一种适用于al-mg-sc合金的化学铣切溶液和化学铣切工艺
技术领域
1.本发明涉及铝合金加工技术领域,尤其涉及一种适用于al-mg-sc合金的化学铣切溶液和化学铣切工艺。
背景技术:
2.化学铣切简称化铣,是将金属材料需要加工的部位暴露于化学介质中进行腐蚀,而不需加工的部位则保护起来,以获得零件所需要的形状和尺寸。化学铣切与一般的机械加工有着本质区别,它是利用化学或电化学腐蚀原理加工零件,通过对化铣液有效的控制,从工件上预先确定的部位、范围及深度上除去基体材料,以获得所需的加工尺寸和精度,被加工的零件可整个表面蚀除,也可有选择、多台阶或成锥度地蚀除。铝合金的化铣已经成为航空航天工业零件成形的可靠加工方法,尤其在加工飞机蒙皮时要比用传统的机械加工方法优越得多。
3.当前,采用化学铣切方式加工的铝合金主要为al-cu-mg系高强度硬铝,如2a12、2a14等,因此,对化学铣切工艺的研究主要针对al-cu-mg系合金。
4.随着近年来al-mg-sc合金的发展,al-mg-sc合金板材强度能够达到al-cu-mg系合金水平,且耐蚀性能、焊接性能更加优良,可作为飞机蒙皮材料,目前对al-mg-sc合金的化铣研究未见报道,尚没有适合al-mg-sc合金的化学铣切工艺。
技术实现要素:
5.本发明解决的技术问题在于提供一种适用于al-mg-sc合金的化学铣切溶液,在该化学铣切溶液的作用下al-mg-sc合金经过化铣后具有铣面光滑和粗糙度优良的特点。
6.有鉴于此,本技术提供了一种适用于al-mg-sc合金的化学铣切溶液,由150~200g/l的氢氧化钠、10~50g/l的铝、30~50g/l的三乙醇胺、5~15g/l的硫化钠组成。
7.优选的,所述氢氧化钠的含量为160~180g/l。
8.优选的,所述铝的含量为20~30g/l。
9.优选的,所述三乙醇胺的含量为35~45g/l。
10.优选的,所述硫化钠的含量为8~12g/l。
11.本技术还提供了所述的化学铣切溶液的化学铣切工艺,包括以下步骤:
12.按照配比将氢氧化钠、铝屑、三乙醇胺和硫化钠混合,加热,得到化学铣切溶液;
13.将al-mg-sc合金板材在所述化学铣切溶液中化铣。
14.优选的,所述化铣速度为0.025~0.035mm/min。
15.优选的,所述al-mg-sc合金板材化铣至1/4厚度,所述化铣的时间为35~40min。
16.本技术提供了一种适用于al-mg-sc合金的化学铣切溶液,其由特定含量的氢氧化钠、铝、三乙醇胺和硫化钠组成;本技术通过加入一定量的腐蚀剂氢氧化钠,保证al-mg-sc合金具有较高的化铣速度,加入铝使化铣速度控制在了常规要求的0.025~0.035mm/min范围内,说明化铣溶液中的naoh和al
3
比例较好;进一步配合添加缓蚀剂三乙醇胺和硫化钠,
缓解了化铣过程中局部原电池效应的影响,化铣面表面光滑,化铣粗糙度较小,未出现表面粗糙现象;因此,本技术提供的化学铣切溶液符合al-mg-sc合金化铣粗糙度的控制要求。
附图说明
17.图1为本发明实施例1化学铣切后的al-mg-sc合金的表面形貌;
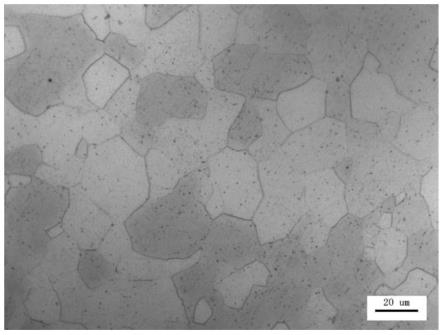
18.图2为本发明实施例2化学铣切后的al-mg-sc合金的表面形貌;
19.图3为本发明实施例2化学铣切后的al-mg-sc合金的表面微观形貌;
20.图4为本发明对比例1化学铣切后的al-mg-sc合金的表面形貌;
21.图5为本发明对比例1化学铣切后的al-mg-sc合金的表面微观形貌。
具体实施方式
22.为了进一步理解本发明,下面结合实施例对本发明优选实施方案进行描述,但是应当理解,这些描述只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制。
23.鉴于现有技术中al-mg-sc合金的化学铣切需求,本技术提供了一种适用于al-mgsc合金的化学铣切溶液,其通过腐蚀剂和缓蚀剂的选择,使得al-mg-sc合金经过化学铣切后的化铣面表面形貌和粗糙度优良,能够满足航空航天材料的需求。具体的,本发明实施例公开了一种适用于al-mg-sc合金的化学铣切溶液,由150~200g/l的氢氧化钠、10~50g/l的铝、30~50g/l的三乙醇胺、5~15g/l的硫化钠组成。
24.在本技术提供的化学铣切溶液中,氢氧化钠作为腐蚀剂,其可保证al-mg-sc合金具有较高的化铣速度;所述氢氧化钠的含量为150~200g/l,具体的,所述氢氧化钠的的含量为160~180g/l;所述氢氧化钠含量过高则导致化铣速度偏大,而降低化铣的精确度。
25.本技术化学铣切溶液中的铝可使化铣速度控制在常规范围内。所述铝的含量为10~50g/l,具体的,所述铝的含量为20~30g/l。
26.三乙醇胺和硫化钠作为缓蚀剂,其也可称之为表面活性剂,可降低腐蚀速率,提高化铣面光洁度。所述三乙醇胺的含量为30~50g/l,所述硫化钠的含量为5~15g/l;更具体地,所述三乙醇胺的含量为35~45g/l,所述硫化钠的含量为8~12g/l。所述三乙醇胺和所述硫化钠的含量不在本技术范围内会引起腐蚀速率不合适、表面粗糙不光滑。
27.本技术还提供了应用所述化学铣切溶液进行al-mg-sc化学铣切的工艺,包括以下步骤:
28.按照配比将氢氧化钠、铝屑、三乙醇胺和硫化钠混合,加热,得到化铣溶液;
29.将al-mg-sc合金板材在所述化铣溶液中化铣。
30.在本技术铣切过程中,所述加热为水浴加热,所述加热的温度为80~100℃。
31.本技术中,所述化铣速度为0.025~0.035mm/min,更具体地,所述化铣速度为0.028mm/min、0.032mm/min或0.035mm/min;在上述化铣速度下,所述al-mg-sc合金板材化铣至1/4厚度,所述化铣的时间为35~40min。
32.采用本发明的化学铣切溶液对al-mg-sc合金板材进行化学铣切,经化铣后不同厚度化铣面光滑,未见腐蚀孔洞,化铣速度适中,不同厚度横向化铣粗糙度均在0.8μm~1.3μm,化铣面表面形貌及化铣后粗糙度优良,能够满足航空航天材料的要求,有利于al-mg-sc
合金的推广应用。
33.为了进一步理解本发明,下面结合实施例对本发明提供的适用于al-mg-sc合金的化学铣切溶液和化学铣切工艺进行详细说明,本发明的保护范围不受以下实施例的限制。
34.实施例1
35.1)配置化铣溶液:首先加入180g/l的氢氧化钠,搅拌均匀,加入20g/l的铝屑,完全溶解后,搅拌均匀,最后加入40g/l三乙醇胺、10g/l硫化钠,搅拌均匀,水浴加热温度90℃;
36.2)将h=5.00mm厚的al-mg-sc合金板材试片垂直悬挂浸入化铣溶液,化铣10min后取出,酸洗去除表面腐蚀产物,吹干,测量化铣后试片的厚度h=4.36mm,通过腐蚀前、后试片减薄厚度及化铣时间,计算出al-mg-sc合金板材在溶液中的单面化铣速度v=(h-h)
÷2÷
t=0.032mm/min;化铣速度v位于常规要求0.025~0.035mm/min范围内,说明化铣工艺的制定非常符合化铣速度的控制要求;
37.3)根据化铣速度,计算出将5.0mm板材化铣至1/4厚度所需要的时间t=5
×
1/4
÷
0.032=39min;
38.4)根据计算出的时间,将al-mg-sc合金板材化铣至1/4厚度(化铣后形貌见图1),并使用粗糙度仪测量化铣表面的横向粗糙度ra=0.12。
39.实施例2
40.1)配置化铣溶液:首先加入200g/l的氢氧化钠,搅拌均匀,加入30g/l的铝屑,完全溶解后,搅拌均匀,最后加入40g/l三乙醇胺、10g/l硫化钠,搅拌均匀,水浴加热温度90℃;
41.2)将h=5.00mm厚的al-mg-sc合金板材试片垂直悬挂浸入化铣溶液,化铣10min后取出,酸洗去除表面腐蚀产物,吹干,测量化铣后试片的厚度h=4.31mm,通过腐蚀前、后试片减薄厚度及化铣时间,计算出al-mg-sc合金板材在溶液中的单面化铣速度v=(h-h)
÷2÷
t=0.0345mm/min;
42.3)根据化铣速度,计算出将5.0mm板材化铣至1/4厚度所需要的时间t=5
×
1/4
÷
0.0345=36min;
43.4)根据计算出的时间,将al-mg-sc合金板材化铣至1/4厚度(化铣后形貌见图2和图3),并使用粗糙度仪测量化铣表面的横向粗糙度ra=0.11,化铣粗糙度较好。
44.对比例1
45.1)配置化铣溶液:首先加入180g/l的氢氧化钠,搅拌均匀,加入40g/l三乙醇胺、10g/l硫化钠,搅拌均匀,水浴加热温度90℃;
46.2)将h=5.00mm厚的al-mg-sc合金板材试片垂直悬挂浸入化铣溶液,化铣10min后取出,酸洗去除表面腐蚀产物,吹干,测量化铣后试片的厚度h=4.08mm,通过腐蚀前、后试片减薄厚度及化铣时间,计算出al-mg-sc合金板材在溶液中的单面化铣速度v=(h-h)
÷2÷
t=0.046mm/min,腐蚀速率过大,不利于对化铣过程的精确把控;
47.3)根据化铣速度,计算出将5.0mm板材化铣至1/4厚度所需要的时间t=5
×
1/4
÷
0.046=27min;
48.4)根据计算出的时间,将al-mg-sc合金板材化铣至1/4厚度(化铣后形貌见图4和图5),并使用粗糙度仪测量化铣表面的横向粗糙度ra=0.25,化铣粗糙度偏大。
49.以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行
若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
50.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。