1.本发明涉及微型隔膜泵装置,具体涉及用于升压式电子血压计用的泵阀一体化微型泵及其制作工艺,特别是一种稳压可控微流量泄气阀及其制作方法和隔膜泵。
背景技术:
2.在医疗产品升压式血压计中,一般需要一台气泵和一台常闭电磁阀来实现充气和泄气的目的。实际工作时,在充气过程中,泵阀向电子血压计的袖带供应空气加压,当充气达到一定气压值以后,进入血压测量期间、以恒定速度逐渐地排出填充在袖带中的空气的慢排放阀过程,最后电磁阀通电开启,进行泄压。现有技术中,为了降低成本,将电磁阀省去,将功能集成到气泵中,业者特意开发了可以实现快速泄压的一体式隔膜泵,然而慢排放过程的泄气阀一直是比较不容易实现控制。
3.如日本oken的发明“cn202110266651.5隔膜泵和压力调节设备”,以及其之前的一此相关设计,目前有部分产品技术是通过控制泵驱动马达的转速来调节压力至期望值,以及调节慢排放阀过程,然而用精准的电子控制来调节出气量为固定值的慢排放过程,不但在成本上增加了电子设备,而且技术要求也增加了电子控制的设计,着实是大材小用了。
4.针对以上缺点问题,本发明采用如下技术方案进行改善。
技术实现要素:
5.本发明的目的提供一种稳压可控微流量泄气阀及其制作方法和隔膜泵,公开的技术方案如下:一种稳压可控微流量泄气阀,用于血压计的慢排放过程中稳定控制微小的泄气量,通过排气阀制作过程中的硬材料接触表面电火花加工面粗糙度的控制,实现稳定可控泄气的目的;包括阀座(21)和活动堵头(22):其特征在于所述阀座(21)和活动堵头(22)均为硬材质结构,所述阀座(21)包括通孔(211)和接触面(212),活动堵头(22)包括活动主体(221)和与接触面(212)相抵触的抵触面(222);其中,所述接触面(212)或者抵触面(222)的任意面设置为电火花加工的粗糙面。根据血压计中微流量泄气的设计要求,选择对接触面或者抵触面上的电火花加工的表面粗糙度,正常血压计中要求的慢排放泄气速度为15ml/min,则理论上加工的泄气孔径在0.024mm左右,如此细小的孔径加工相当困难,而且因如此细小孔径,加工产生的误差值也无法达到正真的泄气量的孔径。而通过电火花加工粗糙面,形成微流量泄气的孔,硬质材料的加工,形成的泄气孔为稳定而不变形的固定泄气量的通孔。因此选择不同粗糙度的电火花加工表面,经过多次试验后,选择一种粗糙度作为产品固定的泄气孔的加工,实现加工方法的批量生产。一般情况下,为多次选择电火花加工表面粗糙度比较样块中的表面光洁度r a
值,多次试验后,确定一种r a
值作为批量加工。
6.进一步的,所述的通孔(211)的出口外缘形成台面,台面上的平面设置为接触面(212)。水平的台面可以设置为电火花加工的粗糙面,与同样是硬质材料的活动堵头(22)表
面配合,硬质材料结构的稳定性,作为阀结构,可以形成长期稳定而不变的流体微泄漏的孔,达到血压计在慢排放气体时的稳定可控。
7.进一步的,所述的台面上的接触面(212)设置为放置方形的活动堵头(22)。其中一种实施方式为台面形的接触面(212)的平台面进行电火花加工成粗糙面,或者另一种实施方式,方形的活动堵头(22)接触侧面部分电火花加工成粗糙面。
8.进一步的,所述的台面上的接触面(212)设置为放置球形钢制的活动堵头(22)。其中台面形的接触面(212)的平台面进行电火花加工成粗糙面。
9.进一步的,所述的通孔(211)为锥形通孔,大直径锥形口部分设置为电火花加工的接触面(212)。
10.进一步的,所述的大直径锥形口处的接触面(212)设置为放置适形锥体形的活动堵头(22)。
11.进一步的,所述的大直径锥形口处的接触面(212)设置为放置球形钢制的活动堵头(22)。
12.进一步的,所述的活动堵头(22)的表面设置为电火花加工的粗糙面。一种实施方式中,可以是方形的活动堵头(22)的抵触面(222)一个面设置为电火花加工的粗糙面,或者球形的活动堵头(22)整个设置为电火花加工的粗糙面。
13.本发明还公开一种稳压可控微流量泄气阀的制作方法,用于血压计的慢排放过程中稳定控制微小的泄气量,通过排气阀制作过程中的硬材料接触表面电火花加工面粗糙度的控制,实现稳定可控泄气的目的;应用于以上所述的微流量泄气阀的制作工艺,具体制作方法步骤如下:a.根据产品结构,设计微流量泄气阀的阀座和活动堵头的接触面形状结构;b.选择相应面作为微流量泄气阀的阀座和活动堵头的接触面进行电火花加工;c. 选择电火花加工表面的粗糙度样块,通过多次选择试验不同电火花加工表面粗糙度的流量值,确定匹配相应微量泄气值的电火花加工表面粗糙度;一般情况下,为多次选择电火花加工表面粗糙度比较样块中的r a
值,多次试验后,确定一种表面粗糙度的r a
值作为批量加工,正常情况下粗糙度r a
值为0.4、0.8、1.6、3.2、6.3、12.5六个级别,可以首先预估其中接近的粗糙度r a
值进行试验,或者顺序的试验,确定准确微流量值的粗糙度r a
值。
14.d. 将匹配的电火花加工表面粗糙度的比较样块,作为稳压可控微流量泄气阀的批量电火花加工。
15.本发明还公开一种具有稳压可控微流量泄气阀的隔膜泵,隔膜泵(10)包括出口盖板(11)、阀座板(12)、隔膜装置(13)和驱动装置(14),所述出口盖板(11)设置泄气口(15)、流体出口(16),其特征在于还包括以上任一权利要求中所述的微流量泄气阀(20),所述微流量泄气阀(20)设置阀座板(12)上。由阀膜片(121)将活动堵头(22)限位于阀座(21)。
16.据以上技术方案,本发明具有以下有益效果:本发明微泄气阀,利用硬材料的电火花加工的特殊粗糙面,作为微泄气孔,解决了血压计在慢排放过程中的微流量泄气难于控制的问题。一般情况下,在阀结构设置中,普遍的设计思维是用软材质(如橡胶、硅胶等)与硬材质(如塑料、金属)的结合,形成流体的密封和开启流通。而本发明通过硬材质与硬材质结构表面形成的电火花加工的粗糙面,形成固定的微流量泄气孔,因硬材质结构不容易变
形,可以形成长期的固定流量。以及,本发明中使用电火花加工粗糙度中的表面光洁度ra值,来多次验证后,选定批量加工的电火花标准值,实现更有依据更适合产品的批量生产流程。
附图说明
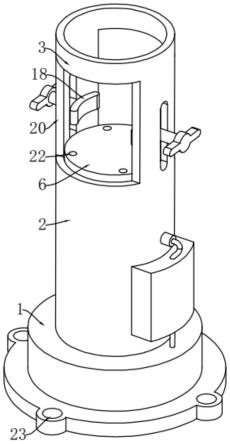
17.图1为本发明最佳实施例的泵整体结构示意图;图2为本发明最佳实施例的泵结构爆炸分解示意图;图3为本发明最佳实施例的安装微流量泄气阀的泵头结构示意图;图4为本发明最佳实施例的安装微流量泄气阀的泵头结构a-a剖面示意图;图5为本发明最佳实施例的安装微流量泄气阀的泵头结构爆炸分解示意图;图6为本发明最佳实施例的另一种安装微流量泄气阀的泵头结构爆炸分解示意图;图7为本发明最佳实施例的安装微流量泄气阀的泵头结构爆炸分解仰视示意图;图8为本发明最佳实施例的微流量泄气阀结构b-b剖视示意图;图9为本发明最佳实施例的微流量泄气阀结构b-b剖视示意图;图10为本发明最佳实施例的微流量泄气阀结构b-b剖视示意图;图11为本发明最佳实施例的微流量泄气阀结构b-b剖视示意图;图12为本发明最佳实施例的微流量泄气阀结构b-b剖视示意图;图13为本发明最佳实施例的电火花加工表面粗糙度比较样块示意图;图14为本发明最佳实施例的微流量泄气阀电火花加工表面粗糙面结构b-b剖视示意图;图15为本发明最佳实施例的微流量泄气阀电火花加工表面粗糙面结构b-b剖视示意图;图16为本发明最佳实施例的微流量泄气阀电火花加工表面粗糙面结构b-b剖视示意图;图17为本发明最佳实施例的微流量泄气阀电火花加工表面粗糙面结构b-b剖视示意图;图18为本发明最佳实施例的微流量泄气阀电火花加工表面粗糙面结构b-b剖视示意图。
具体实施方式
18.下面结合附图和具体实施方式,对本发明做进一步说明。部分具体结构在本专利申请人于2021年11月16日申请的专利《202122798178.3一种出气压可控的快速泄压旋转式隔膜泵》中已有的结构,本发明直接引用。
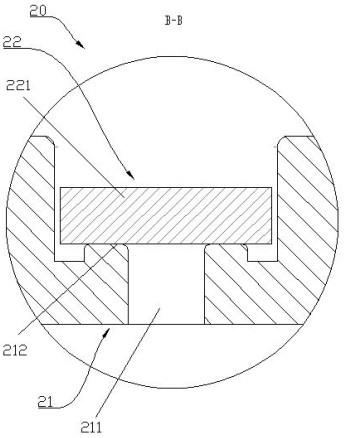
19.如图1至18所示,一种稳压可控微流量泄气阀,用于血压计的慢排放过程中稳定控制微小的泄气量,通过排气阀制作过程中的硬材料接触表面电火花加工面粗糙度的控制,实现稳定可控泄气的目的;包括阀座21和活动堵头22:阀座21和活动堵头22均为硬材质结构,阀座21包括通孔211和接触面212,活动堵头22包括活动主体221和与接触面212相抵触的抵触面222。
20.如图8至图12中所示,接触面212或者抵触面222的任意面设置为电火花加工的粗糙面。根据血压计中微流量泄气的设计要求,选择对接触面或者抵触面上的电火花加工的表面粗糙度,正常血压计中要求的慢排放泄气速度为15ml/min,则理论上加工的泄气孔径在0.024mm左右,如此细小的孔径加工相当困难,而且因如此细小孔径,加工产生的误差值也无法达到正真的泄气量的孔径。而通过电火花加工粗糙面,形成微流量泄气的孔,硬质材料的加工,形成的泄气孔为稳定而不变形的固定泄气量的通孔。因此选择不同粗糙度的电火花加工表面,经过多次试验后,选择一种粗糙度作为产品固定的泄气孔的加工,实现加工方法的批量生产。一般情况下,为多次选择电火花加工表面粗糙度比较样块中的表面光洁度r a
值,多次试验后,确定一种r a
值作为批量加工。
21.如图8中所示,通孔211的出口外缘形成台面,台面上的平面设置为接触面212。水平的台面可以设置为电火花加工的粗糙面,与同样是硬质材料的活动堵头22表面配合,硬质材料结构的稳定性,作为阀结构,可以形成长期稳定而不变的流体微泄漏的孔,达到血压计在慢排放气体时的稳定可控。台面上的接触面212设置为放置方形的活动堵头22。如图13中所示,其中一种实施方式为台面形的接触面212的平台面进行电火花加工成粗糙面,或者如图16中所示,另一种实施方式,方形的活动堵头22接触侧面部分电火花加工成粗糙面。
22.如图9中所示,台面上的接触面212设置为放置球形钢制的活动堵头22。其中台面形的接触面212的平台面进行电火花加工成粗糙面。
23.如图10中所示,另一种实施方式,通孔211为锥形通孔,大直径锥形口部分设置为电火花加工的接触面212。大直径锥形口处的接触面212设置为放置适形锥体形的活动堵头22。或者如图11中所示,大直径锥形口处的接触面212设置为放置球形钢制的活动堵头22。
24.另一种实施方式,如图16至18中所示,可将活动堵头22的表面设置为电火花加工的粗糙面。如图16中所示,实施方式中,可以是方形的活动堵头22的抵触面222一个面设置为电火花加工的粗糙面;或者如图17所示,适形锥体形的活动堵头22的侧面的抵触面222设置为电火花加工的粗糙面;或者如图18中所示,球形的活动堵头22整个设置为电火花加工的粗糙面。
25.本发明还公开一种稳压可控微流量泄气阀的制作方法,用于血压计的慢排放过程中稳定控制微小的泄气量,通过排气阀制作过程中的硬材料接触表面电火花加工面粗糙度的控制,实现稳定可控泄气的目的;应用于以上任一权利要求微流量泄气阀的制作工艺,具体制作方法步骤如下:a.根据产品结构,设计微流量泄气阀的阀座和活动堵头的接触面形状结构;b.选择相应面作为微流量泄气阀的阀座和活动堵头的接触面进行电火花加工;c. 选择电火花加工表面的粗糙度样块,通过多次选择试验不同电火花加工表面粗糙度的流量值,确定匹配相应微量泄气值的电火花加工表面粗糙度;如图13所示,一般情况下,为多次选择电火花加工表面粗糙度比较样块中的r a
值,多次试验后,确定一种表面粗糙度的r a
值作为批量加工,正常情况下粗糙度r a
值为0.4、0.8、1.6、3.2、6.3、12.5六个级别,可以首先预估其中接近的粗糙度r a
值进行试验,或者顺序的试验,确定准确微流量值的粗糙度r a
值。
26.d. 将匹配的电火花加工表面粗糙度的比较样块,作为稳压可控微流量泄气阀的批量电火花加工。
27.如图1和图2中所示,一种具有稳压可控微流量泄气阀的隔膜泵,隔膜泵10包括出口盖板11、阀座板12、隔膜装置13和驱动装置14,出口盖板11设置泄气口15、流体出口16,微流量泄气阀20设置阀座板12上。
28.如图8至图12中所示,阀座21和活动堵头22:阀座21和活动堵头22均为硬材质结构,阀座21包括通孔211和接触面212,活动堵头22包括活动主体221和与接触面212相抵触的抵触面222,由阀膜片121将活动堵头22限位于阀座21。
29.如图13至图18中所示,接触面212或者抵触面222的任意面设置为电火花加工的粗糙面。根据血压计中微流量泄气的设计要求,选择对接触面或者抵触面上的电火花加工的表面粗糙度,正常血压计中要求的慢排放泄气速度为15ml/min,则理论上加工的泄气孔径在0.024mm左右,如此细小的孔径加工相当困难,而且因如此细小孔径,加工产生的误差值也无法达到正真的泄气量的孔径。而通过电火花加工粗糙面,形成微流量泄气的孔,硬质材料的加工,形成的泄气孔为稳定而不变形的固定泄气量的通孔。因此选择不同粗糙度的电火花加工表面,经过多次试验后,选择一种粗糙度作为产品固定的泄气孔的加工,实现加工方法的批量生产。如图14中所示,一般情况下,为多次选择电火花加工表面粗糙度比较样块中的表面光洁度r a
值,多次试验后,确定一种r a
值作为批量加工。
30.以上为本发明的其中一种实施方式。此外,需要说明的是,凡依本专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本专利的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。