,即进行尾气分离,即得到99.999%的高纯氢气和95%的乙烯气体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。