ptp片及ptp包装机
技术领域
1.本发明涉及在袋部中接纳片剂而成的ptp片、以及用于制造ptp片的ptp包装机。
背景技术:
2.作为一般在医药品、食品等的领域中采用的泡罩片,已知有ptp(泡罩包装)片。ptp片包括容器膜与罩面膜,该容器膜具有接纳片剂的袋部,该罩面膜以密封袋部的开口侧的方式安装于该容器膜上。另外,一般的片剂在俯视时呈圆形,由分别呈向外侧凸出的弯曲面状的外面和内面、以及由这些面夹持着的侧面构成外表面。此外,作为片剂,已知有以用唾液、少量的水迅速溶解的方式构成的口腔内崩解片。
3.ptp片使用ptp包装机而制造。ptp包装机包括在带状的容器膜上形成袋部的机构、将片剂填充于袋部中的机构、以封闭袋部的方式将罩面膜安装于容器膜上的机构、将安装有两个膜而成的带状的ptp膜冲压成片单位的机构等。
4.但是,在产品的运输时、使用者携带时等,通过对ptp片施加冲击、振动,片剂的外面(片剂中的设置于底壁部侧的面)有可能相对于袋部的底壁部摩擦。如果片剂的外面与底壁部摩擦,则片剂的成分附着于底壁部上,在容器膜由透明或半透明的材料形成的场合,可遍及底壁部的大范围产生白浊。如果产生这样的白浊,则有可能难以正确地把握袋部内的片剂本身、通过印刷等而附加在片剂上的各种信息。特别是在片剂为口腔内崩解片的情况下,片剂的成分容易附着于底壁部上,更容易产生底壁部的白浊。
5.于是,近年来提出了一种技术,其目的在于:通过使片剂的外面的曲率半径和底壁部的曲率半径为规定的关系,即使在对ptp片施加冲击、振动的情况下,仍抑制底壁部的白浊(例如,参照专利文献1等)。更具体地说,在该技术中,通过将底壁部(顶面部分)的沿着至少一个方向的曲率半径设为片剂的外面(信息显示部)的沿着至少一个方向的曲率半径以下,可防止底壁部的白浊。
6.现有技术文献
7.专利文献
8.专利文献1:jp特开2017-178352号公报
技术实现要素:
9.发明要解决的课题
10.但是,在上述技术中,在使底壁部的曲率半径与片剂的外面的曲率半径相同的情况下,片剂的外面整个区域与底壁部的内面接触,有可能在底壁部的大范围产生白浊。
11.另一方面,还可认为,如果像图15所示的那样,袋部2的底壁部2b的曲率半径小于片剂5的外面5b的曲率半径,则由于仅片剂5的外面5b的外周部(周缘部)与底壁部2b的内面接触,故可防止遍及底壁部2b的大范围产生白浊的情况。但是,如果两曲率半径的差小,则像图16(图16为表示图15中的假想圆vc内的部分放大剖视图)所示的那样,在片剂5的外面5b与底壁部2b摩擦而变形的场合(比如,像图16的虚线所示的那样,片剂5变形的场合),即
使其变形量不那么大,片剂5也可相对底壁部2b的大范围而接触。因此,若两曲率半径的差较小,则随着产品的输送等,白浊向底壁部2b的中心侧逐渐扩展,其结果是,有可能在底壁部2b的大范围产生白浊。
12.相对于该情况,像图17所示的那样,通过使底壁部2b的曲率半径充分小于片剂5的外面5b的曲率半径,即使在片剂5的外面5b与底壁部2b摩擦而变形的场合,仍可抑制白浊朝向底壁部2b的中心侧而扩散的情况。但是,在此场合,必须要求袋部2的高度hp较大。在这里,ptp片通常作为在多个重叠的状态下进行装箱包装而成的片包装体而输送、保管。由此,伴随使高度hp增大数mm,即使在仅使ptp片的高度增大数mm的情况下,片包装体的尺寸也显著变大。因此,有可能导致输送、保管的效率的恶化。
13.本发明是鉴于上述情况而提出的,其目的在于,提供一种ptp片等,该ptp片可更可靠地抑制底壁部的宽范围产生白浊的情况,并且可有效地防止袋部的高度增大。
14.用于解决课题的技术方案
15.以下,对适于解决上述目的的各手段分项进行说明。此外,根据需要而对对应的方案附记特有的作用效果。
16.技术方案1.涉及一种ptp片,该ptp片隔膜包括:
17.容器膜,该容器膜形成有用于接纳片剂的袋部;
18.罩面膜,该罩面膜按照封闭上述袋部的开口的方式安装于上述容器膜上,其特征在于:
19.片剂是俯视时呈圆形的口腔内崩解片,至少其外面呈向外侧凸出的弯曲形状;
20.片剂的上述外面的直径为上述袋部的深度以上的大小;
21.片剂的包含中心轴的任意剖面中的片剂的上述外面的外形线(其中,分割线、刻印等的凹部忽略)为具有恒定的曲率半径crt(mm)的圆弧形状;
22.上述片剂的上述外面具有直径φt(mm);
23.上述袋部具有与所接纳的片剂的上述外面相对的俯视时呈圆形的底壁部;
24.上述底壁部呈向外侧凸出的弯曲形状;
25.上述底壁部中的位于接纳于上述袋部的片剂侧的内面具有:
26.俯视时呈圆环状的支承区域,该支承区域通过与片剂的上述外面接触,可支承接纳于上述袋部的片剂;以及
27.通过上述支承区域所包围的俯视时呈圆形的中央区域,
28.上述中央区域的最外周部具有直径φp2(mm);
29.包括上述袋部的中心轴的任意的剖面中的上述支承区域的外形线为具有恒定的曲率半径crp1(mm)的圆弧形状;
30.包括上述袋部的中心轴的任意的剖面中的上述中央区域的外形线为具有恒定的曲率半径crp2(mm)的圆弧形状;
31.满足crt≥crp2》crp1及φt》φp2。
32.按照上述技术方案1,由于满足φt》φp2,故可通过支承区域更可靠地支承片剂。
33.另外,按照上述技术方案1,包括片剂的中心轴的任意的剖面中的片剂的表面的外形线为具有恒定的曲率半径crt(mm)的圆弧形状。即,片剂的外面为具有恒定的曲率半径crt(mm)的球面形状。另一方面,袋部的底壁部的内面包括可支承片剂的圆环状的支承区域
和通过该支承区域而包围的中央区域。另外,包括袋部的中心轴的任意的剖面中的支承区域的外形线为具有恒定的曲率半径crp1(mm)的圆弧形状。即,支承区域为具有恒定的曲率半径crp1(mm)的球面形状。在此基础上,由于满足crt≥crp2》crp1,因此可使支承区域的曲率半径crp1充分小于片剂的外面的曲率半径crt。由此,即使在片剂与底壁部摩擦而变形的情况下,片剂相对于底壁部的接触面积也难以增大,白浊难以向底壁部的中心侧扩散。其结果是,可更可靠地抑制在底壁部的大范围产生白浊的情况。
34.另一方面,按照上述技术方案1,包括袋部的中心轴的任意的剖面中的中央区域的外形线为具有恒定的曲率半径crp2(mm)的圆弧形状。即,中央区域为具有恒定的曲率半径crp2(mm)的球面形状。并且,中央区域的曲率半径crp2比支承区域的曲率半径crp1大。于是,与底壁部的内面整体为恒定的曲率半径crp1的球面形状的场合相比,可使袋部的高度更小,可有效地防止袋部的高度增大。
35.另外,片剂的外面的直径为袋部的深度以上的大小,因此可防止片剂在袋部内外面翻转的情况,可利用支承区域而更可靠地支承片剂的外面。
36.此外,在将支承区域的曲率半径crp1设为比片剂的曲率半径crt更小,从而更可靠地抑制白浊朝向底壁部的中心侧的扩散这一点上,优选的是,曲率半径crp1以曲率半径crt除以系数k(k为2以上的正数)而得到的值以下(即,满足crp1≤crt/k)的方式构成。另外,系数k越大,白浊的扩展抑制效果越高,因此更优选满足k≥3,进一步优选满足k≥4。但是,由于在更加可靠地抑制袋部的高度增大的方面,优选不使曲率半径crp1极小,故比如,优选满足k≤8,特别是优选满足k≤6。
37.进而,从即使在片剂摩擦而大幅变形的情况下也防止片剂的外面与中央区域面接触的方面出发,优选以满足crt》crp2的方式构成。
38.技术方案2.涉及技术方案1所述的ptp片,其特征在于,上述袋部包括与上述底壁部的最外周部连接的圆筒状的侧壁部;
39.上述支承区域是扩展至上述底壁部的内面的最外周部的区域;
40.上述支承区域的最外周部具有直径φp1(mm);
41.满足φt-(φp1-φt)≥φp2。
42.在以袋部的中心轴与片剂的中心轴重叠的方式将片剂配置于袋部内的状态下,沿着与这些中心轴正交的方向的、从中央区域的最外周部到片剂的外面的最外周部的距离为(φt-φp2)/2。另外,在以袋部的中心轴与片剂的中心轴重叠的方式将片剂配置在袋部内的状态下,沿着与这些中心轴正交的方向的、从片剂的外面的最外周部到支承区域的最外周部的距离为(φp1-φt)/2。在此,该距离与上述状态下的袋部的侧壁部内面和片剂外面的最外周部之间的间隙的大小大致相等。
43.而且,即使在片剂沿着与上述各中心轴正交的方向以上述间隙的量向侧壁部侧移动,成为片剂外面的最外周部靠近侧壁部的状态时,依然可通过支承区域更可靠地支承片剂(片剂的最外周部),也就是说,为了更可靠地维持支承区域与片剂的最外周部沿着上述各中心轴方向重叠的状态,需要满足((φt-φp2)/2)-((φp1-φt)/2)≥0。
44.关于这一点,按照上述技术方案2,满足φt-(φp1-φt)≥φp2,即((φt-φp2)/2)-((φp1-φt)/2)≥0。因此,即使在成为片剂外面的最外周部靠近侧壁部的状态时,也可利用支承区域而更可靠地支承片剂。由此,可更加可靠地发挥上述技术方案1的作
用效果。
45.技术方案3.涉及技术方案1所述的ptp片的ptp包装机,其特征在于,该ptp包装机包括袋部形成机构,该袋部形成机构相对带状的上述容器膜形成上述袋部;
46.上述袋部形成机构按照下述的方式构成,该方式为:相对所接纳的片剂,可形成满足crt≥crp2》crp1和φt》φp2的关系的上述袋部。
47.按照上述技术方案3,在已制造的ptp片中,实现与上述技术方案1相同的作用效果。
48.技术方案4.涉及一种用于制造技术方案2所述的ptp片的ptp包装机,其特征在于,该ptp包装机包括袋部形成机构,该袋部形成机构相对带状的上述容器膜而形成上述袋部;
49.上述袋部形成机构按照下述的方式构成,该方式为:相对所接纳的片剂,可形成满足crt≥crp2》crp1和φt》φp2的关系、以及φt-(φp1-φt)≥φp2的关系的上述袋部。
50.按照上述技术方案4,在制造的ptp片中,实现与上述技术方案2相同的作用效果。
附图说明
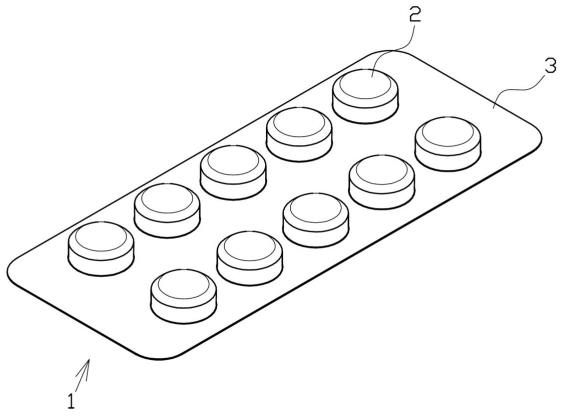
51.图1为表示ptp片的立体图;
52.图2为表示ptp膜的立体图;
53.图3为用于表示片剂的外面的直径等的ptp片的局部放大的剖视图;
54.图4为用于表示片剂的外面的曲率半径等的ptp片的局部放大的剖视图;
55.图5为表示ptp包装机的概况结构的模式图;
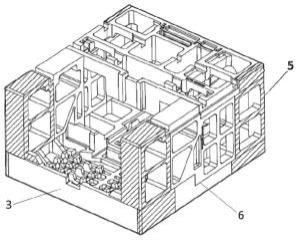
56.图6为袋部形成装置的模式图;
57.图7为表示在袋部的形成工序中,通过下模和上模而夹持容器膜的工序的图;
58.图8为表示在袋部的形成工序中,通过空气使容器膜变形的工序的图;
59.图9为表示在袋部的形成工序中,通过塞子使容器膜变形的工序的图;
60.图10为表示在设为crp1=crt/2时,片剂变形了一定量的情况下的片剂和支承区域的接触范围等的图;
61.图11为表示在设为crp1=crt/3时,片剂变形了一定量的情况下的片剂和支承区域的接触范围等的图;
62.图12为表示在设为crp1=crt/4时,片剂变形了一定量的情况下的片剂和支承区域的接触范围等的图;
63.图13为用于说明在另一实施方式中在支承区域的最外周部处设置有弯曲形状部分的情况下的支承区域的曲率半径的图;
64.图14为用于说明在另一实施方式中在中央区域的最外周部处设置有弯曲形状部分的情况下的中央区域的曲率半径的图。
65.图15为用于说明现有技术的袋部、片剂等的剖视图;
66.图16为用于说明现有技术的袋部、片剂等的局部放大剖视图;
67.图17为表示在现有技术中,底壁部的曲率半径与片剂的表面的曲率半径相比足够小的情况下的袋部的高度等的剖视图。
具体实施方式
68.以下,参照附图而对一个实施方式进行说明。首先,对ptp片的结构进行说明。像图1、图3所示的那样,ptp片1包括容器膜3与罩面膜4,该容器膜3具有多个袋部2,该罩面膜4按照封闭袋部2的方式安装于容器膜3上。
69.容器膜3通过由比如pp(聚丙烯)、pvc(聚氯乙烯)等构成的透明或半透明的热塑性树脂材料而形成,具有透光性。即,容器膜3可从外部而辨认袋部2的内部。另外,容器膜3包括平坦状的凸缘部3a,该凸缘部3a从袋部2的开口侧端部向外侧延伸形成,构成罩面膜4的安装对象。
70.罩面膜4由例如在其外面设置有由pp树脂等构成的密封剂的不透明材料(例如铝箔等)构成。另外,各膜3、4的材料并不限定于此,也可以适当变更各膜3、4的材料。
71.ptp片1通过将由带状的容器膜3和带状的罩面膜4形成的带状的ptp膜6(参照图2)冲压成片状而制造,在俯视图中,该ptp片1形成为大致矩形形状。
72.在ptp片1中,由沿其长边方向排列的5个袋部2构成的袋列在其短边方向上形成2排。即,形成共计10个袋部2。在各袋部2中,分别接纳1个片剂5。另外,关于ptp片1的更详细的结构,在后面进行说明。
73.接着,参照图5,对用于制造上述ptp片1的ptp包装机10的概况结构进行说明。
74.像图5所示的那样,在ptp包装机10的最上游侧,带状的容器膜3的原料卷呈卷状卷绕。呈辊状而卷绕的容器膜3的拉出端侧由导向辊12、13导向。容器膜3在导辊12、13的下游侧,挂装于间歇运送辊14上。间歇运送辊14与间歇地旋转的马达连接,间歇地运送容器膜3。
75.在导向辊13与间歇运送辊14之间,沿着容器膜3的运送路径,依次设置加热装置15和袋部形成装置16。在本实施方式中,袋部形成装置16构成“袋部形成机构”。
76.加热装置15在袋部形成装置16的正上游,对容器膜3进行预热。袋部形成装置16在通过加热装置15而加热,处于比较柔软的状态的容器膜3的规定位置处形成多个袋部2。袋部2的形成在间歇运送辊14的容器膜3的运送动作之间的间隔时进行。袋部形成装置16的更详细的结构在后面进行说明。
77.从间歇运送辊14而送出的容器膜3依次挂装于导辊17、张紧辊18及膜支承辊20上。由于膜支承辊20与进行一定旋转的马达连接,故连续地且以一定速度运送容器膜3。张紧辊18处于将容器膜3向因弹性力而张紧的一侧拉伸的状态,防止因间歇运送辊14和膜支承辊20的运送动作的不同而导致的容器膜3的松弛,将容器膜3始终保持于张紧状态。
78.在导辊19与膜支承辊20之间,沿着容器膜3的运送路径,依次设置填充装置21及检查装置22。
79.填充装置21将片剂5填充于袋部2中。填充装置21包括比如,筒状的滑槽和挡板(分别在图中未示出),该滑槽以排成一列的状态接纳片剂5,该挡板可开闭该滑槽的出口,在规定的时机,通过打开上述挡板,将片剂5填充于袋部2中。另外,填充装置21也可包括可吸附片剂5的吸附滚筒(在图中未示出),通过解除吸附,将片剂5填充于袋部2中。
80.检查装置22进行比如片剂5是否可靠地填充于各袋部2中,片剂5的异常的有无,袋部2中的异物混入的有无等,主要涉及片剂不良的检查。
81.另一方面,呈带状而形成的罩面膜4的坯料在最上游侧呈卷状卷绕。呈卷状卷绕的罩面膜4的拉出端通过导辊24导向加热辊25。
82.加热辊25可压接于上述膜支承辊20上,在2个辊20、25之间送入容器膜3和罩面膜4。另外,2个膜3、4以加热压接状态通过2个辊20、25之间,由此,在容器膜3上安装罩面膜4,袋部2通过罩面膜4封闭。由此,制造片剂5接纳于各袋部2中的带状的ptp膜6。
83.从膜支承辊20送出的ptp膜6依次挂绕于张紧辊27及间歇运送辊28上。由于间歇运送辊28与间歇地旋转的马达连接,故间歇地运送ptp膜6。张紧辊27处于将ptp膜6向通过弹力而张紧的一侧拉伸的状态,防止因上述膜支承辊20和间歇运送辊28的运送动作的不同而导致的ptp膜6的松弛,将ptp膜6始终保持在张紧状态。
84.从间歇运送辊28送出的ptp膜6依次挂绕于张紧辊31及间歇进给辊32上。由于间歇运送辊32与间歇地旋转的马达连接,故间歇地运送ptp膜6。张紧辊31处于将ptp膜6向通过弹性力而张紧的一侧拉伸的状态,防止上述间歇运送辊28、32之间的ptp膜6的松弛。
85.在间歇运送辊28与张紧辊31之间,沿着ptp膜6的运送路径,依次配设有狭缝形成装置33及刻印装置34。狭缝形成装置33具有在ptp膜6的规定位置形成切分用的狭缝的功能。刻印装置34具有在ptp膜6的规定位置(比如标签部)附加刻印的功能。此外,在图1中,省略了狭缝、刻印的图示。
86.从间歇运送辊32送出的ptp膜6在其下游侧,依次挂绕于张紧辊35和连续运送辊36上。在间歇运送辊32与张紧辊35之间,沿着ptp膜6的运送路径,设置片冲裁装置37。片冲裁装置37将ptp膜6以ptp片1单位切离(冲裁)其外缘。由此,获得ptp片1。
87.已获得的ptp片1通过输送机39运送,暂时贮存于完成品用料斗40中。但是,在通过上述检查装置22进行不良判定的场合,该判定的ptp片1不送往完成品用料斗40,而通过在图中未示出的不良片排出机构另外地排出。
88.在上述连续运送辊36的下游侧,设有裁剪装置41。在片冲裁装置37的冲裁后呈带状残留的不要膜部42在通过张紧辊35及连续进给辊36而引导后,引导至裁剪装置41。裁剪装置41将不需要膜部42裁剪成规定尺寸。裁断后的不要膜部42(废料)在贮存于废料用料斗43之后,另外进行废弃处理。
89.接着,参照图3、图4,对ptp片1的更详细的结构进行说明。在图3等中,表示片剂5的中心轴lt与袋部2的中心轴lp一致的状态。首先,对接纳于袋部2中的片剂5进行说明。
90.片剂5为以通过唾液或少量的水而迅速溶解的方式构成的口腔内崩解片。片剂5在俯视时呈圆形,即在沿中心轴lt方向观察时呈圆形。
91.另外,在片剂5中,通过侧面5a与夹着该侧面5a的外面5b和内面5c构成外表面。侧面5a呈沿着中心轴线lt方向具有恒定的外径的圆柱状。另一方面,外面5b以及内面5c分别呈向外侧凸出的弯曲面状,与侧面5a的端部连续。在本实施方式中,外面5b和内面5c的各形状相同,但是,外面5b是指设置于袋部2的后述的底壁部2b侧的面。
92.还有,片剂5的外面5b的直径φt(mm)为袋部2的深度dp(mm)以上。另外,在本实施方式中,直径φt设为深度dp的2倍以上。换言之,满足dp≤φt/2,深度dp与直径φt相比足够小。但是,当然,深度dp大于片剂5的最大厚度(中心轴lt上的外面5b和内面5c之间的距离)。另外,直径φt通常设为5~15mm。
93.另外,包括片剂5的中心轴lt的任意的剖面中的片剂5的外面5b的外形线具有恒定的曲率半径crt(mm)。即,片剂5的外面5b为具有恒定的曲率半径crt(mm)的球面形状(但是,忽略分割线、刻印等的凹部)。在本实施方式中,曲率半径crt设为直径φt以上,外面5b的中
心设为沿着中心轴线lt方向不比外面5b的最外周部过度突出的状态。另一方面,曲率半径crt例如,设为直径φt
×
5以下,从外面5b到侧面5a的角部分呈具有足够大的角度的钝角形状。由此,即使片剂5为较脆的口腔内崩解片,仍可抑制上述角部分的缺损的发生。
94.接着,对接纳片剂5的袋部2进行说明。袋部2包括从上述凸缘部3a突出的圆筒状的侧壁部2a与底壁部2b,该底壁部2b与该侧壁部2a的端部相连续,在俯视时为大致圆形形状。
95.侧壁部2a沿袋部2的中心轴lp方向,具有大致恒定的内径,侧壁部2a的内径大于片剂5的外面5b的直径φt。由此,在以2个中心轴lp、lt重合的方式将片剂5设置于袋部2的内部的状态,侧壁部2a的内面整个区域处于从片剂5的侧面5a整个区域离开的状态,在侧壁部2a的内面和侧面5a之间形成俯视时呈圆环状的间隙。由此,在对侧壁部2a施加负荷时,片剂5可脱离该负荷而移动,可更加可靠地防止片剂5的破损。
96.此外,侧壁部2a也可以是朝向底壁部2b侧而其内径逐渐变小的锥形状。即使在此场合,在以2个中心轴lp、lt重合的方式,将片剂5设置于袋部2内的状态,最好处于侧壁部2a的内面整个区域从片剂5的侧面5a整个区域离开的状态。
97.底壁部2b呈向外侧凸出的弯曲形状。底壁部2b中的位于接纳于袋部2中的片剂5侧的内面包括支承区域p1和中央区域p2。
98.支承区域p1为下述区域,该区域在以2个中心轴lp、lt重叠的方式将片剂5设置于袋部2的内部的状态,通过与该片剂5的外面5b的最外周部接触,可支承该片剂5,在俯视时呈圆环状(即,在沿中心轴lp方向观看时呈圆环状)。更详细而言,支承区域p1为下述区域,该区域在两个中心轴lp、lt重叠,并且两个中心轴lp、lt沿铅直方向延伸,而且在片剂5载置于底壁部2b的内面的状态下,通过与片剂5的外面5b的最外周部接触,可支承片剂5。另外,包括袋部2的中心轴lp的任意的剖面中的支承区域p1的外形线具有恒定的曲率半径crp1(mm)。即,支承区域p1形成为具有恒定的曲率半径crp1(mm)的球面形状。
99.而且,在本实施方式中,支承区域p1是扩展至底壁部2b的内面的最外周部的区域,支承区域p1的最外周部与侧壁部2a的内面端部连续。而且,支承区域p1的最外周部具有直径φp1(mm)。因此,直径φp1与侧壁部2a中的底壁部2b侧的端部的内径相同。
100.中央区域p2位于底壁部2b的中心,是通过支承区域p1而包围的俯视呈圆形(即,沿着中心轴lp方向观察时呈圆形)的区域。在2个中心轴lp、lt重叠,并且2个中心轴lp、lt沿铅直方向延伸,并且通过支承区域p1支承片剂5的状态,中央区域p2不与片剂5的外面5b接触。另外,包含中心轴lp的任意剖面中的中央区域p2的外形线具有恒定的曲率半径crp2(mm)。即,中央区域p2为具有恒定的曲率半径crp2(mm)的球面形状。
101.进而,中央区域p2的最外周部具有直径φp2(mm)。直径φp2与支承区域p1的最内周部的直径相同。
102.另外,片剂5的外面5b的曲率半径crt、支承区域p1的曲率半径crp1、以及中央区域p2的曲率半径crp2满足crt≥crp2》crp1。特别是在本实施方式中,即使在片剂5摩擦于支承区域p1而大幅变形的场合,为了防止片剂5的外面5b与中央区域p2面接触的情况,满足crt》crp2。
103.还有,在本实施方式中,曲率半径crp1以曲率半径crt除以系数k(k为2以上的正数)而得到的值以下(即,满足crp1≤crt/k)的方式构成。另外,更优选以满足k≥3的方式构成,进一步优选以满足k≥4的方式构成。其原因在于,像图10~图12所示的那样,系数k越
大,在支承区域p1中,片剂5摩擦变形的场合的片剂5和支承区域p1的接触范围ar越小,袋部2的白浊抑制效果越高。
104.另外,图10~图12为表示在分别使曲率半径crt和曲率半径crp2恒定的基础上,使系数k为2、3或4,使曲率半径crp1(=crt/k)变动时的袋部2等的图。另外,在图10~图12中,在通过在支承区域p1上摩擦片剂5的外面5b,片剂5以一定量变形的场合,通过散点图案而表示俯视袋部2时的片剂5和支承区域p1的接触范围ar。此外,在外面5b的最外周部,通过虚线表示片剂5的变形部分。
105.但是,在将袋部2的高度hp抑制得更低的方面,最好不使曲率半径crp1极小。因此,例如,优选满足k≤8,更优选满足k≤6。
106.返回到图3、图4,片剂5的外面5b的直径φt、支承区域p1的最外周部的直径φp1、以及中央区域p2的最外周部的直径φp2按照满足φt-(φp1-φt)≥φp2的方式构成。以满足该式的方式构成的理由如下所述。
107.即,在以2个中心轴lp、lt重叠的方式,在袋部2的内部设置片剂5的状态,沿与这些中心轴lp、lt相正交的方向的从中央区域p2的最外周部到片剂5的外面5b的最外周部的距离为(φt-φp2)/2。另外,在以2个中心轴lp、lt重叠的方式将片剂5设置于袋部2内的状态,沿与这些中心轴lp、lt相垂直的方向的从片剂5的外面5b的最外周部到支承区域p1的最外周部的距离为(φp1-φt)/2。在这里,该距离与上述状态的袋部2的侧壁部2a(特别是侧壁部2a中的底壁部2b侧的端部)内面与外面5b的最外周部之间的间隙的大小几乎相等。
108.此外,沿与两个中心轴lp、lt相垂直的方向,片剂5向侧壁部2a侧移动相当于上述间隙的量,片剂5的外面5b的最外周部处于靠近侧壁部2a(特别是侧壁部2a中的底壁部2b侧的端部)的内面的状态。即使在此场合,仍可通过支承区域p1更加可靠地支承片剂5(片剂5的最外周部),即,为了更加可靠地维持沿着两个中心轴方向lp、lt,支承区域p1和片剂5(外面5b)的最外周部重叠的状态,必须要求满足((φt-φp2)/2)-((φp1-φt)/2)≥0。因此,在本实施方式中,通过满足φt-(φp1-φt)≥φp2,其结果是,满足((φt-φp2)/2)-((φp1-φt)/2)≥0。
109.还有,在片剂5的外面5b的最外周部处于靠近侧壁部2a的状态时,具有片剂5产生倾斜(中心轴lt处于与中心轴lp不平行的状态)的情况。另一方面,φt-(φp1-φt)≥φp2的关系式用于在假定没有该倾斜的场合,在片剂5的外面5b的最外周部处于靠近侧壁部2a的状态时,沿着两个中心轴方向lp、lt,更加可靠地维持支承区域p1和片剂5(外面5b)的最外周部重叠的状态。于是,更优选的是,严格来说,考虑袋部2内的片剂5的倾斜,设定直径φp1等。但是,通常,由于片剂5的倾斜度小,故通过满足φt-(φp1-φt)≥φp2,可充分地维持通过支承区域p1而支承片剂5的功能。
110.再有,在本实施方式中,中央区域p2的直径φp2小于片剂5的直径φt。即,按照满足φt》φp2的关系的方式构成。
111.另一方面,直径φp2不是过小的,而是在直径φp1的一半以上。另外,直径φp2越大,在底壁部2b中,中央区域p2所占的范围越大,其结果是,可使袋部2的高度hp更小。因此,优选使直径φp2在直径φp1的2/3倍以上,更优选使直径φp2在直径φp1的3/4倍以上。
112.接着,对袋部形成装置16的更详细的结构进行说明。像图6所示的那样,袋部形成装置16包括以固定状态而设置的下模161与上模162,该上模162可上下运动,并且可在其与
下模161之间夹持容器膜3。
113.在下模161中,形成有多个孔161a。另外,在与该孔161a相对应的位置,设置作为袋部2的成形模具而发挥功能的塞子163。塞子163可上下移动,可插通于孔161a。塞子163的上面为顶起容器膜3而形成袋部2的面,包括用于形成支承区域p1的面与用于形成中央区域p2的面。另外,塞子163可对应于接纳于袋部2中的片剂5来更换。
114.另一方面,在上模162中的相当于上述孔161a的铅垂上方的部分处形成有孔162a。而且,可从在图中未示出的空气供给装置向孔162a供给规定的空气。
115.按照上述方式构成的袋部形成装置16按照下述方式形成袋部2。即,通过设置于规定的初始位置的上模162向下运动,像图7所示的那样,通过2个模161、162,夹持暂时停止中的容器膜3的袋部2的形成预定部位的周围。另外,配置于规定的初始位置的塞子163向上移动而插通于孔162a,并且在规定位置暂时停止。
116.然后,像图8所示的那样,通过对孔162a供给空气,在袋部2的突出侧(上侧)的相反侧(下侧),使容器膜3暂时变形。此时,通过容器膜3与塞子163的上面接触,限制容器膜3的变形量。
117.接着,像图9所示的那样,通过重新开始塞子163的向上运动,从容器膜3的内侧朝向外侧,使塞子163的上表面突出。由此,通过塞子163,将容器膜3挤压变形。另外,通过使塞子163停止于规定位置,形成袋部2。由于像上述那样,塞子163的上面包括用于形成支承区域p1的面与用于形成中央区域p2的面,故所形成的袋部2包括支承区域p1和中央区域p2。另外,所形成的袋部2相对所接纳的片剂5,满足crt≥crp2》crp1和φt》φp2的关系、以及φt-(φp1-φt)≥φp2的关系。
118.此外,相对孔162a的空气的供给持续到塞子163使容器膜3按压变形而停止后。由此,容器膜3更可靠地紧贴于塞子163的上面,相对接纳的片剂5,可更可靠地形成满足crt≥crp2》crp1和φt》φp2的关系、以及φt-(φp1-φt)≥φp2的关系的袋部2。
119.还有,在袋部2的形成后,通过使塞子163向下运动,并且使上模162向上运动,使它们返回到初始位置。
120.像以上详述的那样,按照本实施方式,由于满足φt》φp2,故可通过支承区域p1,更加可靠地支承片剂5。
121.另外,由于满足crt≥crp2》crp1,故可使支承区域p1的曲率半径crp1充分小于片剂5的外面5b的曲率半径crt。由此,即使在片剂5与底壁部2b摩擦而变形的场合,片剂5相对底壁部2b的接触面积仍难以增大,白浊难以朝向底壁部2b的中心侧而扩散。其结果是,可更可靠地抑制在底壁部2b的大范围产生白浊的情况。
122.另一方面,中央区域p2的曲率半径crp2比支承区域p1的曲率半径crp1大。于是,与底壁部2b的内面整体为恒定的曲率半径crp1的球面形状的场合相比,可使袋部2的高度hp更小,可有效地防止袋部2的高度增大。
123.此外,在从袋部2的内部取出片剂5时,主要中央区域p2构成按压对象,按照上述实施方式,由于中央区域p2的曲率半径crp2较大,故可使中央区域p2处于更接近平坦的状态。由此,在按压袋部2(中央区域p2)时,可更加可靠地使片剂5沿与中心轴lp大致平行的方向而移动。由此,可从袋部2的内部,更加顺利地取出片剂5。
124.另一方面,由于中央区域p2不是严格的平坦(与中心轴lp正交的平坦形状),而是
向外侧凸出的弯曲形状,故可将中央区域p2和片剂5的外面5b之间的距离确保得更大。由此,即使在片剂5与底壁部2b摩擦而变形的场合,片剂5也难以与中央区域p2接触。由此,可有效地抑制在底壁部2b的大范围产生白浊的情况。
125.还有,由于片剂5的外面5b的直径φt为袋部2的深度dp以上的大小,故可防止在袋部2的内部,片剂5的内外翻转的情况,可通过支承区域p1,更加可靠地支承片剂5。
126.此外,满足φt-(φp1-φt)≥φp2、即((φt-φp2)/2)-((φp1-φt)/2)≥0。于是,即使在片剂5的外面5b的最外周部处于靠近侧壁部2a的状态时,仍可通过支承区域p1,更加可靠地支承片剂5。由此,可更可靠地发挥抑制底壁部2b的大范围的白浊的作用效果。
127.另外,并不限定于上述实施方式的记载内容,例如,也可以如下那样实施。当然,以下未列举的其他的应用例子、变更例子当然也是可能的。
128.(a)在上述实施方式中,袋部形成装置16按照下述的方式构成:在通过空气而使容器膜3暂时变形的基础上,将具有与底壁部2b相对应的形状的塞子163按压于该容器膜3上,由此形成袋部2。即,袋部形成装置16采用所谓的空气辅助塞成型法,形成袋部2。
129.相对于该情况,袋部形成装置也可包括形成与底壁部2b相对应的形状的成型凹部的模具,通过气体的控制等,使容器膜3与上述模具接触,由此形成袋部2。另外,袋部形成装置也可不进行通过空气而使容器膜3变形的工序,而仅仅将塞抵靠于容器膜上,由此形成袋部2。
130.(b)也可使包括袋部2的中心轴lp的任意的剖面中的支承区域p1的最外周部(即,与侧壁部2a的内面相连的部位)的外形线具有与曲率半径crp1不同的曲率半径的圆弧形状或非圆弧形状(参照图13)。在该情况下,曲率半径crp1是指支承区域p1中的除了其最外周部以外的大部分的区域(在图13中用粗线表示的区域)的曲率半径。另外,在更可靠地起到上述作用效果这一点上,优选按照下述的方式构成,该方式为:在包含中心轴线lp的剖面中,支承区域p1中的90%以上的区域的外形线呈曲率半径crp1的圆弧形状。
131.另外,也可以将包含中心轴线lp的任意剖面中的中央区域p2的最外周部(即,与支承区域p1相连的部位)的外形线设为具有与曲率半径crp2不同的曲率半径的圆弧形状或非圆弧形状(参照图14)。在该情况下,曲率半径crp2是指中央区域p2中的除了其最外周部以外的大部分的区域(在图14中用粗线表示的区域)的曲率半径。另外,在更可靠地起到上述作用效果这一点上,按照下述的方式构成,该方式为:在包含中心轴lp的剖面中,中央区域p2中的90%以上的区域的外形线呈曲率半径crp2的圆弧形状。
132.(c)也可通过印刷、刻印,相对片剂5的外面5b,设置由文字信息、记号等构成的信息部。按照上述实施方式,可更可靠地抑制底壁部2b的大范围内的白浊,因此可通过底壁部2b,更准确地掌握所述信息部的内容。另外,作为文字信息,可举出“产品名”、“含量”、“剂型”、“制造商”及“批号”等。
133.另外,片剂5也可具有分割线。在片剂5上设置刻印、分割线等的凹部的场合,曲率半径crt可根据片剂5中的除去该凹部的部位而计算。
134.(d)所制造的ptp片的构成可在不脱离本发明的主旨的范围内适当变更。比如,ptp片1单位的袋部2的排列、个数不受上述实施方式的任何限定。
135.此外,在上述实施方式中,ptp膜6为沿其宽度方向,排列与1个片相对应的数量的
袋部2的结构,但是,比如,也可为沿其宽度方向,排列与多个片相对应的数量的袋部2的结构。
136.标号的说明:
137.标号1表示ptp片;
138.标号2表示袋部;
139.标号2a表示侧壁部;
140.标号2b表示底壁部;
141.标号3表示容器膜;
142.标号4表示罩面膜;
143.标号5表示片剂;
144.标号5b表示(片剂的)外面;
145.标号10表示ptp包装机;
146.标号16表示袋部形成装置(袋部形成机构);
147.符号lp表示(袋部的)中心轴;
148.符号lt表示(片剂的)中心轴;
149.符号p1表示支承区域;
150.符号p2表示中央区域。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。