鞋类物品、用于使用回收塑料形成鞋类的制造系统和工艺
1.本技术是申请日为2019年5月29日,申请号为201980032639.9,发明名称为“鞋类物品、用于使用回收塑料形成鞋类的制造系统和工艺”的申请的分案申请。
2.优先权要求和相关申请的交叉引用
3.本技术是于2018年5月31日提交的美国临时专利申请第62/678,472号的国际(pct)申请并要求该美国临时专利申请的优先权。
技术领域
4.本公开总体上涉及用于制造鞋类物品的方法。更具体地,本公开的方面涉及使用废料(scrap)或废塑料材料(waste plastic material)形成鞋类鞋底结构的制造系统和工艺。
背景技术:
5.鞋类物品,诸如鞋、靴、拖鞋、凉鞋等,大致包括两个主要元件:用于将鞋类固定到使用者的足部的鞋面;以及用于为足部提供下方支撑的鞋底。鞋面可以由多种材料(包括纺织品、泡沫、聚合物、天然和合成皮革等)制造,这些材料被缝合或结合在一起以形成用于牢固地接纳足部的外壳或装备(harness)。对于凉鞋和拖鞋,鞋面可以具有露趾或露跟构型,或者可以大致限于在足背上并且在一些设计中在使用者的踝部周围延伸的一系列条带(strap)。相反,靴和鞋的应用通常采用包住足部的具有封闭的趾部和跟部构型的完整鞋面。穿过鞋面的后四分之一部分的踝部开口提供了进入鞋类的内部的入口,以便于足部进入鞋面和从鞋面移开。鞋带或条带可以用于将足部固定在鞋面内。
6.鞋底结构大致附接到鞋面的下侧,定位在使用者的足部和地面之间。在许多鞋类物品(包括运动鞋和靴)中,鞋底结构是分层构造,该分层构造大致包括增强舒适性的鞋内底、减轻冲击的鞋底夹层和接触表面的鞋外底。可以部分或全部位于鞋面内的鞋内底是薄的且可压缩的构件,其为使用者的足部的下侧“足底”区域提供接触表面。相比之下,鞋底夹层安装在鞋内底之下,从而形成鞋底结构的中间层。除了衰减地面反作用力之外,鞋底夹层还可以帮助控制足部运动并赋予增强的稳定性。鞋外底固定到鞋底夹层的下侧,该鞋外底形成鞋类的接触地面的部分。鞋外底通常由耐用、耐磨的材料制成,其包括设计成用于提高附着摩擦力的踏面图案(tread pattern)。
7.一些常规的鞋类制造方法使用板坯塑料(slabstock plastic)来模切(die-cut)鞋的结构段,包括鞋底夹层、鞋内底鞋垫(insole sock liner)和整体鞋底构型。大型挤出机或热压机用于制成聚合物板(slab),然后在组装成单只鞋之前,该聚合物板被削刮、切割并成形为最终部分。历史上,在鞋制造工艺期间产生大量的塑料废料材料。例如,废料可以由于模具溢料(flashing)、竞流(race-tracking)、空气滞留、凹陷标记、燃烧或翘曲而产生,所有这些都可能导致不可接受的损坏(c级)零件。在鞋类工业中,废塑料(waste plastic)也产生自外部源,诸如由最终使用者丢弃的穿过的鞋类。收集和回收制造期间产生的废料材料和来自用过的产品的废材料已经付出了很多努力。然而,在许多情况下,废弃
物和废料塑料不能简单地与原始原材料混合,因为回收物料可能从批次到批次而不一致,可能被污染,或者可能具有阻止以这种方式使用的热固性性质。
8.概述
9.本文提出了用于使用废料或废材料形成鞋类的制造系统和工艺、用于操作这样的系统的方法、由这样的材料制造的鞋结构段以及用这样的段组装的鞋类物品。举例来说,提出了用于使用废料和/或废(统称为“回收”)塑料(诸如热塑性弹性体(tpe)或乙烯-醋酸乙烯酯(eva)共聚物)来制造运动鞋的单件式鞋底夹层/鞋外底的制造工艺工作流程。在压缩模制应用中,预成型件由与在高温下活化的起泡剂/发泡剂(blowing/foaming agent)混合的回收材料例如经由压缩模制或注射模制制造。未发泡的预成型件被放入模具中,该模具然后被密封、加压并加热以活化发泡剂。在这样做时,添加剂起泡剂/发泡剂使聚合物预成型件发泡并膨胀以填充模腔。相比之下,对于注射模制应用,用过的废料和废材料被研磨成颗粒形式并混合成包含原始聚合物和发泡剂的组合物。在压力下,将回收材料、原始材料和发泡材料的混合物注入小于成品鞋底结构(例如,约为成品鞋底结构的尺寸的一半)的模具中。由于模具内的温度升高,发泡剂活化并使聚合物混合物膨胀,该聚合物混合物变得被高压微气泡夹带。模具然后被冷却并启封;当模具打开时,这些微气泡快速膨胀以将聚合物混合物扩大到全尺寸的鞋底结构,例如,导致鞋底从模具弹出。
10.设想的是,可以采用各种不同的技术来使用回收的eva和/或tpe来制造鞋类物品的一段。例如,回收聚合物材料化合物可以被研磨成可注射的聚合物(ip)制剂,并在最终形成之前按照对应的方案进行加工。加工可以包括添加发泡剂、填料、颜料、加工助剂和/或交联剂。任选地,回收聚合物化合物可以被研磨成压缩模制聚合物(cmp)预成型材料、按照对应的方案进行加工、并模制成所需的预成型构型。加工方案可以包括分批混合、冷却和分散、并且压延或造粒以制成准备用于生产的最终混合化合物。作为该概念的替代方案,研磨过的回收材料被直接引入预成型模具中,原始cmp材料(例如,phylon或合成橡胶碎片)被添加到预成型模具,根据对应的方案可以执行附加的加工,并将所得的混合物模制成所需的预成型构型。作为该概念的延伸,研磨过的回收材料可以被直接引入最终模具中,然后将原始cmp材料的预成型件放入最终模具中,将额外的回收材料研磨物(grind)散布在原始预成型件的暴露表面上,执行对应的加工,并形成最终产品。
11.用于使用回收的eva和/或橡胶制造鞋类的其他技术可以包括例如用肥皂和水润湿原始材料的预成型件、将湿的预成型件放置在具有研磨过的回收材料的容器中、搅拌容器以用研磨物覆盖预成型件、将预成型件放置在修整模具中、根据通常的方案进行加工并形成为最终产品。前面的工艺可以通过使用由回收的eva/tpe材料制造的或完全由回收的eva/tpe材料制造的预成型件来进行修改。作为另一种选择,可以如以上所描述的制造回收聚合物材料化合物的ip预成型件;ip预成型件然后被引入压缩模制腔中以用于最终加工和形成。同样,回收聚合物材料的ip预成型件可以被产生、配合到散布有回收材料研磨物的模具中、用回收材料研磨物覆盖并且随后加工并形成为最终产品。
12.继续以上用于使用回收的eva和/或tpe制造鞋类的代表性制造工艺的讨论,研磨过的回收材料的组合物可以混合到聚氨酯(pu)基质材料中,诸如聚异氰酸酯多元醇中。pu-研磨物混合物可以通过配量附件(dosing attachment)(例如配量泵和带有自动液压止回阀的进料器喷嘴)被配量到混合头中。在将pu基质材料引入模具中之前,研磨过的回收物可
以被直接配量到模具中,而不是配量到混合头中。对于橡胶鞋外底化合物的选择,回收聚合物材料化合物可以被混合到原始橡胶材料中,或者可以作为“表面”选择被添加,即,喷洒到模具中和预成型件上。同样类似于以上描述的选择,在将预成型件放置在最终模具中之前,橡胶可以被研磨并轻轻包覆到预成型件本身上。
13.本公开的方面涉及用于制造鞋类的制造工艺。在示例中,提出了用于制造用于使用者的足部的鞋类物品的方法。这种代表性的方法以任何顺序并以任何与以上或以下公开的任何特征和选择相组合的方式包括:接收一批回收塑料材料;研磨该批回收塑料材料;加工研磨过的回收材料,该加工包括向研磨过的回收材料添加至少发泡剂;将加工过的回收材料放入最终模具的内腔中,该最终模具被成形为类似于鞋类物品的一段;通过将加工过的回收材料加热超过发泡剂的阈值活化温度使得发泡剂导致回收材料膨胀并填充最终模具的内腔来形成鞋类段;以及,从模具取出形成的鞋类段。
14.本公开的其他方面涉及由任何公开的工艺和材料制造的鞋类和/或鞋类物品的段。例如,鞋类物品(诸如运动鞋)包括接纳并附接到使用者的足部的鞋面。附接到鞋面的下部部分的鞋底结构在鞋底结构上支撑使用者的足部。该鞋底结构包括鞋外底,该鞋外底界定鞋类的地面接合部分。鞋底结构被形成或加工成具有多个不同成形和设定尺寸的腔、多个不同成形和设定尺寸的突起和/或多个不同成形、设定尺寸和着色的塑料碎片,所有这些都不规则地分散在鞋底结构的外表面上。对于至少一些构型,鞋底结构的整个外表面基本上覆盖有不规则地分散的腔、突起和塑料碎片。任选地,鞋底结构设置有50个或更多个不同成形的腔、50个或更多个不同成形的突起以及50个或更多个不同成形/着色的塑料碎片。这种鞋底结构可以由以上和以下公开的任何方法形成。以这种方式使用所公开的方法的随附的优点是将没有两个鞋底结构是相同的。
15.以上概述不意图代表本公开的每种实施方案或每个方面。相反,前面的概述仅仅提供了本文所阐述的一些新颖概念和特征的范例。当结合附图和所附权利要求理解时,根据以下对实施本公开的所图示的示例和代表性模式的详细描述,本公开的上面的特征和优点以及其它特征和随附的优点将易于明显。此外,本公开明确地包括以上和以下呈现的元素和特征的任何和所有的组合和子组合。
附图说明
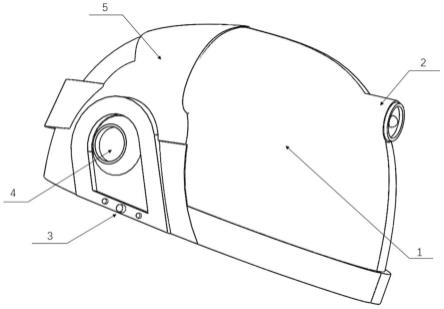
16.图1是根据本公开的方面的代表性鞋类物品的外侧面视图图示,该代表性鞋类物品具有由回收废料或废塑料材料制造的整体鞋底结构。
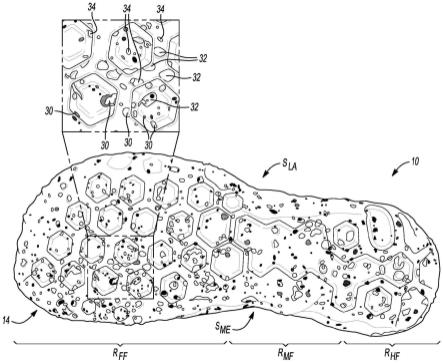
17.图2是图1的代表性整体鞋底结构的仰视图图示。
18.图3是图1的代表性整体鞋底结构的平面视图图示。
19.图4是图示了用于制造鞋类物品的一段的代表性工作流程工艺的流程图,其可以对应于由制造系统控制器、控制逻辑电路、可编程电子控制单元或其他集成电路(ic)设备或ic设备网络根据所公开的概念的方面执行的存储器储存的指令。
20.本公开适于各种修改和可替代形式,并且一些代表性实施方案已经在附图中以示例的方式示出,并且将在本文详细描述。然而,应该理解,本公开的新颖方面不限于上面列举的附图中图示的特定形式。相反,本公开将覆盖落入由所附权利要求所涵盖的本公开的范围内的所有修改、等同物、组合、子组合、变换、分组和替代方案。
21.详细描述
22.本公开允许以许多不同形式的实施方案。在附图中示出并将在本文详细描述本公开的代表性实施方案,应当理解,这些图示的示例是作为所公开的原理的示例而提供的,而不是对本公开的广泛概念的限制。就此而言,例如在摘要、技术领域、背景、概述和详细描述部分中描述的、但在权利要求中没有明确阐述的元素和限定内容不应该通过暗示、推断或其他方式单独或共同地结合到权利要求中。
23.出于本详细描述的目的,除非特别声明:单数包括复数,并且反之亦然;词语“和”以及“或”应当既是连接的也是分离的;词语“任何”和“所有”应当都意指“任何和所有”;并且词语“包括(including)”和“包括(comprising)”以及“具有”应当各自意指“包括但不限于”。此外,词语“近似”,诸如“大约”、“几乎”、“基本上”、“大致”、“近似”等,在本文中可以例如在“处于、接近或接近处于”或“在0-5%内”或“在可接受的制造公差内”或其任何逻辑组合的意义上使用。最后,方向形容词和副词,诸如前、后、内侧、外侧、近侧、远侧、竖直、水平、前部、后部、左侧、右侧等,例如,可以是相对于当穿在使用者的足部上并且可操作地以鞋底结构的底部安置在平坦表面上定向时的鞋类物品。
24.现在参考附图,其中相同的参考数字在几个视图中指代相同的特征,图1中示出了代表性鞋类物品,其总体上以10指定,并且为了讨论的目的,在本文描绘为运动鞋或“胶底运动鞋(sneaker)”。图示的鞋类10—为简洁起见,在本文也称为“鞋”—仅仅是示例性应用,本公开的新颖方面和特征可以通过该示例性应用来实践。同样,将本概念实施到制造运动鞋的整体鞋底结构中也应该被理解为本文所公开的概念的代表性应用。因此,应该理解,本公开的方面和特征可以被实现为制造鞋的其他段,并且可以被实现为构造任何逻辑相关类型的鞋类。如本文所使用的,术语“鞋”和“鞋类”(包括其变换)可以互换并且同义地使用以指代穿在人类足部上的任何相关类型的服装。最后,附图中呈现的特征不一定是按比例的,并且纯粹是出于教学目的而提供的。因此,附图中示出的具体的且相对的尺寸不应被解释为限制性的。
25.代表性鞋类物品10总体上在图1和图2中被描绘为双部分构造(bipartite construction),其主要包括安装在下方鞋底结构14的顶部上的足部接纳鞋面12。为了容易参考,鞋类10可以被分成三个解剖学区域:鞋前部区域r
ff
、鞋中部区域r
mf
和后跟(鞋跟)区域r
hf
,如图2中示出的。鞋类10也可以沿竖直平面被分成外侧面s
la
(离人体的矢状平面最远的鞋10的远侧半部)和与外侧面s
la
相对的内侧面s
me
(离人体的矢状平面最近的鞋10的近侧半部)。根据公认的解剖学分类,鞋前部区域r
ff
位于鞋类10的前部处,并且大致对应于趾骨(脚趾)、跖骨及其任何互连的关节。鞋中部区域r
mf
介于鞋前部区域rff和后跟区域r
hf
之间,鞋中部区域r
mf
大致对应于楔状骨、舟骨和骰骨(即足部的足弓区)。相反,后脚区域r
hf
位于鞋类10的后部处并且大致对应于距骨(脚踝)和跟骨(脚跟)骨。鞋类10的外侧面s
la
和内侧面s
me
都延伸穿过所有三个解剖学区域r
ff
、r
mf
、r
hf
,并且各自对应于鞋类10的相应的横向侧。虽然图1和图2中仅示出了用于使用者的左足的单只鞋10,但是可以提供用于使用者的右足的镜像的基本上相同的对应物。显然,鞋10的形状、尺寸、材料成分和制造方法可以单独或共同变化,以实际上适应任何常规和非常规应用。
26.继续参考图1,鞋面12被描绘为具有用于包住人类足部的壳状封闭趾部和跟部构型。图1的鞋面12大致由三个邻接部分界定,即鞋头套(toe box)12a、鞋面前片(vamp)12b和
鞋跟稳定器12c。鞋头套12a位于鞋前部区域r
ff
中以覆盖和保护使用者的脚趾。相比之下,鞋面前片12b位于鞋前部区域r
ff
和鞋中部区域r
mf
中,在鞋头套12a的后方,以围绕使用者的脚背延伸并覆盖使用者的脚背。如所示出的,鞋面前片12b还提供鞋舌盖(tongue cover)16和鞋的鞋舌18。鞋跟稳定器12c在鞋面前片12b的后方并包括鞋面12的后部和后侧,以从踝部到脚跟覆盖足部。虽然在附图中描述为包括三个主要段—鞋头套12a、鞋面前片12b和鞋跟稳定器12c—但是鞋面12可以被制造为单件式构造或者可以包括任意数量的段,包括鞋包头(toe cap)、鞋跟帽、踝带、内部衬里等。对于凉鞋和拖鞋应用,鞋面12可以采用露趾或露跟构型,或者可以用单根条带或多根互连的条带代替。
27.鞋类10的鞋面12部分可以由多种材料(诸如纺织品(textile)、工程泡沫、聚合物、天然和合成皮革等)中的任何一种或其组合制造。鞋面12的单独的段一旦被切割成一定的形状和尺寸,就被缝合、粘合性地结合、焊接或以其他方式连结在一起,以形成用于舒适地接纳足部的内部空腔。例如,可以关于鞋类10来选择和定位鞋面12的单独的材料元件以便赋予耐用性、透气性、耐磨性、柔性和舒适性的性质。鞋面12的后四分之一部分中的踝部开口11提供了进入组装的鞋10内部的入口。鞋的条带20、鞋带、松紧绳、带扣或其他常规机构可以用于改变鞋面12的围长,以更牢固地将足部保持在鞋10的内部,以及便于足部进入鞋面12/从鞋面12移出。条带20可以穿过鞋面12中的一系列孔眼;鞋舌18可以在条带20和鞋面12的内部空腔之间延伸。
28.鞋底结构14刚性地固定到鞋面12,使得鞋底结构14在鞋面12和例如使用者站立的支撑表面之间延伸。实际上,鞋底结构14起到将使用者的足部与地面分开的中间支撑平台的作用。除了衰减地面反作用力并且为足部提供缓冲之外,图1-图3的鞋底结构14可以提供附着摩擦力、赋予稳定性并且帮助限制各种足部运动,诸如无意中的足部内翻和外翻(foot inversion and eversion)。根据图示的示例,鞋底结构14被制造为具有一体地形成的鞋内底、鞋底夹层和鞋外底部分的单件式整体结构。可替代的鞋底构型可以被制造为夹层结构,该夹层结构具有最顶层的鞋内底、最底层的鞋外底以及夹在鞋内底和鞋外底之间并邻接鞋内底和鞋外底的中间鞋底夹层。鞋底结构14可以包含一种或更多种材料或嵌入元件,这些材料或嵌入元件增强了鞋类10的舒适性、性能和/或地面反作用力衰减性质。这些元件和材料可以单独地或以任何组合的方式包括聚合物泡沫材料(诸如聚氨酯或乙烯-醋酸乙烯酯)、填料材料、调节器、充气气囊、板、绷帮元件(lasting elements)、或运动控制构件。鞋底结构14可以包含提供用于接合地面的耐用且耐磨表面的橡胶材料。此外,鞋底结构14还可以是带纹理的,以增强鞋类10和下方的支撑表面之间的附着摩擦力(即,摩擦)性质。
29.综合参考图1-3,鞋底结构14可以用非典型的并且在一些应用中是一种表面拓扑结构来制造,该种表面拓扑结构可以由凹坑(crater)和凸起(bump)的不同图案来代表,该凹坑和凸起的不同图案通过独特的配色方案来进一步区分。例如,所图示的鞋底结构14的外表面是使用制造工艺100(以下参照图4所描述的)制造的,该制造工艺100被设计成产生不同成形和设定尺寸的腔的随机散置混合物,该腔的代表性样品在图2的插图中以30指定。图2的鞋类10还被制造成具有不同成形和设定尺寸的突起的随机散置混合物,该突起的代表性样本以32指定,其从鞋底结构14的外周边表面和地面接触表面沿多个方向突出。作为进一步的选择,各种不同成形、设定尺寸和着色的塑料碎片(其代表性样品在图2的插图中以34指定)可以不规则地分散在整个鞋底结构14的外表面上并嵌入鞋底结构14的外表面
中。总体上来说,鞋底结构14的表面拓扑结构的特征可以在于没有用肉眼观察到的两个结构相同的等尺寸的表面区域部分。鞋底结构14的表面的凹坑和凸起可能是由回收聚合物在以下描述的发泡和形成操作期间“出汗”夹带的油所造成的。
30.继续以上讨论,鞋底结构14的外表面被示出为以其整体覆盖有不规则地分散的腔30、突起32和着色碎片34。可替代的鞋构型可以由鞋底结构14的特定段形成或加工而成,该鞋底结构14的特定段没有腔30、突起32和/或着色碎片34。使用以下描述的制造工艺100生产鞋底结构14可以导致任意数量的凹坑、凸起和颜色;例如,图2的鞋底结构14包括五十(50)个或更多个不同成形的腔30、五十(50)个或更多个不同成形的突起32以及五十(50)个或更多个不同成形和着色的塑料碎片34。虽然本身不是必需的,但是腔30的数量、突起32的数量和着色碎片34的数量可以彼此不同。还设想的是,这些腔30、突起32和着色碎片34可以采取不确定的形状组合,包括规则和不规则的几何形态和尺寸,这受鞋底结构14的总表面面积的限制。
31.多种技术、可选工艺和系统架构可以用于制造图1-图3的运动鞋10。作为非限制性示例,图4呈现了根据本公开的方面的改进的鞋类制造方法(总体上以100指定),以用于形成鞋类鞋底结构,诸如鞋底结构14。图4中图示并在以下进一步详细描述的一些或所有操作可以代表对应于处理器可执行指令的算法,该处理器可执行指令可以储存在例如主存储器或辅助存储器或远程存储器中,并且例如由本地或远程控制器、处理单元、控制逻辑电路或其他模块或设备执行,以执行与所公开的概念相关联的任何或所有以上或以下描述的功能。所图示的操作中的一个或更多个可以由现场技术人员手动执行或协助。应该认识到,可以改变所图示的操作框的执行顺序,可以添加附加的操作框,并且可以修改、组合或消除一些所描述的框。
32.图4的方法100在终端框101被初始化,例如,响应于从中央控制终端的人机界面(hmi)接收的激活命令信号的接收。制造工艺的初始阶段可以包括供应、接近和/或利用(统称为“提供”)制造运动鞋10所需的各种材料、工具和机器。例如,在工艺框103处,从聚合物回收物的可用储存获取一批回收塑料材料。如本文所使用的,术语“回收塑料”可以涵盖被放入回收流的用过的或多余的或废弃的塑料,包括整个产品的批发回收、产品的拆卸和仅回收选定的部分、制造副产品的回收,所有这些可能需要对收集的材料进行分类和清洁。对于至少一些实施方案,废料和废聚烯烃泡沫被回收并结合到用至少一些原始聚烯烃材料生产的发泡物品中。根据预期的应用,可能期望通过本文描述的方法将每100份原始eva中至少40份回收eva泡沫掺入新发泡的eva制品中。该批回收塑料材料可以包括热塑性弹性体(tpe)塑料(诸如合成橡胶),或乙烯-醋酸乙烯酯(eva)共聚物塑料(诸如phylon)。phylon常规上由经压缩、热膨胀并且然后在模具中冷却的eva粒料制成。
33.一旦在工艺框103处接收到该批回收塑料并完成任何随附的分类、清洁或其他预加工,则方法100在工艺框105处将该批回收塑料撕碎、切碎、切割或以其他方式研磨。专用回收站可能负责将回收的phylon或橡胶研磨成粒料形式;研磨过的回收材料可以实时生产或储存在库存中,并在需要时重复使用。可替代地,“研磨”可以包括将热的回收物的化合物供给到装有穿孔模子的挤出机中;紧接在模子前面的切割器将挤出的化合物串(string)切成颗粒状粒料。然后,切割的粒料在它们被运输到筛分机以分离出不规则地设定尺寸的粒料时被冷却。与用于回收聚烯烃聚合物的一些常规技术不同,方法100可以研磨和再利用先
前加热到高于发泡剂活化的阈值温度的过量phylon。此外,方法100可以最小化或以其他方式消除在模制物品的生产期间烃树脂相容剂的使用来改性回收材料和原始材料的物理性质。
34.在工艺框107处,研磨过的回收材料与原始聚合物材料的组合物混合。回收材料可以与原始材料形成对比,因为原材料既没有通过混合发泡剂的活化而膨胀,也没有形成为最终产品。原始聚合物可以是与回收物相同的总体聚合物组合物,或者可以是与回收物不同的聚合物组合物。例如,一批回收的eva可以与原始eva或原始合成橡胶混合。原始树脂可以包括具有15摩尔百分比至60摩尔百分比的醋酸乙烯酯的eva共聚物。作为另一个选择,在制造工作流程工艺100的这个阶段处,研磨过的回收材料也可以与聚氨酯(pu)基质材料混合。颗粒状原始聚合物可以作为库存存放在存储舱中,以及从库存取回,例如,根据库存聚合物的已知保存期,利用先进先出(fifo)方案。
35.对于某些应用,原始材料和回收材料在形成之前不进行预混合。相反,在将聚合物组合物放入最终模具中以用于形成鞋类物品的期望段之前,可以将回收聚合物组合物和原始聚合物组合物的单独组成部分中的一个或更多个成形为预成型件,如在任选的工艺框109处所指示的。在示例中,研磨过的回收物可以被熔化、挤出、削刮、切割并且然后模切到期望的长度。这些模切板材(plank)可以各自在预成型模具中成形为中间预成型尺寸和形状。可以经由压缩模制、注射模制或使用预成型模具的任何其他合适的模制技术来实现对回收的eva/tpe材料预成型。对于一些任选的应用,在制造回收物预成型件期间,计量的量的原始聚合物材料可以被添加到预成型模具中。还设想的是,原始聚合物材料如以上所描述地被加工成原始聚合物预成型件。最终模具可以包括用于前面的预成型件中的每一个的离散互补凹槽。脱模剂可以施加到每个预成型件的暴露表面和/或每个互补凹槽的暴露表面,以便于最终产品在其形成之后从模具组件分离。
36.继续参考图4,方法100继续到工艺框111,利用指令来处理回收材料的混合物,例如添加起泡剂/发泡剂、填料、颜料、加工助剂和/或交联剂。在至少一些实施方式中,发泡剂作为单独的成分被结合到回收聚合物材料和原始聚合物材料的混合物中,以用于在模制期间引起混合物的膨胀。该发泡剂可以是可热分解的,并且可以选自有机化学发泡剂和无机化学发泡剂。发泡剂可以包括单独的或与其它物质组合的能够在塑料中产生多孔结构的任何物质。发泡剂可以包括在释放压力时膨胀的压缩气体、在浸出时留下孔隙的可溶性固体、在液体变成气体时产生小室(cell)的液体以及在热的影响下分解或反应以形成气体的化学剂。举例来说,化学发泡剂的范围可以从简单的盐(诸如碳酸氢铵或碳酸氢钠)到复杂的氮释放剂。对于至少一些应用,发泡剂包括偶氮六氢苄腈、重氮脲、偶氮二甲酰胺、重氮二氨基苯、苯磺酰酰肼、对苯二叠氮、磺酰酰肼化合物、碳酸氢钠、碳酸氢铵或其任意组合。在操作中,一旦成型设备达到发泡剂的活化温度,则eva混合物的聚合物链开始断裂,从而导致eva获得弹性体性质。发泡剂的分解温度可以从大约120℃至大约200℃。
37.在引入用于形成鞋类鞋底结构的最终模具中之前,可以将许多其它添加剂结合到回收物批次中。作为示例,可以添加化学发泡助剂以降低发泡剂的分解温度。相反,可以适度地添加化学发泡剂抑制剂以便提高可热分解发泡剂的分解温度。另一种选择可以包括添加计量的量的化学交联剂,以将回收物材料的聚合物链连接到原始材料的聚合物链。在反应的温度条件下,可以活化基于过氧化物的试剂以通过从聚合物主链去除氢原子来引发交
联工艺,从而提供交联位点。可以选择交联剂的性质和水平,以结合发泡剂提供合适的发泡和交联。
38.可以向聚合物组合物添加其它组分,包括填料、活化剂、均化剂、颜料、阻燃剂、润滑剂和其它合适的添加剂。填料材料的非限制性示例包括滑石粉、云母硅酸盐、含硫酸盐、氢氧化镁、碳酸镁、硅酸镁、碳酸钙和其它商业上可获得的填料。除了eva或tpe基质材料之外,聚合物组合物还可以包含橡胶填料,诸如乙烯丙烯橡胶(epr)、苯乙烯异戊二烯苯乙烯(sis)共聚物橡胶、苯乙烯丁二烯橡胶以及其它聚烯烃树脂。在其它示例中,聚乙烯蜡可以用作加工剂,硬脂酸可以用作润滑剂,过氧化二异丙苯可以用作聚合引发剂,氧化锌可以用作发泡剂的活化剂,而二氧化钛可以用作白色颜料。
39.一旦聚合物组合物完成并准备好用于模制,则加工过的回收材料被放入最终模具的内腔中,该最终模具被成形为类似于鞋类物品的一段,如在工艺框113处所指示的。该鞋类段可以经由压缩模制、注射模制、双射模制(two-shot molding)、嵌件模制(insert molding)、共注射模制或用于形成期望的鞋类段的任何其他技术来形成。在代表性示例中,将回收的eva和/或tpe材料分批混合,例如在捏合机或连续混合挤出机中混合(工艺框107),处理和加工(工艺框111),冷却并在开炼机(open mill)上分散,并且压延或造粒以产生准备用于生产泡沫的最终混合化合物。大型蒸汽热压机可以用于制成聚合物泡沫的板;然后将板坯泡沫削刮并切割成预成型件,然后最终模制(工艺框113)成整体鞋底结构、鞋底夹层、鞋外底、鞋内底或鞋垫或鞋的其它所需的一段或多段。对于phylon应用,原材料化合物可以被压制成片材形式,然后将其发泡和后加工,例如,以去除不希望的外皮,然后模切成预成型件,并且单独的预成型件在最终模具中压制。对于注射模制的phylon,回收物和原始材料化合物可以被直接注入最终模具中。相反,对于压缩模制的phylon,聚合物材料化合物可以被吹制成半定形形状,然后将其抛光和修整成最终状态。
40.对于其中原始聚合物组合物首先被成形为预成型件的应用,计量部分的加工过的回收材料可以被首先散布在最终模具的内腔周围。原始聚合物预成型件然后被放入内腔中,并且在预成型件的适当放置之后,另一计量部分的回收材料被散布在原始聚合物预成型件的暴露表面上。还设想的是,仅预成型件的选定段覆盖有回收材料。作为附加的或可替代的选择,可以用预定量的回收聚合物材料来成型原始聚合物预成型件。另一种选择可以包括在放置在最终模具中之前润湿原始聚合物预成型件。然后,湿的预成型件被放置在可密封容器内部。该容器可以部分地预填充有聚合物回收物;一旦湿的预型件位于容器内部,则加工过的回收材料可以配量到容器中。摇动、振动或以其他方式搅动容器,以用回收材料包覆预成型件。在用回收物包覆之后,原始聚合物预成型件可以被放置在最终模具的内腔内部。在工艺框115处,从最终模具取出成形的鞋类段;在这一点上,方法100可以终止或者可以循环回到终端框101,并且以可重复或连续的循环运行。
41.在一些实施方案中,本公开的方面可以通过诸如程序模块的计算机可执行指令程序来实现,该程序模块大致被称为由任何本文描述的控制器或控制器变型执行的软件应用或应用程序。在非限制性示例中,软件可以包括执行特定任务或实现特定数据类型的例程、程序、对象、部件和数据结构。软件可以形成接口以允许计算机根据输入源做出反应。软件还可以与其他代码段协作,以响应于结合接收到的数据源而接收到的数据来启动各种任务。软件可以存储在各种存储介质中的任何一种(诸如cd-rom、磁盘、磁泡存储器和半导体
存储器(例如,各种类型的ram或rom))上。
42.此外,本公开的方面可以用各种计算机系统和计算机网络配置(包括多处理器系统、基于微处理器的电子设备或可编程消费电子设备、小型计算机、大型计算机等)来实践。此外,本公开的方面可以在分布式计算环境中实践,其中任务由通过通信网络联接的常驻和远程处理设备执行。在分布式计算环境中,程序模块可以位于包括存储器存储设备的本地计算机存储介质和远程计算机存储介质两者中。因此,本公开的方面可以结合计算机系统或其他处理系统中的各种硬件、软件或其组合来实现。
43.本文描述的任何方法可以包括机器可读指令,以用于通过以下设备来执行:(a)处理器,(b)控制器,和/或(c)任何其他合适的处理设备。本文公开的任何算法、软件、控制逻辑、协议或方法可以被体现为存储在有形介质(诸如,例如闪存、cd-rom、软盘、硬盘、数字多功能盘(dvd)或其他存储设备)上的软件。整个算法、控制逻辑、协议或方法和/或其部分可以可替代地由除控制器之外的设备执行和/或以可用的方式体现在固件或专用硬件中(例如,由专用集成电路(asic)、可编程逻辑器件(pld)、现场可编程逻辑器件(fpld)、离散逻辑等实现)。此外,尽管参考本文描绘的流程图描述了特定的算法,但是可以可替代地使用用于实现示例机器可读指令的许多其他方法。
44.已经参考图示的实施方案详细描述了本公开的方面;然而,本领域技术人员将认识到,在不脱离本公开的范围的情况下,可以对其进行许多修改。本公开不限于本文公开的精确构造和组成;根据前面的描述明显的任何和所有修改、改变和变化在由所附权利要求限定的本公开的范围内。此外,本概念明确地包括前述元件和特征的任何和所有组合和子组合。附加特征可以反映在下面的条款中:
45.条款1:一种用于制造鞋类物品的方法,所述方法包括:接收回收塑料材料;将所述回收塑料材料研磨成研磨过的回收材料;将所述研磨过的回收材料加工成加工过的回收材料,所述加工包括向所述研磨过的回收材料添加树脂和发泡剂;将所述加工过的回收材料放入最终模具的内腔中,所述最终模具被成形为类似于所述鞋类物品的鞋类段;形成所述鞋类段包括加热所述加工过的回收材料超过所述发泡剂的阈值活化温度,使得所述发泡剂导致所述加工过的回收材料膨胀并填充所述最终模具的所述内腔;以及从所述最终模具取出形成的鞋类段。
46.条款2:如条款1所述的方法,其中所接收的回收塑料材料包括废料和/或废材料,所述废料和/或废材料包括热塑性弹性体(tpe)塑料和/或乙烯-醋酸乙烯酯(eva)共聚物塑料。
47.条款3:如条款2所述的方法,其中所述回收塑料材料包括丁二烯橡胶。
48.条款4:如条款1至3中任一项所述的方法,其中形成所述鞋类段还包括在所述最终模具中压缩模制或注射模制所述加工过的回收材料。
49.条款5:如条款1至4中任一项所述的方法,还包括在将所述加工过的回收材料放入所述最终模具的所述内腔中之前,将所述加工过的回收材料预成型为塑料预成型件。
50.条款6:如条款5所述的方法,其中将所述加工过的回收材料预成型为所述塑料预成型件包括在预成型模具中压缩模制或注射模制所述回收材料。
51.条款7:如条款6所述的方法,其中将所述加工过的回收材料预成型为所述塑料预成型件还包括将原始聚合物材料的组合物添加到所述预成型模具中。
52.条款8:如条款1至7中任一项所述的方法,其中加工所述研磨过的回收材料还包括向所述研磨过的回收材料添加填料、颜料、加工助剂和/或交联剂。
53.条款9:如条款1至8中任一项所述的方法,还包括在形成所述鞋类段之前,将原始聚合物材料的预成型件放入所述最终模具的所述内腔中。
54.条款10:如条款1至9中任一项所述的方法,其中将所述加工过的回收材料放入所述最终模具的所述内腔中包括:形成所述加工过的回收材料的预成型件;在将所述预成型件放入所述内腔中之前,将所述研磨过的回收材料的第一部分散布在所述最终模具的所述内腔周围;以及将所述预成型件放入所述最终模具的所述内腔中。
55.条款11:如条款10所述的方法,还包括:在将所述预成型件放入所述内腔中之后,将所述研磨过的回收材料的第二部分散布在所述预成型件的暴露表面上。
56.条款12:如条款1至9中任一项所述的方法,其中将所述加工过的回收材料放入所述最终模具的所述内腔中包括:形成所述加工过的回收材料的预成型件;润湿所述预成型件;将所润湿的预成型件放入容器中;将一定量的研磨过的回收材料放入所述容器中;搅拌所述容器以用所述研磨过的回收材料包覆所述预成型件;以及将包覆有所述研磨过的回收材料的所述预成型件放入所述最终模具的所述内腔中。
57.条款13:如条款1至12中任一项所述的方法,其中所述树脂包括聚氨酯(pu)基质材料。
58.条款14:如条款1至12中任一项所述的方法,其中所述树脂包括原始合成橡胶材料。
59.条款15:如条款1至14中任一项所述的方法,其中所述发泡剂包括重氮脲。
60.条款16:一种鞋类物品,包括:鞋面,所述鞋面构造成接纳使用者的足部;以及鞋底结构,所述鞋底结构附接到所述鞋面并构造成在所述鞋底结构上支撑使用者的足部,所述鞋底结构包括鞋外底,所述鞋外底界定所述鞋类的地面接合部分,其中所述鞋底结构包括不规则地分散在所述鞋底结构的外表面上的多个不同成形的腔、多个不同成形的突起和/或多个不同成形和着色的塑料碎片。
61.条款17:如条款16所述的鞋类物品,其中所述鞋底结构的所述外表面基本上覆盖有不规则地分散的不同成形的腔、不同成形的突起以及不同成形和着色的塑料碎片。
62.条款18:如条款17所述的鞋类物品,其中所述多个不同成形的腔包括至少50个不同成形的腔,所述多个不同成形的突起包括至少50个不同成形的突起,并且所述多个不同成形和着色的塑料碎片包括至少50个不同成形和着色的塑料碎片。
63.条款19:如条款16至18中任一项所述的鞋类物品,其中所述鞋底结构包括一种或更多种回收塑料材料。
64.条款20:如条款16至18中任一项所述的鞋类物品,其中所述鞋底结构完全由一种或更多种回收塑料材料制造。
65.条款21:如条款16至18中任一项所述的鞋类物品,其中所述鞋底结构由一种或更多种回收塑料材料和一种或更多种原始聚合物材料的混合物制造。
66.条款22:如条款19至21中任一项所述的鞋类物品,其中所述一种或更多种回收塑料材料包括废料和/或废材料,所述废料和/或废材料包括热塑性弹性体(tpe)塑料和/或乙烯-醋酸乙烯酯(eva)共聚物塑料。
67.条款23:如条款19至21中任一项所述的鞋类物品,其中所述一种或更多种回收塑料材料包括丁二烯橡胶。
68.条款24:如条款16至18中任一项所述的鞋类物品,其中所述鞋底结构由回收塑料材料和聚氨酯(pu)基质材料的混合物制造。
69.条款25:如条款16至18中任一项所述的鞋类物品,其中所述鞋底结构由回收塑料材料和原始合成橡胶材料的混合物制造。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。