1.本发明属于电池模组加工技术领域,具体涉及一种锂电池模组汇流排自动安装装置及方法。
背景技术:
2.随着新能源技术的快速发展和乘用车市场对新能源领域的高度认可,电池包pack制造的市场需求越来越大,电池包是由电池模组和相应的控制系统组装而成,而电池模组则是由不同数量的电芯组装而成,在锂电池模组的生产过程中需要通过汇流排将电芯模组端部的极耳汇流连接起来,使各电芯连接为一体,传统的人工、半人工汇流排安装方式制约着电池模组生产效率和质量的提高,因此,提供一种可完全替代人工,有效提高生产效率和质量的锂电池模组汇流排自动安装装置及方法是很有必要的。
技术实现要素:
3.本发明的目的是为了克服现有技术的不足,而提供一种可完全替代人工,有效提高生产效率和质量的锂电池模组汇流排自动安装装置及方法。
4.本发明的目的是这样实现的:一种锂电池模组汇流排自动安装装置,它包括:汇流排安装组件,所述汇流排安装组件朝向相对地设置有两个,每个均包括极耳梳理组件和汇流排夹持组件,所述汇流排夹持组件设置于所述极耳梳理组件的下方,所述极耳梳理组件用于将其上的梳子板插入电芯模组两端极耳的间隙中,所述汇流排夹持组件用于夹持住汇流排并在所述汇流排安装组件的带动下使电芯模组两端的极耳插入相应的汇流排内;位移组件,所述位移组件上设置有可在水平面内的任意方向移动的水平移动平台,所述汇流排安装组件通过所述水平移动平台侧面上设置的连接架板与其在竖直方向上滑动连接。
5.所述位移组件包括由支腿支撑的平台板,所述平台板上设置有横移导轨,纵移导轨由所述横移导轨支撑并可在横移驱动部件的驱动下沿所述横移导轨的长度方向移动,所述水平移动平台设置于所述纵移导轨上并可在纵移驱动部件的驱动下沿所述纵移导轨的长度方向移动。
6.所述汇流排安装组件包括安装架板,所述极耳梳理组件和所述汇流排夹持组件均设置于所述安装架板上,所述安装架板通过其侧面上设置的连接导板与连接架板侧面上设置的导向夹板的配合实现在竖直方向上的移动。
7.所述极耳梳理组件包括梳子板组件和梳板驱动组件,所述梳板驱动组件为通过固定接板与所述安装架板固定连接的液压杆,所述梳子板组件上滑动设置的梳子板可在所述梳板驱动组件的驱动下在竖直方向上移动。
8.所述梳子板组件包括固定设置于所述安装架板侧面上的导向竖板,所述梳子板上端与导向横板相连接,所述导向横板侧面上设置有与所述导向竖板滑动配合连接的连接夹
板,所述梳板驱动组件与所述导向横板相连接。
9.所述汇流排夹持组件包括固定设置于所述安装架板前侧面上的上夹板和侧支板,所述安装架板的左右侧面上均设置有液压驱动拉杆,所述液压驱动拉杆的下端连接有下夹板,所述下夹板在所述液压驱动拉杆的驱动下与所述上夹板相配合可对汇流排进行夹持固定。
10.所述汇流排夹持组件的左侧设置有光电感应装置,所述光电感应装置可在所述汇流排安装组件整体移动的带动下沿所述电芯模组宽度方向移动以检测所述汇流排安装是否合格。
11.所述锂电池模组汇流排自动安装装置还包括搬运机器人,所述搬运机器人用于将待安装汇流排的电芯模组搬运至模组托盘上,并将汇流排搬运至所述汇流排安装组件处从而由其上的所述汇流排夹持组件夹持固定所述汇流排。
12.所述搬运机器人上设置有搬运组件,所述搬运组件包括可对汇流排进行夹持固定的汇流排夹臂和可对电芯模组进行夹持固定的电芯模组夹臂。
13.一种锂电池模组汇流排自动安装方法,它包括以下步骤:步骤一:通过搬运机器人将电芯模组搬运至模组托盘上,通过传送装置将模组托盘输送至两个汇流排安装组件之间的预定安装位置,通过搬运机器人将汇流排搬运至汇流排安装组件处从而由其上的汇流排夹持组件夹持固定所述汇流排;步骤二:通过位移组件移动汇流排安装组件的空间位置,使极耳梳理组件位于电芯模组端部极耳的上方,并使梳子板上的梳齿与极耳的间隙相对应;步骤三:通过梳板驱动组件驱动梳子板下移并插入极耳的间隙中,通过位移组件驱动两个汇流排安装组件相向移动一段距离,带动汇流排夹持组件夹持固定的汇流排向极耳方向移动,使极耳插入汇流排的导向口;步骤四:通过梳板驱动组件驱动梳子板上移使其与极耳抽离,继续通过位移组件驱动两个汇流排安装组件相向移动,带动汇流排向极耳方向移动,使极耳完全插入汇流排;步骤五:通过模组托盘上的定位销固定汇流排,汇流排夹持组件松开对汇流排的夹持固定,汇流排安装组件在位移组件的驱动下离开安装好汇流排的电芯模组一段距离并使光电感应装置对准汇流排的一侧,光电感应装置在汇流排安装组件整体移动的带动下向汇流排的另一侧移动以检测汇流排安装是否合格;步骤六:检测完成后通过位移组件提升汇流排安装组件的高度,通过传送装置将模组托盘输送至下一工位。
14.本发明的有益效果:本发明的一种锂电池模组汇流排自动安装装置及方法,可完全替代人工,实现电池模组汇流排的自动安装,有效提高了电池模组的生产效率和质量。
附图说明
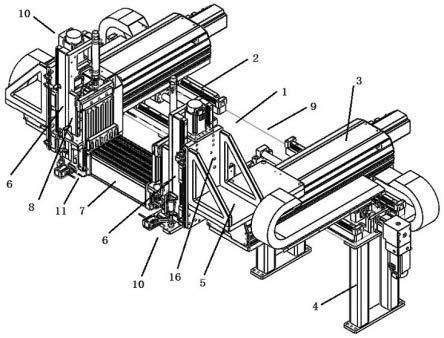
15.图1为本发明一种锂电池模组汇流排自动安装装置的整体结构示意图。
16.图2为本发明一种锂电池模组汇流排自动安装装置的局部结构示意图。
17.图3为本发明一种锂电池模组汇流排自动安装装置安装架板部分的结构示意图。
18.图4为本发明一种锂电池模组汇流排自动安装装置的侧视结构示意图。
19.图5为本发明一种锂电池模组汇流排自动安装装置汇流排安装组件的结构示意
图。
20.图6为本发明一种锂电池模组汇流排自动安装装置极耳梳理组件的结构示意图。
21.图7为本发明一种锂电池模组汇流排自动安装装置汇流排夹持组件的结构示意图。
22.图8为本发明一种锂电池模组汇流排自动安装装置搬运机器人的整体结构示意图。
23.图9为本发明一种锂电池模组汇流排自动安装装置搬运组件的结构示意图。
24.图中:1、平台板2、横移导轨3、纵移导轨4、支腿5、水平移动平台6、安装架板7、电芯模组8、极耳梳理组件9、位移组件10、汇流排安装组件11、汇流排夹持组件12、梳子板组件13、梳板驱动组件14、连接导板15、导向夹板16、连接架板17、下夹板18、上夹板19、侧支板20、液压驱动拉杆21、光电感应装置22、导向横板23、导向竖板24、连接夹板25、梳子板26、固定接板27、汇流排28、搬运机器人29、搬运组件30、汇流排夹臂31、电芯模组夹臂。
具体实施方式
25.下面结合附图对本发明做进一步的说明。
26.如图1-9所示,一种锂电池模组汇流排自动安装装置,它包括:汇流排安装组件10,所述汇流排安装组件10朝向相对地设置有两个,每个均包括极耳梳理组件8和汇流排夹持组件11,所述汇流排夹持组件11设置于所述极耳梳理组件8的下方,所述极耳梳理组件8用于将其上的梳子板25插入电芯模组7两端极耳的间隙中,所述汇流排夹持组件11用于夹持住汇流排27并在所述汇流排安装组件10的带动下使电芯模组7两端的极耳插入相应的汇流排27内;位移组件9,所述位移组件9上设置有可在水平面内的任意方向移动的水平移动平台5,所述汇流排安装组件10通过所述水平移动平台5侧面上设置的连接架板16与其在竖直方向上滑动连接。
27.通过汇流排安装组件10与位移组件9的连接,可根据生产过程中的需要快速移动汇流排安装组件10,改变其在空间中的位置,方便快捷;安装汇流排27之前,两个汇流排夹持组件11分别夹持一个汇流排27,并在位移组件9的驱动下随汇流排安装组件10移动到电芯模组7两端的极耳处,使汇流排27的槽孔与极耳的位置相对应,此时极耳梳理组件8则位于极耳的上方,将极耳梳理组件8上的梳子板25下移使其插入电芯模组7两端极耳的间隙中以对极耳进行梳理;然后通过位移组件9驱动两个汇流排安装组件10相向移动,带动极耳梳理组件8、汇流排夹持组件11夹持的汇流排27向极耳方向移动以使极耳在梳子板25的梳理保护下初步插入汇流排27内;最后将极耳梳理组件8上的梳子板25上移使其与极耳相脱离,继续通过位移组件9驱动两个汇流排安装组件10相向移动,带动汇流排夹持组件11夹持的汇流排27继续向极耳方向移动,此时极耳即可完全插入汇流排27内,完成汇流排27的安装。
28.为了更好的效果,所述位移组件9包括由支腿4支撑的平台板1,所述平台板1上设置有横移导轨2,纵移导轨3由所述横移导轨2支撑并可在横移驱动部件的驱动下沿所述横移导轨2的长度方向移动,所述水平移动平台5设置于所述纵移导轨3上并可在纵移驱动部件的驱动下沿所述纵移导轨3的长度方向移动;通过纵移导轨3沿横移导轨2横向移动与水
平移动平台5沿纵移导轨3纵向移动的配合,即可快捷高效地实现水平移动平台5在平面内任意位置的移动。
29.为了更好的效果,所述汇流排安装组件10包括安装架板6,所述极耳梳理组件8和所述汇流排夹持组件11均设置于所述安装架板6上,所述安装架板6通过其侧面上设置的连接导板14与连接架板16侧面上设置的导向夹板15的配合实现在竖直方向上的移动;安装架板6在竖直方向上移动与水平移动平台5在平面内移动相配合,即可实现安装架板6在空间任意位置的移动,以带动极耳梳理组件8和汇流排夹持组件11在空间任意位置的移动,便于汇流排27的自动安装。
30.为了更好的效果,所述极耳梳理组件8包括梳子板组件12和梳板驱动组件13,所述梳板驱动组件13为通过固定接板26与所述安装架板6固定连接的液压杆,所述梳子板组件12上滑动设置的梳子板25可在所述梳板驱动组件13的驱动下在竖直方向上移动;汇流排27由汇流排夹持组件11夹持固定并与电芯模组7端部的极耳对准后,通过梳板驱动组件13驱动梳子板组件12上滑动设置的梳子板25下移插入极耳间隙内对其进行梳理,以辅助汇流排27使极耳顺利地初步插入其中,之后再通过梳板驱动组件13驱动梳子板组件12上滑动设置的梳子板25上移使其与极耳脱离,使初步插入的极耳完全插入汇流排27内。
31.为了更好的效果,所述梳子板组件12包括固定设置于所述安装架板6侧面上的导向竖板23,所述梳子板25上端与导向横板22相连接,所述导向横板22侧面上设置有与所述导向竖板23滑动配合连接的连接夹板24,所述梳板驱动组件13与所述导向横板22相连接;通过导向竖板23与连接夹板24的滑动配合连接,可使梳子板25在梳板驱动组件13的驱动下在竖直方向上稳定地实现升降,快捷高效。
32.为了更好的效果,所述汇流排夹持组件11包括固定设置于所述安装架板6前侧面上的上夹板18和侧支板19,所述安装架板6的左右侧面上均设置有液压驱动拉杆20,所述液压驱动拉杆20的下端连接有下夹板17,所述下夹板17在所述液压驱动拉杆20的驱动下与所述上夹板18相配合可对汇流排27进行夹持固定;汇流排27安装前先将其放入上夹板18与下夹板17之间,通过液压驱动拉杆20提升下夹板17以对其进行夹紧固定,侧支板19支撑在其背部,进一步保证其稳定性;极耳完全插入汇流排27并通过模组托盘上的定位销将汇流排27固定后,即可通过液压驱动拉杆20下降下夹板17,松开对汇流排27的夹持固定。
33.为了更好的效果,所述汇流排夹持组件11的左侧设置有光电感应装置21,所述光电感应装置21可在所述汇流排安装组件10整体移动的带动下沿所述电芯模组7宽度方向移动以检测所述汇流排27安装是否合格;极耳完全插入汇流排27且汇流排夹持组件11松开对汇流排27的夹持固定后,即可通过位移组件9驱动汇流排安装组件10移动,带动汇流排夹持组件11的左侧的光电感应装置21从汇流排27的一侧移动到另一侧,以快速完成对汇流排27安装的检测,方便快捷,有效提高了生产效率。
34.为了更好的效果,所述锂电池模组汇流排自动安装装置还包括搬运机器人28,所述搬运机器人28用于将待安装汇流排27的电芯模组7搬运至模组托盘上,并将汇流排27搬运至所述汇流排安装组件10处从而由其上的所述汇流排夹持组件11夹持固定所述汇流排27;通过搬运机器人28搬运电芯模组7以使其快速到达指定安装位置,搬运汇流排27以快速完成汇流排夹持组件11对其的夹持固定,可有效提高生产效率,实现电池模组汇流排的连续自动化安装。
35.为了更好的效果,所述搬运机器人28上设置有搬运组件29,所述搬运组件29包括可对汇流排27进行夹持固定的汇流排夹臂30和可对电芯模组7进行夹持固定的电芯模组夹臂31,可通过搬运组件29上的汇流排夹臂30和电芯模组夹臂31同时对汇流排27、电芯模组7进行夹取和搬运,进一步提高生产效率。
36.一种锂电池模组汇流排自动安装方法,它包括以下步骤:步骤一:通过搬运机器人28将电芯模组7搬运至模组托盘上,通过传送装置将模组托盘输送至两个汇流排安装组件10之间的预定安装位置,通过搬运机器人28将汇流排27搬运至汇流排安装组件10处从而由其上的汇流排夹持组件11夹持固定所述汇流排27;步骤二:通过位移组件9移动汇流排安装组件10的空间位置,使极耳梳理组件8位于电芯模组7端部极耳的上方,并使梳子板25上的梳齿与极耳的间隙相对应;步骤三:通过梳板驱动组件13驱动梳子板25下移并插入极耳的间隙中,通过位移组件9驱动两个汇流排安装组件10相向移动一段距离,带动汇流排夹持组件11夹持固定的汇流排27向极耳方向移动,使极耳插入汇流排27的导向口;步骤四:通过梳板驱动组件13驱动梳子板25上移使其与极耳抽离,继续通过位移组件9驱动两个汇流排安装组件10相向移动,带动汇流排27向极耳方向移动,使极耳完全插入汇流排27;步骤五:通过模组托盘上的定位销固定汇流排27,汇流排夹持组件11松开对汇流排27的夹持固定,汇流排安装组件10在位移组件9的驱动下离开安装好汇流排27的电芯模组7一段距离并使光电感应装置21对准汇流排27的一侧,光电感应装置21在汇流排安装组件10整体移动的带动下向汇流排27的另一侧移动以检测汇流排27安装是否合格;步骤六:检测完成后通过位移组件9提升汇流排安装组件10的高度,通过传送装置将模组托盘输送至下一工位。
37.本发明的一种锂电池模组汇流排自动安装装置及方法,可完全替代人工,实现电池模组汇流排的自动安装,有效提高了电池模组的生产效率和质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。