1.本发明涉及光伏切割技术领域,更具体地,涉及一种单晶硅片色差改善方法、系统、存储介质及电子设备。
背景技术:
2.随着全世界范围内对于碳排放的控制,新能源产业也在快速的发展。其中,光伏产业作为清洁能源的主力,发展迅速。硅片切割是光伏产业链中重要的一环。线切割技术的加工效率高和材料利用率高,且具备适应大直径趋势的优点,已经成为硅单晶切片加工的主流方式,因此,现阶段硅片切割最多采用线切割技术。
3.在本发明技术之前,现有的线切割技术在实际加工中,由于多线切割加工过程本身的复杂性,切割过程中切割质量不稳定及断线事故发生率高等问题,造成了硅片表面出现色差带,造成硅片质量降低。
技术实现要素:
4.鉴于上述问题,本发明提出了一种单晶硅片色差改善方法、系统、存储介质及电子设备,通过在晶棒切割过程中,自动调整学习和调整周期位置、切割方向及位置,改善单晶硅片色差,提升硅片质量。
5.根据本发明实施例第一方面,提供一种单晶硅片色差改善方法。
6.在一个或多个实施例中,优选地,所述一种单晶硅片色差改善方法包括:
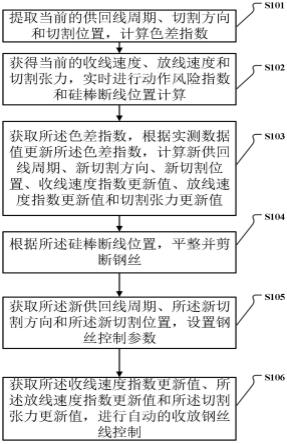
7.提取当前的供回线周期、切割方向和切割位置,计算色差指数;
8.获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算;
9.获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新值;
10.根据所述硅棒断线位置,平整并剪断钢丝;
11.获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数;
12.获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制。
13.在一个或多个实施例中,优选地,所述提取当前的供回线周期、切割方向和切割位置,计算色差指数,具体包括:
14.提取当前的供回线周期,作为供回线周期指数;
15.提取当前的切割方向,作为切割方向指数;
16.提取当前的切割位置,作为切割位置指数;
17.设置第一系数、第二系数、第三系数和第四系数;
18.利用第一计算公式计算实时所述色差指数;
19.所述第一计算公式为:
20.s=k1z k2qf k3qw k421.其中,s为所述色差指数,k1为第一系数,k2为第二系数,k3为第三系数,k4为第四系数,z为所述供回线周期指数,qf为所述切割方向指数,qw为所述切割位置指数。
22.在一个或多个实施例中,优选地,所述获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算,具体包括:
23.提取当前的收线速度,作为收线速度指数;
24.提取当前的放线速度,作为放线速度指数;
25.提取当前的切割张力,作为切割张力指数;
26.利用第二计算公式计算每个位置时的动作风险指数;
27.利用第三计算公式提取所述硅棒断线位置;
28.所述第二计算公式为:
29.f=k
5vs
k
6vf
k7lz30.其中,f为动作风险指数,vs为所述收线速度指数,vf为所述放线速度指数,lz为所述切割张力指数,k5为第五系数,k6为第六系数,k7为第七系数;
31.所述第三计算公式为:
32.d=max(f
x
)
33.其中,d为所述硅棒断线位置,max()为最大值动作风险提取函数。
34.在一个或多个实施例中,优选地,所述获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新值,具体包括:
35.获取所述色差指数和实测数据值;
36.利用第四计算公式获得第一系数、第二系数、第三系数和第四系数,调用所述第一计算公式更新计算所述色差指数;
37.判断更新后的所述色差指数是否满足第五计算公式,若满足则发出优化更新切割命令,若不满足则发出优化更新收放线命令;
38.在收到所述切割命令后,利用第六计算公式计算所述新供回线周期、所述新切割方向和所述新切割位置;
39.在收到所述收放线命令后,利用第七计算公式计算所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值;
40.所述第四计算公式为:
[0041][0042]
其中,s
t
为实测数值,(s,s
t
)∈p为全部的实测数据值和全部的所述色差指数组成的集合,argmin()为进行实测数据值和所述色差指数一一对应计算最小值时对应第一系数、第二系数、第三系数和第四系数的函数;
[0043]
所述第五计算公式为:
[0044]
s>t
[0045]
其中,t为测试裕度;
[0046]
所述第六计算公式为:
[0047][0048]
其中,q1为所述新供回线周期、q2为所述新切割方向、q3为所述新切割位置,n1、n2、n3依次为第一、第二、第三更替系数;
[0049]
所述第七计算公式为:
[0050][0051]
其中,v
s1
为所述收线速度指数更新值,v
f1
为所述放线速度指数更新值,l
z1
为所述切割张力更新值。
[0052]
在一个或多个实施例中,优选地,所述根据所述硅棒断线位置,平整并剪断钢丝,具体包括:
[0053]
获取所述硅棒断线位置;
[0054]
清除导轮上残余钢线,使断线处钢线平整,平整状态为无跳线、叠线、和交叉线情况;
[0055]
用酒精将钢丝清洗干净,自动剪断钢丝。
[0056]
在一个或多个实施例中,优选地,所述获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数,具体包括:
[0057]
获取所述新供回线周期、所述新切割方向和所述新切割位置;
[0058]
将钢丝的端面剪切平整,根据所述新供回线周期、所述新切割方向和所述新切割位置对齐当前安装位置;
[0059]
检查顶锻力、焊接电流、正火电流、正火时间,是否为预设位置;
[0060]
在所述硅棒断线位置发生后,更改为所述新供回线周期、所述新切割方向和所述新切割位置;
[0061]
在收放线张力修改为原始切割张力,在所述新切割位置重新完成本次设置后,开机作业。
[0062]
在一个或多个实施例中,优选地,所述获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制,具体包括:
[0063]
获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,并保持浆液喷淋不能停止;
[0064]
根据所述收线速度指数更新值进行匀速收线,并将钢丝的切割张力设置为所述切割张力更新值;
[0065]
将钢丝按照所述放线速度指数更新值进行放线,开始切割。
[0066]
根据本发明实施例第二方面,提供一种单晶硅片色差改善系统。
[0067]
在一个或多个实施例中,优选地,所述一种单晶硅片色差改善系统包括:
[0068]
色差采集模块,用于提取当前的供回线周期、切割方向和切割位置,计算色差指数;
[0069]
切割学习模块,用于获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算;
[0070]
断线风险更新模块,用于获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新值;
[0071]
抽线控制模块,用于根据所述硅棒断线位置,平整并剪断钢丝;
[0072]
焊线控制模块,用于获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数;
[0073]
收放线控制模块,用于获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制。
[0074]
根据本发明实施例第三方面,提供一种计算机可读存储介质,其上存储计算机程序指令,所述计算机程序指令在被处理器执行时实现如本发明实施例第一方面中任一项所述的方法。
[0075]
根据本发明实施例第四方面,提供一种电子设备,包括存储器和处理器,所述存储器用于存储一条或多条计算机程序指令,其中,所述一条或多条计算机程序指令被所述处理器执行以实现本发明实施例第一方面中任一项所述的方法。
[0076]
本发明的实施例提供的技术方案可以包括以下有益效果:
[0077]
本发明通过集合当前全部的色差历史采集数据,则可以自动学习其中的硅片质量,自动减少硅片色差。
[0078]
本发明通过评估断线风险,并实施调整当前的恢复过程中的切割状态,自动提示硅片可靠性。
[0079]
本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
[0080]
下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
[0081]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0082]
图1是本发明一个实施例的一种单晶硅片色差改善方法的流程图。
[0083]
图2是本发明一个实施例的一种单晶硅片色差改善方法中的提取当前的供回线周期、切割方向和切割位置,计算色差指数的流程图。
[0084]
图3是本发明一个实施例的一种单晶硅片色差改善方法中的获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算的流程图。
[0085]
图4是本发明一个实施例的一种单晶硅片色差改善方法中的获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新值的流程图。
[0086]
图5是本发明一个实施例的一种单晶硅片色差改善方法中的根据所述硅棒断线位置,平整并剪断钢丝的流程图。
[0087]
图6是本发明一个实施例的一种单晶硅片色差改善方法中的获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数的流程图。
[0088]
图7是本发明一个实施例的一种单晶硅片色差改善方法中的获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制的流程图。
[0089]
图8是本发明一个实施例的一种单晶硅片色差改善系统的结构图。
[0090]
图9是本发明一个实施例中一种电子设备的结构图。
具体实施方式
[0091]
在本发明的说明书和权利要求书及上述附图中的描述的一些流程中,包含了按照特定顺序出现的多个操作,但是应该清楚了解,这些操作可以不按照其在本文中出现的顺序来执行或并行执行,操作的序号如101、102等,仅仅是用于区分开各个不同的操作,序号本身不代表任何的执行顺序。另外,这些流程可以包括更多或更少的操作,并且这些操作可以按顺序执行或并行执行。需要说明的是,本文中的“第一”、“第二”等描述,是用于区分不同的消息、设备、模块等,不代表先后顺序,也不限定“第一”和“第二”是不同的类型。
[0092]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0093]
随着全世界范围内对于碳排放的控制,新能源产业也在快速的发展。其中,光伏产业作为清洁能源的主力,发展迅速。硅片切割是光伏产业链中重要的一环。线切割技术的加工效率高和材料利用率高,且具备适应大直径趋势的优点,已经成为硅单晶切片加工的主流方式,因此,现阶段硅片切割最多采用线切割技术。
[0094]
在本发明技术之前,现有的线切割技术在实际加工中,由于多线切割加工过程本身的复杂性,切割过程中切割质量不稳定及断线事故发生率高等问题,造成了硅片表面出现色差带,造成硅片质量降低。
[0095]
本发明实施例中,提供了一种单晶硅片色差改善方法、系统、存储介质及电子设备。该方案通过在晶棒切割过程中,自动调整学习和调整周期位置、切割方向及位置,改善单晶硅片色差,提升硅片质量。
[0096]
根据本发明实施例第一方面,提供一种单晶硅片色差改善方法。
[0097]
图1是本发明一个实施例的一种单晶硅片色差改善方法的流程图。
[0098]
在一个或多个实施例中,优选地,所述一种单晶硅片色差改善方法包括:
[0099]
s101、提取当前的供回线周期、切割方向和切割位置,计算色差指数;
[0100]
s102、获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算;
[0101]
s103、获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新
值;
[0102]
s104、根据所述硅棒断线位置,平整并剪断钢丝;
[0103]
s105、获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数;
[0104]
s106、获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制。
[0105]
在本发明实施例中,在进行晶棒的且过过程中,实时进行学习和调整,在调整后则可以自动完成硅片质量的提升,提升后一方面能够色差较小,另一方面断线风险降低。
[0106]
图2是本发明一个实施例的一种单晶硅片色差改善方法中的提取当前的供回线周期、切割方向和切割位置,计算色差指数的流程图。
[0107]
如图2所示,在一个或多个实施例中,优选地,所述提取当前的供回线周期、切割方向和切割位置,计算色差指数,具体包括:
[0108]
s201、提取当前的供回线周期,作为供回线周期指数;
[0109]
s202、提取当前的切割方向,作为切割方向指数;
[0110]
s203、提取当前的切割位置,作为切割位置指数;
[0111]
s204、设置第一系数、第二系数、第三系数和第四系数;
[0112]
s205、利用第一计算公式计算实时所述色差指数;
[0113]
所述第一计算公式为:
[0114]
s=k1z k2qf k3qw k4[0115]
其中,s为所述色差指数,k1为第一系数,k2为第二系数,k3为第三系数,k4为第四系数,z为所述供回线周期指数,qf为所述切割方向指数,qw为所述切割位置指数。
[0116]
在本发明实施例中,为了能够有效地抑制色差的产生,实际的执行过程中,自动的进行对于色差指数的计算,在整个方法的运行初期,获取的全部的第一系数、第二系数、第三系数、第四系数都是通过经验预先设定的,但是随着多次的进行在线的测量和调整,将会不断地更新这些第一系数、第二系数、第三系数、第四系数。
[0117]
图3是本发明一个实施例的一种单晶硅片色差改善方法中的获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算的流程图。
[0118]
如图3所示,在一个或多个实施例中,优选地,所述获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算,具体包括:
[0119]
s301、提取当前的收线速度,作为收线速度指数;
[0120]
s302、提取当前的放线速度,作为放线速度指数;
[0121]
s303、提取当前的切割张力,作为切割张力指数;
[0122]
s304、利用第二计算公式计算每个位置时的动作风险指数;
[0123]
s305、利用第三计算公式提取所述硅棒断线位置;
[0124]
所述第二计算公式为:
[0125]
f=k
5vs
k
6vf
k7lz[0126]
其中,f为动作风险指数,vs为所述收线速度指数,vf为所述放线速度指数,lz为所述切割张力指数,k5为第五系数,k6为第六系数,k7为第七系数;
[0127]
所述第三计算公式为:
[0128]
d=max(f
x
)
[0129]
其中,d为所述硅棒断线位置,max()为最大值动作风险提取函数。
[0130]
在本发明实施例中,为了能够在后面的计算中依靠当前的动作风险,需要实时提取每个位置上的放线速度、收线速度和切割张力,并进行根据预先设定的运算公式进行在线的风险计算,当动作风险指数最大时,则对应了预测出的可能硅棒断线位置,对应的三个系数为预先设置的,在学习过程将会逐渐使得最终的硅棒断线位置的预测值与实际断线位置越来越接近。
[0131]
图4是本发明一个实施例的一种单晶硅片色差改善方法中的获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新值的流程图。
[0132]
如图4所示,在一个或多个实施例中,优选地,所述获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新值,具体包括:
[0133]
s401、获取所述色差指数和实测数据值;
[0134]
s402、利用第四计算公式获得第一系数、第二系数、第三系数和第四系数,调用所述第一计算公式更新计算所述色差指数;
[0135]
s403、判断更新后的所述色差指数是否满足第五计算公式,若满足则发出优化更新切割命令,若不满足则发出优化更新收放线命令;
[0136]
s404、在收到所述切割命令后,利用第六计算公式计算所述新供回线周期、所述新切割方向和所述新切割位置;
[0137]
s405、在收到所述收放线命令后,利用第七计算公式计算所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值;
[0138]
所述第四计算公式为:
[0139][0140]
其中,s
t
为实测数值,(s,s
t
)∈p为全部的实测数据值和全部的所述色差指数组成的集合,argmin()为进行实测数据值和所述色差指数一一对应计算最小值时对应第一系数、第二系数、第三系数和第四系数的函数;
[0141]
所述第五计算公式为:
[0142]
s>t
[0143]
其中,t为测试裕度;
[0144]
所述第六计算公式为:
[0145][0146]
其中,q1为所述新供回线周期、q2为所述新切割方向、q3为所述新切割位置,n1、n2、n3依次为第一、第二、第三更替系数;
[0147]
所述第七计算公式为:
[0148][0149]
其中,v
s1
为所述收线速度指数更新值,v
f1
为所述放线速度指数更新值,l
z1
为所述切割张力更新值。
[0150]
在本发明实施例中,通过第五、第六、第七计算公式计算获得实时的切割、收放线过程的参数值,这些更新过程一方面考量了色差指数的变化情况,另一方面则是考量当前的风险指数,因此,在这种情况最终将在对比全部的风险和色差之后,实时获取了在线的更新值。
[0151]
图5是本发明一个实施例的一种单晶硅片色差改善方法中的根据所述硅棒断线位置,平整并剪断钢丝的流程图。
[0152]
如图5所示,在一个或多个实施例中,优选地,所述根据所述硅棒断线位置,平整并剪断钢丝,具体包括:
[0153]
s501、获取所述硅棒断线位置;
[0154]
s502、清除导轮上残余钢线,使断线处钢线平整,平整状态为无跳线、叠线、和交叉线情况;
[0155]
s503、用酒精将钢丝清洗干净,自动剪断钢丝。
[0156]
在本发明实施例中,自动进行当前断线位置,且自动清除残余钢线,并清洗钢丝,之后平整的剪短钢丝。
[0157]
图6是本发明一个实施例的一种单晶硅片色差改善方法中的获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数的流程图。
[0158]
如图6所示,在一个或多个实施例中,优选地,所述获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数,具体包括:
[0159]
s601、获取所述新供回线周期、所述新切割方向和所述新切割位置;
[0160]
s602、将钢丝的端面剪切平整,根据所述新供回线周期、所述新切割方向和所述新切割位置对齐当前安装位置;
[0161]
s603、检查顶锻力、焊接电流、正火电流、正火时间,是否为预设位置;
[0162]
s604、在所述硅棒断线位置发生后,更改为所述新供回线周期、所述新切割方向和所述新切割位置;
[0163]
s605、在收放线张力修改为原始切割张力,在所述新切割位置重新完成本次设置后,开机作业。
[0164]
在本发明实施例中,在之前学习的新供回线周期、新切割方向和新切割位置,自动的完成新的安装参数设置,此外,进行重新开机。
[0165]
图7是本发明一个实施例的一种单晶硅片色差改善方法中的获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制的流程图。
[0166]
如图7所示,在一个或多个实施例中,优选地,所述获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制,具体包括:
[0167]
s701、获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,并保持浆液喷淋不能停止;
[0168]
s702、根据所述收线速度指数更新值进行匀速收线,并将钢丝的切割张力设置为所述切割张力更新值;
[0169]
s703、将钢丝按照所述放线速度指数更新值进行放线,开始切割。
[0170]
在本发明实施例中,在获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,并保持浆液喷淋不能停止,在此基础上自动收线和放线,并更新切割张力,自动开始切割。
[0171]
根据本发明实施例第二方面,提供一种单晶硅片色差改善系统。
[0172]
图8是本发明一个实施例的一种单晶硅片色差改善系统的结构图。
[0173]
在一个或多个实施例中,优选地,所述一种单晶硅片色差改善系统包括:
[0174]
色差采集模块801,用于提取当前的供回线周期、切割方向和切割位置,计算色差指数;
[0175]
切割学习模块802,用于获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算;
[0176]
断线风险更新模块803,用于获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新值;
[0177]
抽线控制模块804,用于根据所述硅棒断线位置,平整并剪断钢丝;
[0178]
焊线控制模块805,用于获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数;
[0179]
收放线控制模块806,用于获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制。
[0180]
在本发明实施例中,一方面能够实时的学习当前的历史数据,在此基础上则可以自动的进行切割和断线过程的风险处理,使得最终的切割和断线过程能够最小化风险,另一方面能够保证减少切割恢复过程降低硅片色差的产生。
[0181]
根据本发明实施例第三方面,提供一种计算机可读存储介质,其上存储计算机程序指令,所述计算机程序指令在被处理器执行时实现如本发明实施例第一方面中任一项所述的方法。
[0182]
根据本发明实施例第四方面,提供一种电子设备。图9是本发明一个实施例中一种电子设备的结构图。图9所示的电子设备为通用硅片色差改善装置。参照图9,所述电子设备可以是智能手机、平板电脑等设备。电子设备900包括处理器901和存储器902。其中,处理器901与存储器902电性连接。
[0183]
处理器901是电子设备900的控制中心,利用各种接口和线路连接整个电子设备的各个部分,通过运行或调用存储在存储器902内的计算机程序,以及调用存储在存储器902内的数据,执行电子设备的各种功能和处理数据,从而对电子设备进行整体监控。
[0184]
在本实施例中,电子设备900中的处理器901会按照如下的步骤,将一个或一个以上的计算机程序的进程对应的指令加载到存储器902中,并由处理器901来运行存储在存储器902中的计算机程序,从而实现各种功能,例如:提取当前的供回线周期、切割方向和切割
位置,计算色差指数;获得当前的收线速度、放线速度和切割张力,实时进行动作风险指数和硅棒断线位置计算;获取所述色差指数,根据实测数据值更新所述色差指数,计算新供回线周期、新切割方向、新切割位置、收线速度指数更新值、放线速度指数更新值和切割张力更新值;根据所述硅棒断线位置,平整并剪断钢丝;获取所述新供回线周期、所述新切割方向和所述新切割位置,设置钢丝控制参数;获取所述收线速度指数更新值、所述放线速度指数更新值和所述切割张力更新值,进行自动的收放钢丝线控制。
[0185]
在某些实施方式中,电子设备900还可以包括:显示器903、射频电路904、音频电路905、无线保真模块906以及电源907。其中,其中,显示器903、射频电路904、音频电路905、无线保真模块906以及电源907分别与处理器901电性连接。
[0186]
所述显示器903可以用于显示由用户输入的信息或提供给用户的信息以及各种图形用户接口,这些图形用户接口可以由图形、文本、图标、视频和其任意组合来构成。显示器903可以包括显示面板,在某些实施方式中,可以采用液晶显示器(lcd,liquid crystal display)、或者有机发光二极管(oled,organic light-emitting diode)等形式来配置显示面板。
[0187]
所述射频电路904可以用于收发射频信号,以通过无线通信与网络设备或其他电子设备建立无线通讯,与网络设备或其他电子设备之间收发信号。
[0188]
所述音频电路905可以用于通过扬声器、传声器提供用户与电子设备之间的音频接口。
[0189]
所述无线保真模块906可以用于短距离无线传输,可以帮助用户收发电子邮件、浏览网站和访问流式媒体等,它为用户提供了无线的宽带互联网访问。
[0190]
所述电源907可以用于给电子设备900的各个部件供电。在一些实施例中,电源907可以通过电源管理系统与处理器901逻辑相连,从而通过电源管理系统实现管理充电、放电、以及功耗管理等功能。
[0191]
尽管图9中未示出,电子设备900还可以包括摄像头、蓝牙模块等,在此不再赘述。
[0192]
本发明的实施例提供的技术方案可以包括以下有益效果:
[0193]
本发明通过集合当前全部的色差历史采集数据,则可以自动学习其中的硅片质量,自动减少硅片色差。
[0194]
本发明通过评估断线风险,并实施调整当前的恢复过程中的切割状态,自动提示硅片可靠性。
[0195]
本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器和光学存储器等)上实施的计算机程序产品的形式。
[0196]
本发明是参照根据本发明实施例的方法、设备(系统)、和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机程序指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实
现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
[0197]
这些计算机程序指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
[0198]
这些计算机程序指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
[0199]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。