1.本发明涉及镀膜生产线的生产控制方法及装置,特别涉及一种保持镀膜腔真空度稳定的方法、装置以及可读存储介质。
背景技术:
2.真空镀膜生产线用于对基材进行镀膜,真空镀膜生产线包括前过渡腔室、镀膜腔室、后过渡腔室以及基材移动装置,前过渡腔室和后过渡腔室分别设置于镀膜腔室的前后侧,前过渡腔室和镀膜腔室之间通过第一真空门阀连通,镀膜腔室和后过渡腔室之间通过第二真空门阀连通。镀膜时,待镀膜的基材进入前过渡腔室并去往镀膜腔室,并在镀膜腔室中完成镀膜,镀膜完成后通过后过渡腔室离开。基材在进出镀膜腔室时,需要打开第一真空门阀和第二真空门阀。
3.对于利用溅射现象(指高能粒子轰击固体表面(靶),使固体原子(或分子)从表面射出的现象)来实现镀膜的镀膜工艺中,镀膜腔室会充入工艺气体(利用工艺气体的辉光放电现象来提供高能粒子),并且镀膜腔室会抽取到一定的真空度。现有的利用上述溅射现象的原理的真空镀膜生产线,存在镀膜效率和镀膜质量无法兼顾的问题,不能满足更高的要求。
技术实现要素:
4.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种保持镀膜腔真空度稳定的方法,在真空门阀开启时,镀膜腔室比较稳定,有利于兼顾镀膜效率和镀膜质量。
5.本发明还提出一种能实现上述保持镀膜腔真空度稳定的方法的镀膜生产线的控制装置。
6.本发明还提出一种存储有实现上述保持镀膜腔真空度稳定的方法的计算机可执行指令的计算机可读存储介质。
7.根据本发明的第一方面实施例的保持镀膜腔真空度稳定的方法,应用于真空镀膜生产线,所述真空镀膜生产线用于对基材进行镀膜,所述真空镀膜生产线包括前过渡腔室、镀膜腔室以及后过渡腔室,所述前过渡腔室和所述后过渡腔室分别设置于所述镀膜腔室的前后侧,所述前过渡腔室和所述镀膜腔室之间通过第一真空门阀连通,所述镀膜腔室和所述后过渡腔室之间通过第二真空门阀连通;所述镀膜腔室充入有工艺气体以及具有真空度;所述保持镀膜腔真空度稳定的方法包括:位于所述镀膜腔室前侧的所述基材往所述镀膜腔室移动的过程中、所述第一真空门阀打开之前,往所述前过渡腔室充入与所述镀膜腔室类型相同的工艺气体,并控制所述前过渡腔室的真空度,使得所述基材到达所述前过渡腔室的后端时或到达所述前过渡腔室的后端之前,所述前过渡腔室的真空度相对于所述镀膜腔室的真空度在预定偏差范围之内;位于所述后过渡腔室前侧的所述基材往所述后过渡腔室移动的过程中、所述第二真空门阀打开之前,往所述后过渡腔室充入与所述镀膜腔室
类型相同的工艺气体,并控制所述后过渡腔室的真空度,使得所述基材到达所述镀膜腔室的后端时或到达所述镀膜腔室的后端之前,所述后过渡腔室的真空度相对于所述镀膜腔室的真空度在预定偏差范围之内。
8.根据本发明实施例的保持镀膜腔真空度稳定的方法,至少具有如下有益效果:上述的方法,通过往前过渡腔室以及后过渡腔室充入与所述镀膜腔室类型相同的工艺气体,以及通过在第一真空门阀和第二真空门阀打开之前,及时将前过渡腔室以及后过渡腔室的真空度调整至预定偏差范围之内,从而在第一真空门阀和第二真空门阀打开的时候,前过渡腔室以及后过渡腔室对镀膜腔室的气体构成以及真空度影响较小。由于第一真空门阀和第二真空门阀打开时对镀膜腔室的影响较小,那么真空镀膜生产线可以在第一真空门阀和第二真空门阀打开时,在所述镀膜腔室中进行镀膜操作,从而可以在兼顾镀膜质量的前提下提升生产线效率。另外,由于前过渡腔室以及后过渡腔室充入与所述镀膜腔室一样的工艺气体,它们与镀膜腔室的工艺气体原子碰撞机会加大,将会使镀膜腔室的工艺气体分布更合理,溅射的原子分布不断趋于平滑,膜层均匀性会有效提高。
9.根据本发明的一些实施例,所述前过渡腔室的真空度相对于所述镀膜腔室的真空度在预定偏差范围之内时满足:所述前过渡腔室的真空度p1和所述镀膜腔室的真空度p0之间符合关系式:|(p
0-p1)/p0|≤0.05;所述后过渡腔室的真空度相对于所述镀膜腔室的真空度在预定偏差范围之内时满足:所述后过渡腔室的真空度p2和所述镀膜腔室的真空度p0之间符合关系式:|(p
0-p2)/p0|≤0.05。
10.根据本发明的一些实施例,所述前过渡腔室连接有第一抽真空装置,所述第一抽真空装置用于对所述前过渡腔室抽真空,所述后过渡腔室连接有第二抽真空装置,所述第二抽真空装置用于对所述后过渡腔室抽真空;所述前过渡腔室连接有第一充气装置,所述前过渡腔室通过所述第一充气装置充入工艺气体;所述后过渡腔室连接有第二充气装置,所述后过渡腔室通过所述第二充气装置充入工艺气体;往所述前过渡腔室充入工艺气体并控制所述前过渡腔室的真空度的方法包括:在所述基材到达所述前过渡腔室的后端之前,通过控制所述第一抽真空装置抽真空的流量以及所述第一充气装置充气的流量来控制所述前过渡腔室的真空度;往所述后过渡腔室充入工艺气体并控制所述后过渡腔室的真空度的方法包括:在所述基材到达所述镀膜腔室的后端之前,通过控制所述第二抽真空装置抽真空的流量以及所述第二充气装置充气的流量来控制所述后过渡腔室的真空度。
11.根据本发明的一些实施例,所述镀膜腔室分为前缓冲区、镀膜工艺区以及后缓冲区,所述前缓冲区、镀膜工艺区以及后缓冲区从前往后依次分布并能分别容置至少一个所述基材;往所述前过渡腔室充入工艺气体并控制所述前过渡腔室的真空度的方法还包括:所述基材到达所述前过渡腔室的前端时,所述第一抽真空装置开始进一步抽取所述前过渡腔室的气体,所述基材离开所述前过渡腔室的前端后,通过所述第一充气装置往所述前过渡腔室充入工艺气体,所述基材到达所述前过渡腔室的后端、所述第一真空门阀打开后,停止所述第一充气装置,所述第一抽真空装置根据所述镀膜腔室的真空度调整抽取气体的流量大小,以使所述前过渡腔室的真空度以所述镀膜腔室的真空度为目标值进行实时调整;往所述后过渡腔室充入工艺气体并控制所述后过渡腔室的真空度的方法还包括:所述基材到达所述后缓冲区的前端时,所述第二抽真空装置开始进一步抽取所述后过渡腔室的气体,所述基材离开所述后缓冲区的前端后,通过所述第二充气装置往所述后过渡腔室充入
工艺气体,所述基材到达所述后缓冲区的后端、所述第二真空门阀打开后,停止所述第二充气装置,所述第二抽真空装置根据所述镀膜腔室的真空度调整抽取气体的流量大小,以使所述后过渡腔室的真空度以所述镀膜腔室的真空度为目标值进行实时调整。
12.根据本发明的一些实施例,所述第一抽真空装置包括第一真空泵组以及控制所述第一真空泵组抽真空流量的第一流量控制阀,所述第一流量控制阀具有最大流通流量q
max1
;所述第二抽真空装置包括第二真空泵组以及控制所述第二真空泵组抽真空流量的第二流量控制阀,所述第二流量控制阀具有最大流通流量q
max2
;往所述前过渡腔室充入工艺气体并控制所述前过渡腔室的真空度的方法还包括:所述基材到达所述前过渡腔室的前端时,控制所述第一流量控制阀的开度至所述最大流通流量q
max1
;往所述后过渡腔室充入工艺气体并控制所述后过渡腔室的真空度的方法还包括:所述基材到达所述后缓冲区的前端时,控制所述第二流量控制阀的开度至所述最大流通流量q
max2
。
13.根据本发明的一些实施例,所述前过渡腔室的前端设置有用于供所述基材进入所述前过渡腔室的第三真空门阀,所述后过渡腔室的后端设置有用于供所述基材离开所述后过渡腔室的第四真空门阀;所述保持镀膜腔真空度稳定的方法还包括:限定所述第三真空门阀关闭后,才能对所述前过渡腔室充入工艺气体;限定所述第四真空门阀关闭后,才能所述后过渡腔室充入工艺气体。
14.根据本发明的一些实施例,往所述前过渡腔室充工艺气体的方法包括:获取所述镀膜腔室的真空度p0,实时检测所述前过渡腔室的真空度p1,定义m=(p
0-p1)/p0,其中的p0和p1为绝对真空度,使所述前过渡腔室的真空度p1从高于所述镀膜腔室的真空度p0的位置接近所述镀膜腔室的真空度p0,当m的值从大到小变化时,根据m的值所在的范围区间控制往所述前过渡腔室充工艺气体的流量从大到小变化;往所述后过渡腔室充工艺气体的方法包括:获取所述镀膜腔室的真空度p0,实时检测所述后过渡腔室的真空度p2,定义n=(p
0-p2)/p0,其中的p0和p2为绝对真空度,使所述后过渡腔室的真空度p2从高于所述镀膜腔室的真空度p0的位置接近所述镀膜腔室的真空度p0,当n的值从大到小变化时,根据n的值所在的范围区间控制往所述后过渡腔室充工艺气体的流量从大到小变化。
15.根据本发明的一些实施例,所述第一充气装置包括多个第一充气支路,所述第一充气支路用于连通气源和所述前过渡腔室,各个所述第一充气支路所连接的气源不同;所述第二充气装置包括多个第二充气支路,所述第二充气支路用于连通气源与所述后过渡腔室,各个所述第二充气支路所连接的气源不同;往所述前过渡腔室充入工艺气体的方法包括:获取所述镀膜腔室中的工艺气体的类型数据,根据该类型数据,使至少一个所述第一充气支路打开,以使所述前过渡腔室充入的工艺气体的类型与所述镀膜腔室相同;往所述后过渡腔室充入工艺气体的方法包括:获取所述镀膜腔室中的工艺气体的类型数据,根据该类型数据,使至少一个所述第二充气支路打开,以使所述后过渡腔室充入的工艺气体的类型与所述镀膜腔室相同。
16.根据本发明的第二方面实施例的镀膜生产线的控制装置,包括处理器以及存储器,所述存储器存储有能在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如本发明第一方面实施例所述的保持镀膜腔真空度稳定的方法。
17.根据本发明实施例的镀膜生产线的控制装置,至少具有如下有益效果:由于采用了本发明第一方面实施例所述的保持镀膜腔真空度稳定的方法,镀膜生产线的控制装置可
以保持镀膜腔室的稳定,有利于镀膜生产线兼顾镀膜的效率以及质量。
18.根据本发明的第三方面实施例的计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于使计算机执行如本发明第一方面实施例所述的保持镀膜腔真空度稳定的方法。
19.根据本发明的计算机可读存储介质,至少具有如下有益效果:由于采用了本发明第一方面实施例所述的保持镀膜腔真空度稳定的方法,应用该计算机可读存储介质的镀膜生产线可以保持镀膜腔室的稳定,有利于镀膜生产线兼顾镀膜的效率以及质量。
20.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
21.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
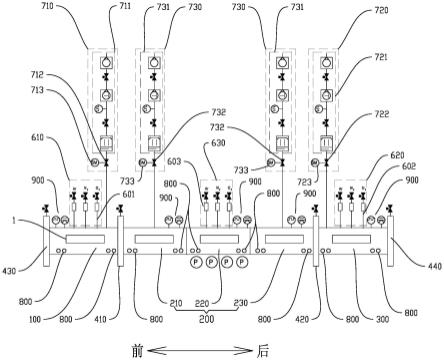
22.图1为本发明实施例的镀膜生产线的结构示意图;
23.图2为本发明实施例的流程图之一;
24.图3为图2的ⅰ处的放大示意图;
25.图4为图2的ⅱ处的放大示意图;
26.图5为图2的ⅲ处的放大示意图;
27.图6为图2的ⅳ处的放大示意图;
28.图7为本发明实施例的流程图之二;
29.图8为本发明实施例的第一流量控制阀的结构示意图;
30.图9为本发明实施例的第一真空门阀的结构示意图;
31.图10为本发明实施例的镀膜生产线的电气结构图。
32.附图标记:
33.基材1;
34.前过渡腔室100;
35.镀膜腔室200,前缓冲区210,镀膜工艺区220,后缓冲区230;
36.后过渡腔室300;
37.第一真空门阀410,第二真空门阀420,第三真空门阀430,第四真空门阀440,门体411,转轴412,门体驱动机构413;
38.第一充气装置610,第二充气装置620,第三充气装置630,第一充气支路601,第二充气支路602,第三充气支路603;
39.第一抽真空装置710,第二抽真空装置720,第三抽真空装置730,第一真空泵组711,第一流量控制阀712,第一伺服电机713,第二真空泵组721,第二流量控制阀722,第二伺服电机723,第三真空泵组731,第三流量控制阀732,第三伺服电机733;
40.位置传感器800;
41.真空检测装置900。
具体实施方式
42.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
43.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
44.在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
45.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
46.参照图1,为真空镀膜生产线的局部结构图,真空镀膜生产线用于对基材1进行镀膜,真空镀膜生产线包括前过渡腔室100、镀膜腔室200以及后过渡腔室300,前过渡腔室100和后过渡腔室300分别设置于镀膜腔室200的前后侧,前过渡腔室100和镀膜腔室200之间通过第一真空门阀410连通,镀膜腔室200和后过渡腔室300之间通过第二真空门阀420连通。镀膜时,基材1从前往后依次进入前过渡腔室100、镀膜腔室200以及后过渡腔室300。
47.在实施例中,基材1可以通过基材移动装置从前往后依次进入前过渡腔室100、镀膜腔室200以及后过渡腔室300。基材移动装置的作用是使基材1能在各个腔室之间移动,其具体可以包括多个装载基材1的装载架以及驱动各个装载架独立移动的驱动器,基材1装载于装载架,驱动器例如是机械手、能带动装载架移动的驱动模组,例如直线电机等等,各个装载架可以单独被驱动器驱动而移动,从而可以独立进出各个腔室。
48.前过渡腔室100连接有第一抽真空装置710,第一抽真空装置710用于对前过渡腔室100抽真空,后过渡腔室300连接有第二抽真空装置720,第二抽真空装置720用于对后过渡腔室300抽真空;镀膜腔室200连接有第三抽真空装置730,第三抽真空装置730用于对镀膜腔室200抽真空。
49.前过渡腔室100连接有第一充气装置610,前过渡腔室100通过第一充气装置610充入工艺气体;后过渡腔室300连接有第二充气装置620,后过渡腔室300通过第二充气装置620充入工艺气体;镀膜腔室200连接有第三充气装置630,镀膜腔室200通过第三充气装置630充入工艺气体。
50.镀膜腔室200分为前缓冲区210、镀膜工艺区220以及后缓冲区230,前缓冲区210、镀膜工艺区220以及后缓冲区230从前往后依次分布并能分别容置至少一个基材1。
51.真空镀膜生产线工作时,镀膜腔室200充入有工艺气体以及具有真空度。具体的,镀膜腔室200通过第三充气装置630以及第三抽真空装置730充入工艺气体以及获得符合工艺要求的真空度,基材1在镀膜腔室200的镀膜工艺区220进行镀膜。可以理解的是,工艺气体的类型是根据具体的镀膜工艺来确定的,在一些工艺中,工艺气体例如是氩气、氮气和氧
气。另外,根据具体镀膜工艺的不同,镀膜腔室200所需保持的真空度不相同,具体应该根据实际工艺而定。在实际镀膜生产中,可以通过调整第三抽真空装置730的抽取气体的流量以及第三充气装置630的充气流量,来使得镀膜腔室200的真空度达到工艺所要求的真空度。
52.在镀膜生产的过程中,完成镀膜的基材1成品需要从镀膜腔室200移送至后过渡腔室300,待镀膜的基材1需要通过前过渡腔室100而进入镀膜腔室200。在上述的过程中,需要打开第一真空门阀410和第二真空门阀420来允许基材1通行,为了避免真空度波动和气体污染的问题,现有的真空镀膜生产线,在第一真空门阀410和第二真空门阀420打开时,不允许镀膜腔室200进行真空镀膜的操作。在基材1成品运出后过渡腔室300、待镀膜的基材1重新进入前过渡腔室100后,再重新通过抽真空装置和充气装置使得镀膜腔室200达到需要的工艺条件。上述的真空镀膜生产线虽然保证了镀膜时候的真空度以及工艺气体的稳定,但是由于第一真空门阀410和第二真空门阀420打开时无法进行镀膜操作,打开后又要重新调整真空度,不仅操作繁琐,真空镀膜生产线的效率也较低,同时由于镀膜时的靶电源是一直运行的,低的镀膜效率,意味着电能的浪费。
53.为了提升生产效率,虽然可以在第一真空门阀410和第二真空门阀420打开时,使镀膜腔室200存在有基材1进行镀膜,但是现有生产中,由于镀膜腔室和前过渡腔室和后过渡腔室存在气压差以及气体类型不同,在第一真空门阀410和第二真空门阀420打开时,腔室之间会产生对流,导致靶区的溅射粒子数量产生变化,会使得镀膜层沉积不均匀,影响产品的良品率;即虽然可以保证镀膜时的效率,但是又不可避免地牺牲了产品质量。
54.对此,发明人经过分析研究特提出如下的镀膜生产线保持镀膜腔真空度稳定的方法:
55.位于镀膜腔室200前侧的基材1往镀膜腔室200移动的过程中、第一真空门阀410打开之前,往前过渡腔室100充入与镀膜腔室200类型相同的工艺气体,并控制前过渡腔室100的真空度,使得基材1到达前过渡腔室100的后端时或到达前过渡腔室100的后端之前,前过渡腔室100的真空度相对于镀膜腔室200的真空度在预定偏差范围之内;
56.位于后过渡腔室300前侧的基材1往后过渡腔室300移动的过程中、第二真空门阀420打开之前,往后过渡腔室300充入与镀膜腔室200类型相同的工艺气体,并控制后过渡腔室300的真空度,使得基材1到达镀膜腔室200的后端时或到达镀膜腔室200的后端之前,后过渡腔室300的真空度相对于镀膜腔室200的真空度在预定偏差范围之内。
57.上述的方法,通过往前过渡腔室100以及后过渡腔室300充入与镀膜腔室200类型相同的工艺气体,以及通过在第一真空门阀410和第二真空门阀420打开之前,及时将前过渡腔室100以及后过渡腔室300的真空度调整至预定偏差范围之内,从而在第一真空门阀410和第二真空门阀420打开的时候,前过渡腔室100以及后过渡腔室300对镀膜腔室200的气体构成以及真空度影响较小。由于第一真空门阀410和第二真空门阀420打开时对镀膜腔室200的影响较小,那么真空镀膜生产线可以在第一真空门阀410和第二真空门阀420打开时,在镀膜腔室200中进行镀膜操作,从而可以在兼顾镀膜质量的前提下提升生产线效率。另外,由于前过渡腔室100以及后过渡腔室300充入与镀膜腔室200一样的工艺气体,它们与镀膜腔室200的工艺气体原子碰撞机会加大,将会使镀膜腔室200的工艺气体分布更合理,溅射的原子分布不断趋于平滑,膜层均匀性会有效提高。
58.在实施例中,前过渡腔室100的真空度相对于镀膜腔室200的真空度在预定偏差范
围之内时满足:前过渡腔室100的真空度p1和镀膜腔室200的真空度p0之间符合关系式:|(p
0-p1)/p0|≤0.05;后过渡腔室300的真空度相对于镀膜腔室200的真空度在预定偏差范围之内时满足:后过渡腔室300的真空度p2和镀膜腔室200的真空度p0之间符合关系式:|(p
0-p2)/p0|≤0.05。将预定偏差范围控制在0.05(5%),前过渡腔室100和后过渡腔室300与镀膜腔室200的真空度差别较小,镀膜效果较好。可以理解的是,对于不同的镀膜工艺,本领域技术人员也可以合理配置上述的预定偏差范围,以该具体工艺所能接收的质量要求而适应性地调整预定偏差范围。
59.在实施例中,往前过渡腔室100充入工艺气体并控制前过渡腔室100的真空度的方法包括:在基材1到达前过渡腔室100的后端之前,通过控制第一抽真空装置710抽真空的流量以及第一充气装置610充气的流量来控制前过渡腔室100的真空度。在实施例中,往后过渡腔室300充入工艺气体并控制后过渡腔室300的真空度的方法包括:在基材1到达镀膜腔室200的后端之前,通过控制第二抽真空装置720抽真空的流量以及第二充气装置620充气的流量来控制后过渡腔室300的真空度。上述的方法,设置合理,同时实现了充工艺气体和调真空度的目的,易于实施。
60.在实施例中,具体的,往前过渡腔室100充入工艺气体并控制前过渡腔室100的真空度的方法还包括:基材1到达前过渡腔室100的前端时,第一抽真空装置710开始进一步抽取前过渡腔室100的气体,基材1离开前过渡腔室100的前端后,通过第一充气装置610往前过渡腔室100充入工艺气体,基材1到达前过渡腔室100的后端、第一真空门阀410打开后,停止第一充气装置610,第一抽真空装置710根据镀膜腔室200的真空度调整抽取气体的流量大小,以使前过渡腔室100的真空度以镀膜腔室200的真空度为目标值进行实时调整。
61.在实施例中,具体的,往后过渡腔室300充入工艺气体并控制后过渡腔室300的真空度的方法还包括:基材1到达后缓冲区230的前端时,第二抽真空装置720开始进一步抽取后过渡腔室300的气体,基材1离开后缓冲区230的前端后,通过第二充气装置620往后过渡腔室300充入工艺气体,基材1到达后缓冲区230的后端、第二真空门阀420打开后,停止第二充气装置620,第二抽真空装置720根据镀膜腔室200的真空度调整抽取气体的流量大小,以使后过渡腔室300的真空度以镀膜腔室200的真空度为目标值进行实时调整。
62.上述的方法,在基材1到达前过渡腔室100以及后缓冲区230的前端时,就已经开始真空度的平衡工作,从而有利于保证能及时将前过渡腔室100以及后过渡腔室300的真空度调整到需要的程度。另外,第一充气装置610和第二充气装置620在基材1离开前过渡腔室100和后缓冲区230的前端后再启动充气动作,即第一抽真空装置710先开始进一步抽取前过渡腔室100的气体然后第一充气装置610再充气,以及第二抽真空装置720先开始进一步抽取后过渡腔室300的气体然后第二充气装置620再充气,即形成了先抽气后充气的顺序,这有利于充分利用工艺气体以及减少气体污染。再有,在第一真空门阀410和第二真空门阀420打开后,由于前过渡腔室100和后过渡腔室300已经与镀膜腔室200连通,而镀膜腔室200本身带有第三充气装置630以及第三抽真空装置730来进行充气和调真空,那么可以停止第一充气装置610和第二充气装置620,通过调整第一抽真空装置710和第二抽真空装置720抽取气体的流量,使得前过渡腔室100和后过渡腔室300调整真空度的目标值定为镀膜腔室200的真空度,从而可以节省工艺气体。在第一真空门阀410和第二真空门阀420重新关闭后,可以调整第一抽真空装置710和第二抽真空装置720抽取气体的流量在预定的值,以待
下一次开门。
63.可以理解的是,前过渡腔室100的真空度以镀膜腔室200的真空度为目标值进行实时调整、后过渡腔室300的真空度以镀膜腔室200的真空度为目标值进行实时调整,上述的实时调整是指让前过渡腔室100和后过渡腔室300的真空度不断动态接近镀膜腔室200的真空度,动态接近的过程中所允许的偏差范围根据具体的镀膜工艺来确定,一般而言,镀膜工艺中镀膜腔室200镀膜时所允许的真空度波动幅度不超过目标真空度的20%,对于要求高的镀膜工艺,允许的真空度波动越小。
64.在实施例中,第一抽真空装置710包括第一真空泵组711以及控制第一真空泵组711抽真空流量的第一流量控制阀712,第一流量控制阀712具有最大流通流量q
max1
;第二抽真空装置720包括第二真空泵组721以及控制第二真空泵组721抽真空流量的第二流量控制阀722,第二流量控制阀722具有最大流通流量q
max2
;往前过渡腔室100充入工艺气体并控制前过渡腔室100的真空度的方法还包括:基材1到达前过渡腔室100的前端时,控制第一流量控制阀712的开度至最大流通流量q
max1
;往后过渡腔室300充入工艺气体并控制后过渡腔室300的真空度的方法还包括:基材1到达后缓冲区230的前端时,控制第二流量控制阀722的开度至最大流通流量q
max2
。通过上述的设置,在基材1到达前过渡腔室100的前端、基材1到达后缓冲区230的前端时,抽真空的泵组就采用全速抽真空的方式,从而保证尽可能去除不需要的气体以及能及时调控到合适的真空度。
65.在实施例中,前过渡腔室100的前端设置有用于供基材1进入前过渡腔室100的第三真空门阀430,后过渡腔室300的后端设置有用于供基材1离开后过渡腔室300的第四真空门阀440;保持镀膜腔真空度稳定的方法还包括:限定第三真空门阀430关闭后,才能对前过渡腔室100充入工艺气体;限定第四真空门阀440关闭后,才能后过渡腔室300充入工艺气体。通过上述的限定,只有在第三真空门阀430和第四真空门阀440关闭后才允许充气,从而减少工艺气体的消耗以及减少气体污染。
66.在实施例中,往前过渡腔室100充工艺气体的方法包括:获取镀膜腔室200的真空度p0,实时检测前过渡腔室100的真空度p1,定义m=(p
0-p1)/p0,其中的p0和p1为绝对真空度,使前过渡腔室100的真空度p1从高于镀膜腔室200的真空度p0的位置接近镀膜腔室200的真空度p0,当m的值从大到小变化时,根据m的值所在的范围区间控制往前过渡腔室100充工艺气体的流量从大到小变化;往后过渡腔室300充工艺气体的方法包括:获取镀膜腔室200的真空度p0,实时检测后过渡腔室300的真空度p2,定义n=(p
0-p2)/p0,其中的p0和p2为绝对真空度,使后过渡腔室300的真空度p2从高于镀膜腔室200的真空度p0的位置接近镀膜腔室200的真空度p0,当n的值从大到小变化时,根据n的值所在的范围区间控制往后过渡腔室300充工艺气体的流量从大到小变化。通过上述的设置,前过渡腔室100和后过渡腔室300与镀膜腔室200的真空度差别大时,采用大流量的工艺气体进行充气,而真空度差别小时采用小流量的工艺气体进行充气,设置合理,能充分利用工艺气体以及快速达到需要控制的真空度。
67.在实施例中,第一充气装置610包括多个第一充气支路601,第一充气支路601用于连通气源和前过渡腔室100,各个第一充气支路601所连接的气源不同;第二充气装置620包括多个第二充气支路602,第二充气支路602用于连通气源与后过渡腔室300,各个第二充气支路602所连接的气源不同;第三充气装置630包括多个的第三充气支路603,第三充气支路
603用于连通气源和镀膜腔室200,各个第三充气支路603所连接的气源不同。具体的,第一充气支路601、第二充气支路602、第三充气支路603上串联连接有流量计以及流量阀,从控制充气的流量以及获取流量数据。
68.在实施例中,往前过渡腔室100充入工艺气体的方法包括:获取镀膜腔室200中的工艺气体的类型数据,根据该类型数据,使至少一个第一充气支路601打开,以使前过渡腔室100充入的工艺气体的类型与镀膜腔室200相同;在实施例中,往后过渡腔室300充入工艺气体的方法包括:获取镀膜腔室200中的工艺气体的类型数据,根据该类型数据,使至少一个第二充气支路602打开,以使后过渡腔室300充入的工艺气体的类型与镀膜腔室200相同。
69.通过上述的设置,可以根据镀膜腔室200所用的工艺气体,来确定前过渡腔室100和后过渡腔室300所用的工艺气体,实现自动调控。可以理解的是,获取镀膜腔室200中的工艺气体的类型数据,具体可以直接读取真空镀膜生产线的控制装置中的数据来实现,或者在某些实施例中,通过气体检测仪器来确定。
70.在实施例中,第三抽真空装置730包括第三真空泵组731以及控制第三真空泵组731抽真空流量的第三流量控制阀732,可以通过第三流量控制阀732来控制第三真空泵组731抽取气体的流量。第三流量控制阀732具体可以是旋转节流阀,并可以通过第三伺服电机733进行开度控制。
71.在实施例中,第三抽真空装置730设置有两组,并分别位于第三充气装置630的两侧,第三充气装置630与镀膜腔室200的镀膜工艺区220对应,用于直接往镀膜工艺区220充气,两侧的第三抽真空装置730分别与前缓冲区210和后缓冲区230对应,分别用于对前缓冲区210和后缓冲区230抽真空。上述的结构,对镀膜腔室200开始抽真空时,工艺气体通过第三充气装置630先进入镀膜工艺区220后往两侧扩散,避免工艺气体一开始就被第三抽真空装置730抽走,工艺气体的利用更加充分。
72.在实施例中,第一真空泵组711、第二真空泵组721以及第三真空泵组731均由旋片泵、罗茨泵、扩散泵串联组成,旋片泵和罗茨泵之间设置有气镇阀,罗茨泵和扩散泵之间设置有粗抽阀,真空泵组上还连接有检测真空度的真空度检测器(具体采用电阻规)。可以想象的是,真空泵组不限于采用上述的结构,在本领域中,具体实现抽真空的泵装置有很多的实现方式,本领域技术人员可以根据实际情况进行配置。
73.在实施例中,需要判断基材1是否到达前过渡腔室100以及后缓冲区230的前端,以及判断基材1是否离开前过渡腔室100和后缓冲区230的前端,还需要判断基材1是否到达前过渡腔室100以及镀膜腔室200的后端(也即是后缓冲区230的后端),在实施时,可以在前过渡腔室100以及后缓冲区230的前端设置位置传感器800(具体可以是光电传感器),在基材1的前端到达位置传感器800的检测位置时(上升沿触发)判断为基材1到达前过渡腔室100以及后缓冲区230的前端,而基材1的后端离开位置传感器800的检测位置时(下降沿触发),判断为基材1离开前过渡腔室100以及后缓冲区230的前端。与之类似,判断基材1是否到达前过渡腔室100以及镀膜腔室200的后端(也即是后缓冲区230的后端)是通过检测基材1的前端是否到达前过渡腔室100以及镀膜腔室200的后端处设置的位置传感器800的检测位置,来进行判断。各个位置传感器800具体可以电性连接至镀膜生产线的控制主机来提供检测位置的信号。
74.参照图2至图6的流程图,提供了一种具体实现往前过渡腔室100(或后过渡腔室
300)充入工艺气体的实施方式。具体的过程如下:
75.s1:首先判断是否启动真空度平衡,启动的具体条件是判断基材1是否进入前过渡腔室100(或后缓冲区230)的前端,具体通过设置于前过渡腔室100(或后缓冲区230)前端的位置传感器800来检测基材1是否进入前过渡腔室100(或后缓冲区230)的前端,如果是,启动真空度平衡后进行下一步s2,如果否,回到s1循环判断;
76.启动真空度平衡后,第一流量控制阀712(或第二流量控制阀722)打开到最大开度,通过第一真空泵组711(或第二真空泵组721)对前过渡腔室100(或后过渡腔室300)全速抽气;
77.s2:读取当前的镀膜腔室200的真空度数据保存为数据a,读取当前的镀膜腔室200所采用的工艺气体类型数据保存在数据b,具体可以通过读取真空镀膜生产线的控制装置(plc控制主机)的数据来实现;
78.s3:计算数据a和前过渡腔室100(或后过渡腔室300)与真空度的比较值(差值);前过渡腔室100(或后过渡腔室300)的真空度数据具体可以通过设置于前过渡腔室100(或后过渡腔室300)的真空检测装置900来实现,真空检测装置900可以采用复合真空计(电阻规和电离规)来进行测量;
79.s4:计算数据a和前过渡腔室100(或后过渡腔室300)的真空度的比较值(差值)占数据a的百分比;
80.s5:判断比较值(差值)占数据a的百分比是否小于等于90%:
81.如果比较值(差值)占数据a的百分比大于90%:根据数据b,即根据镀膜腔室200所用的工艺气体的类型,打开前过渡腔室100(或后过渡腔室300)对应的第一充气支路601(或第二充气支路602),使得前过渡腔室100(或后过渡腔室300)能充入与镀膜腔室200相同的工艺气体,并且将第一充气支路601(或第二充气支路602)的流量控制为支路的最大流通流量的90%,然后回到s3;
82.如果比较值(差值)占数据a的百分比小于等于90%,那么执行s6;
83.s6:判断比较值(差值)占数据a的百分比是否小于等于80%:
84.如果比较值(差值)占数据a的百分比大于80%:根据数据b,即根据镀膜腔室200所用的工艺气体的类型,打开前过渡腔室100(或后过渡腔室300)对应的第一充气支路601(或第二充气支路602),使得前过渡腔室100(或后过渡腔室300)能充入与镀膜腔室200相同的工艺气体,并且将第一充气支路601(或第二充气支路602)的流量控制为支路的最大流通流量的80%,然后回到s3;
85.如果比较值(差值)占数据a的百分比小于等于80%,那么执行s7;
86.......
87.如此类推,程序最后判断比较值(差值)占数据a的百分比是否小于等于5%:
88.如果比较值(差值)占数据a的百分比大于5%:根据数据b,即根据镀膜腔室200所用的工艺气体的类型,打开前过渡腔室100(或后过渡腔室300)对应的第一充气支路601(或第二充气支路602),使得前过渡腔室100(或后过渡腔室300)能充入与镀膜腔室200相同的工艺气体,并且将第一充气支路601(或第二充气支路602)的流量控制为支路最大流通流量的5%,然后回到s3;
89.如果比较值(差值)占数据a的百分比小于等于5%,那么允许开启第一真空门阀
410(或第二真空门阀420),并在第一真空门阀410(或第二真空门阀420)开启后关闭第一充气装置610或(第二充气装置620)。
90.参照图7的流程图,提供了一种抽取前过渡腔室100(或后过渡腔室300)的真空度的程序方法,具体如下:
91.k1:判断基材1是否进入前过渡腔室100(或后缓冲区230),具体通过设置于前过渡腔室100(或后缓冲区230)前端的位置传感器800来检测判断;如果是,则执行k2;如果不是,回到k1循环判断;
92.k2:启动真空度平衡,第一流量控制阀712(或第二流量控制阀722)打开到最大开度,通过第一真空泵组711(或第二真空泵组721)对前过渡腔室100(或后过渡腔室300)全速抽气;具体的,第一流量控制阀712和第二流量控制阀722具体采用的是旋转节流阀,那么具体就是将第一流量控制阀712和第二流量控制阀722的开度调整到0度,即最大流量处;
93.k3:判断第一真空门阀410(或第二真空门阀420)是否开启,如果是,执行k4;如果不是,回到k3循环判断;
94.k4:读取数据a(镀膜腔室200的真空度);
95.k5:根据数据a调整第一流量控制阀712(或第二流量控制阀722)的开度,来控制前过渡腔室100(或后过渡腔室300)的真空度,控制的目标值是镀膜腔室200的真空度;执行k5后回到k1循环执行,从而实时调整前过渡腔室100(或后过渡腔室300)的真空度。
96.参照图8,为第一流量控制阀712的结构示意图,第一流量控制阀712和第二流量控制阀722具体为旋转节流阀,其中设置有用于控制开度的角度调整板。当需要全速抽空时,角度调整板与水平面平行为0度,当不需要抽速时,角度调整板与水平面成90度,根据需要在0度-90度之间调整。第一流量控制阀712中的角度调整板角度位置的调整通过与之连接的第一伺服电机713进行。第二流量控制阀722与第一流量控制阀712结构相同,其开度的控制通过第二伺服电机723进行。可以想象的是,第一流量控制阀712和第二流量控制阀722不限于采用上述的结构,本领域中,实现流量控制的阀有很多,本领域技术人员可以根据实际情况进行选择。
97.参照图9,为第一真空门阀410的结构示意图,其设置有门体411,门体411通过转轴412枢接于一架体,门体411通过门体驱动机构413驱动而转动,从而实现对前过渡腔室100和镀膜腔室200之间的关闭和连通。门体驱动机构413具体可以是一些能驱动门体411的装置机构,例如电机、旋转气缸等等。在实施例中,第二真空门阀420、第三真空门阀430、第四真空门阀440的结构与第一真空门阀410的结构相同。可以想象的是,真空门阀的结构不限于上述的实施方式,本领域中,实现两个腔室连通及关闭的门阀结构有很多,本领域技术人员可以根据实际情况进行配置。
98.镀膜生产线的电气结构简图可参照图10。其中,作为真空检测装置900的真空规管和真空计通过485通讯的方式与plc连接;作为位置传感器800的光电开关通过远程io模块以profinet通讯的方式连接到plc;各个充气支路的流量计通过远程io模块连接到plc以获取流量数据;控制旋转节流阀开度的伺服电机通过远程io模块以profinet通讯的方式连接到plc;控制各个真空泵组的抽空泵阀通过中间继电器2以及远程io模块连接到plc;控制各个充气支路的充气流量的流量计阀门通过中间继电器1以及远程io模块连接到plc。可以理解的是,上述的镀膜生产线的电气结构仅作为一种实施方式,本领域技术人员可以根据实
际情况配置具体的镀膜生产线的电气结构。
99.本发明提供的一种镀膜生产线的控制装置,其包括处理器以及存储器,存储器存储有能在处理器上运行的计算机程序,处理器执行计算机程序时实现如上的保持镀膜腔真空度稳定的方法。
100.本发明提供的一种计算机可读存储介质,其存储有计算机可执行指令,计算机可执行指令用于使计算机执行如上的保持镀膜腔真空度稳定的方法。
101.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
102.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
