1.本发明涉及端子生产装置技术领域,尤其涉及一种压感式端子一体成型式智能化生产装置。
背景技术:
2.端子生产成型装置是将端子与导线卡接,通常采用人工对位的方式,然后装置进行冲压卡锁,但是在生产成型本发明的压感式端子时,无法简单的现有的生产装置,如果采用人工生成的话,又会出现一些不足之处,对位端子部件时易造成偏移,且劳动强度较大,自动化智能化程度较低,造成生产成型压感式端子的生产效率较低的问题;
3.针对上述的技术缺陷,现提出一种解决方案。
技术实现要素:
4.本发明的目的在于:本发明在智能化感应卡接松紧度的压感端子的基础上,进一步通过设置配套的第一工装组件和第二工装组件以及适配的线性往复电机和协同驱动组件,从而实现精准对位,还实现了压感端子的多数量持续性生产,提高生产效率和质量,使本发明更加智能,自动化程度较高,降低了工作人员的劳动强度;
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种压感式端子一体成型式智能化生产装置,包括工作台和压感端子,所述工作台的顶面对称设有支持柱,所述支持柱底部之间固定设有底支杆,所述支持柱顶部之间滑动设有顶支架,所述支持柱上安装有驱动顶支架升降的线性往复电机,所述顶支架安装于线性往复电机的输出轴上,所述底支杆上活动安装有第二工装组件,所述顶支架上活动安装有第一工装组件,且第一工装组件和第二工装组件间隙配合设置,所述顶支架的顶面固定设有u形杆,且第一工装组件和第二工装组件均等距设有多个,且第一工装组件和第一工装组件一一相对设置,所述第一工装组件和第二工装组件分别适配有驱动其同步工作的协同驱动组件,其中一个所述协同驱动组件安装于工作台内,其中另一个所述协同驱动组件安装于u形杆上,且第一工装组件和第二工装组件结构相同。
7.进一步的,所述第一工装组件由储料管、传动箱、滑块、连接套杆、丝杆和传动齿轮构成,所述储料管活动安装于顶支架上,所述传动箱固定设于储料管的一侧,所述滑块滑动设于储料管内,所述丝杆转动设于传动箱内,所述丝杆的一端贯穿传动箱的内壁延伸到其外部并与传动齿轮固定套接,所述传动齿轮与安装在u形杆上的协同驱动组件活动啮合,所述连接套杆螺纹套设于丝杆的外端,且连接套杆远离丝杆的一端滑动贯穿储料管的外壁延伸到其内部并与滑块固定连接,所述储料管开设有适配连接套杆滑动贯穿的滑道。
8.进一步的,所述协同驱动组件包括动力箱,所述动力箱通过轴承转动连接有电动转杆和从动转杆,所述从动转杆等距设有多个,且从动转杆位于同一直线上,所述从动转杆的数量与第一工装组件的数量对应相等设置,且电动转杆与从动转杆错位设置,所述电动转杆的外端固定套设有主动齿轮,所述从动转杆的外端固定套设有从动齿轮,所述从动齿
轮和主动齿轮的外端啮合连接有齿链,所述齿链套设于从动齿轮和主动齿轮的外端构成张力传动网络,所述从动转杆的端部固定套设有从动半套,所述从动半套活动套设于传动齿轮的外端,所述从动半套的内端固定设于契合齿牙,所述契合齿牙与传动齿轮活动啮合连接。
9.进一步的,所述第一工装组件活动抵接有第一合页锁压板,所述第一合页锁压板的一端与顶支架铰接,且第一合页锁压板的另一端与顶支架卡接,所述第二工装组件活动抵接有第二合页锁压板,所述第二合页锁压板的一端与底支杆铰接,且第二合页锁压板的另一端与底支杆卡接。
10.进一步的,所述压感端子包括顶模壳和底模壳,所述顶模壳和底模壳卡接,所述顶模壳的顶面设有压感弧凸弹片,所述顶模壳活动卡接设有压感结构,所述压感弧凸弹片与压感结构活动抵接,所述压感结构包括电阻导电片和压感外壳,所述电阻导电片固定设于压感弧凸弹片上,所述压感外壳安装于顶模壳内,所述顶模壳内设有微型电路板、微型电源、微型光源和压感通路组件,所述微型电路板分别与微型电源、微型光源和压感通路组件电性连接,所述压感通路组件与压感弧凸弹片活动抵接,且压感通路组件与压感弧凸弹片电性连接。
11.进一步的,所述储料管的处料口处固定设有弹性挤压垫,所述弹性挤压垫对称设有两个,所述底模壳储存于第一工装组件内,所述顶模壳储存于第二工装组件内。
12.进一步的,所述压感通路组件包括通路外壳、电阻通路电片、弹性电杆、回位垫块和防脱环,所述通路外壳安装于顶模壳内,所述电阻通路电片固定设于通路外壳内,且回位垫块和防脱环设于通路外壳内,所述防脱环套设于弹性电杆的外端,且弹性电杆对称设有两个,所述防脱环与弹性电杆的数量对应相等设置,所述弹性电杆的一端依次滑动贯穿通路外壳、压感外壳和顶模壳后延伸到其顶部并与电阻导电片活动抵接,所述回位垫块套设于弹性电杆的外端,且回位垫块的两端分别与电阻通路电片和防脱环抵接,所述电阻通路电片与弹性电杆的端部活动抵接,且通路外壳的两侧设有连接电极,所述连接电极与微型电路板电性连接,所述连接电极与防脱环的外端活动抵接。
13.进一步的,所述压感弧凸弹片与顶模壳为一体化设置,且压感弧凸弹片远离顶模壳的端部设有限位挡条,所述压感弧凸弹片远离顶模壳的中部设有锁止拱起部,所述电阻导电片设于锁止拱起部处。
14.进一步的,所述底模壳设有连接端口和锁止导向块,所述锁止导向块对称设于底模壳的侧面,所述连接端口的相背面设有导线口,所述导线口由底模壳和顶模壳卡接构成压感端子后形成。
15.综上所述,由于采用了上述技术方案,本发明的有益效果是:
16.本发明在智能化感应卡接松紧度的压感端子的基础上,进一步通过设置配套的第一工装组件和第二工装组件以及适配的线性往复电机和协同驱动组件,从而实现精准对位,还实现了压感端子的多数量持续性生产,提高生产效率和质量,使本发明更加智能,自动化程度较高,降低了工作人员的劳动强度,解决了传统人工对位较差,易造成偏移,劳动强度较大,自动化智能化程度较低,造成生产效率较低的问题。
附图说明
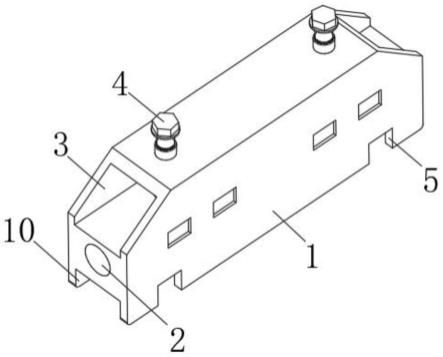
17.图1示出了本发明的结构示意图;
18.图2示出了第一工装组件的剖面正置图;
19.图3示出了图1的a处局部放大图;
20.图4示出了图2的b处局部放大图;
21.图5示出了图4的c-c处剖面图;
22.图6示出了端子的结构示意图;
23.图7示出了压感结构处的局部放大剖面图;
24.图8示出了压感通路组件的结构剖面图;
25.图例说明:1、工作台;2、支持柱;3、顶支架;4、底支杆;5、u形杆;6、第一工装组件;7、第二工装组件;8、协同驱动组件;9、压感端子;10、第一合页锁压板;11、第二合页锁压板;12、线性往复电机;601、储料管;602、传动箱;603、滑块;604、连接套杆;605、丝杆;606、传动齿轮;607、滑道;608、弹性挤压垫;801、动力箱;802、电动转杆;803、主动齿轮;804、从动转杆;805、从动齿轮;806、齿链;807、从动半套;808、契合齿牙;901、顶模壳;902、底模壳;903、压感弧凸弹片;904、压感结构;905、电阻导电片;906、微型电路板;907、微型电源;908、微型光源;909、压感通路组件;910、压感外壳;911、通路外壳;912、电阻通路电片;913、弹性电杆;914、回位垫块;915、防脱环;916、限位挡条;917、锁止拱起部;918、锁止导向块;919、导线口;920、连接端口。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
27.实施例1:
28.如图1-8所示,一种压感式端子一体成型式智能化生产装置,包括工作台1和压感端子,所述工作台1的顶面对称设有支持柱2,所述支持柱2底部之间固定设有底支杆4,所述支持柱2顶部之间滑动设有顶支架3,所述支持柱2上安装有驱动顶支架3升降的线性往复电机12,所述顶支架3安装于线性往复电机12的输出轴上,所述底支杆4上活动安装有第二工装组件7,所述顶支架3上活动安装有第一工装组件6,且第一工装组件6和第二工装组件7间隙配合设置,所述顶支架3的顶面固定设有u形杆5,且第一工装组件6和第二工装组件7均等距设有多个,且第一工装组件6和第二工装组件7一一相对设置,所述第一工装组件6和第二工装组件7分别适配有驱动其同步工作的协同驱动组件8,其中一个所述协同驱动组件8安装于工作台1内,其中另一个所述协同驱动组件8安装于u形杆5上,且第一工装组件6和第二工装组件7结构相同;两个协同驱动组件8分别驱动第一工装组件6和第二工装组件7工作,使压感端子9成形,线性往复电机12用于带动顶支架3升降,从而带动第一工装组件6升降,实现持续性的压感端子9成形;
29.所述压感端子9包括顶模壳901和底模壳902,所述顶模壳901和底模壳902卡接,所述顶模壳901的顶面设有压感弧凸弹片903,所述顶模壳901活动卡接设有压感结构904,所
述压感弧凸弹片903与压感结构904活动抵接,所述压感结构904包括电阻导电片905和压感外壳910,所述电阻导电片905固定设于压感弧凸弹片903上,所述压感外壳910安装于顶模壳901内,所述顶模壳901内设有微型电路板906、微型电源907、微型光源908和压感通路组件909,所述微型电路板906分别与微型电源907、微型光源908和压感通路组件909电性连接,所述压感通路组件909与压感弧凸弹片903活动抵接,且压感通路组件909与压感弧凸弹片903电性连接;
30.所述压感通路组件909包括通路外壳911、电阻通路电片912、弹性电杆913、回位垫块914和防脱环915,所述通路外壳911安装于顶模壳901内,所述电阻通路电片912固定设于通路外壳911内,且回位垫块914和防脱环915设于通路外壳911内,所述防脱环915套设于弹性电杆913的外端,且弹性电杆913对称设有两个,所述防脱环915与弹性电杆913的数量对应相等设置,所述弹性电杆913的一端依次滑动贯穿通路外壳911、压感外壳910和顶模壳901后延伸到其顶部并与电阻导电片905活动抵接,所述回位垫块914套设于弹性电杆913的外端,且回位垫块914的两端分别与电阻通路电片912和防脱环915抵接,所述电阻通路电片912与弹性电杆913的端部活动抵接,且通路外壳911的两侧设有连接电极,所述连接电极与微型电路板906电性连接,所述连接电极与防脱环915的外端活动抵接;
31.所述压感弧凸弹片903与顶模壳901为一体化设置,且压感弧凸弹片903远离顶模壳901的端部设有限位挡条916,所述压感弧凸弹片903远离顶模壳901的中部设有锁止拱起部917,所述电阻导电片905设于锁止拱起部917处;所述底模壳902设有连接端口920和锁止导向块918,所述锁止导向块918对称设于底模壳902的侧面,所述连接端口920的相背面设有导线口919,所述导线口919由底模壳902和顶模壳901卡接构成压感端子9后形成;
32.压感端子9的具体工作步骤如下:将压感端子9从连接端口920方向插入对应的端架的端口中,端架端口的内壁抵接到顶模壳901的压感弧凸弹片903,使压感弧凸弹片903逐渐平行于顶模壳901的顶端面,直到端架端口抵接到压感弧凸弹片903的限位挡条916,此时锁止拱起部917嵌入端架端口处对应的凹槽内,且底模壳902的锁止导向块918导线使其更加易于按压卡锁,由于压感弧凸弹片903逐渐平行于顶模壳901的顶端面,使压感弧凸弹片903端面设的电阻导电片905抵接到弹性电杆913,使弹性电杆913向通路外壳911内滑动,弹性电杆913向通路外壳911内滑动后带动与其固定的防脱环915挤压回位垫块914并使回位垫块914收缩,当端架端口抵接到压感弧凸弹片903的限位挡条916时,弹性电杆913抵接到电阻通路电片912,而防脱环915则抵接到设于通路外壳911两侧的连接电极,使微型电路板906、微型电源907、微型光源908和压感通路组件909完成电路通路,使微型光源908发出微光,从而使工作人员看到,表示其卡紧,当压感端子9松动时,则使微型电路板906、微型电源907、微型光源908和压感通路组件909断路,便于检测压感端子9与端架端口的卡接程度,保证及时更换检修;
33.第一工装组件6由储料管601、传动箱602、滑块603、连接套杆604、丝杆605和传动齿轮606构成,
34.所述储料管601活动安装于顶支架3上,所述传动箱602固定设于储料管601的一侧,所述滑块603滑动设于储料管601内,所述丝杆605转动设于传动箱602内,所述丝杆605的一端贯穿传动箱602的内壁延伸到其外部并与传动齿轮606固定套接,所述传动齿轮606与安装在u形杆5上的协同驱动组件8活动啮合,所述连接套杆604螺纹套设于丝杆605的外
端,且连接套杆604远离丝杆605的一端滑动贯穿储料管601的外壁延伸到其内部并与滑块603固定连接,所述储料管601开设有适配连接套杆604滑动贯穿的滑道607,所述储料管601的处料口处固定设有弹性挤压垫608,所述弹性挤压垫608对称设有两个,所述底模壳902储存于第一工装组件6内,所述顶模壳901储存于第二工装组件7内;
35.传动齿轮606正向旋转带动与其固定套设且转动设于传动箱602的丝杆605正向旋转,丝杆605正向旋转后带动与其螺纹套设的连接套杆604沿储料管601开设的滑道607向上滑动,连接套杆604向上滑动后带动与其固定连接的滑块603沿储料管601的内壁向上滑动,滑块603向上滑动,通过反向控制传动齿轮606反向旋转,控制储料管601内的滑块603向下运动,通过控制传动齿轮606旋转的速度,从而控制滑块603升降的高度,当需要向储料管601内储料时,将滑块603调到适当高度后,然后将若干底模壳902从储料管601的料口依次压入并逐步滑块603的高度,同理将顶模壳901依次压入第二工装组件7内,完成模壳的上料工作,此依次压料上料的好处在于滑块603始终抵接到底模壳902或顶模壳901,使底模壳902或顶模壳901在依次上料过程中保证其不会产生偏移,使后期对位生产压感端子9更加准确;弹性挤压垫608对称设于储料管601的料口;
36.所述协同驱动组件8包括动力箱801,所述动力箱801通过轴承转动连接有电动转杆802和从动转杆804,所述从动转杆804等距设有多个,且从动转杆804位于同一直线上,所述从动转杆804的数量与第一工装组件6的数量对应相等设置,且电动转杆802与从动转杆804错位设置,所述电动转杆802的外端固定套设有主动齿轮803,所述从动转杆804的外端固定套设有从动齿轮805,所述从动齿轮805和主动齿轮803的外端啮合连接有齿链806,所述齿链806套设于从动齿轮805和主动齿轮803的外端构成张力传动网络,所述从动转杆804的端部固定套设有从动半套807,所述从动半套807活动套设于传动齿轮606的外端,所述从动半套807的内端固定设于契合齿牙808,所述契合齿牙808与传动齿轮606活动啮合连接;
37.当传动齿轮606嵌设于从动半套807内,且契合齿牙808啮合传动齿轮606后,启动转动设于动力箱801上的电动转杆802旋转,电动转杆802旋转后带动与其固定的主动齿轮803旋转,主动齿轮803旋转后带动与其啮合套设的齿链806旋转,齿链806旋转后带动与其啮合套设的多个从动齿轮805同时旋转,从动齿轮805等距设置,且从动齿轮805与主动齿轮803错位设置并配合齿链806构成张力传动网络,形成张力,使传动的效果更佳,当从动齿轮805旋转后带动与其固定套接的从动转杆804旋转,且从动转杆804转动设于动力箱801上,动力箱801保证从动转杆804旋转时的稳定性,从动转杆804旋转后带动与其固定的从动半套807旋转,从动半套807旋转通过契合齿牙808传动,从而带动传动齿轮606正向旋转,使滑块603沿储料管601的内壁向上滑动,推动其内的底模壳902向下移动,弹性挤压垫608保证倒置底模壳902不会掉落;
38.所述第一工装组件6活动抵接有第一合页锁压板10,所述第一合页锁压板10的一端与顶支架3铰接,且第一合页锁压板10的另一端与顶支架3卡接,第一合页锁压板10用于锁止挤固第一工装组件6,所述第二工装组件7活动抵接有第二合页锁压板11,所述第二合页锁压板11的一端与底支杆4铰接,且第二合页锁压板11的另一端与底支杆4卡接,第二合页锁压板11用于锁止挤固第二工装组件7;
39.工作原理:
40.步骤一:将底模壳902储存于第一工装组件6内,将顶模壳901储存于第二工装组件
7内,且底模壳902与顶模壳901储存的数量相等,然后打开第一合页锁压板10和第二合页锁压板11,将第一工装组件6推动安装于顶支架3对应的凹槽处,将第二工装组件7安装于底支杆4对应的凹槽处,然后关闭第一合页锁压板10和第二合页锁压板11,使第一合页锁压板10和第二合页锁压板11分别与第一工装组件6和第二工装组件7抵接,从而将第一工装组件6和第二工装组件7锁固;
41.步骤二:当第一工装组件6和第二工装组件7锁固后,将压感结构904放置到顶模壳901对应的位置,然后将启动线性往复电机12工作并带动与其输出轴固定的顶支架3向下运动,顶支架3向下运动后带动锁固于其上的第一工装组件6向下移动并与第二工装组件7面对面抵接,当第一工装组件6和第二工装组件7面对面抵接后,将导线的电线端插入导线口919,然后启动两个协同驱动组件8同时工作,两个协同驱动组件8同时工作后,使第一工装组件6和第二工装组件7工作分别推动其内的底模壳902和顶模壳901相对运动并相互挤压,当挤压到预设压力时,则底模壳902和顶模壳901卡接,此时压感结构904也卡固于顶模壳901内,然后插入导线口919的导线的电线也被卡固,然后控制线性往复电机12做回位工作,拿取成型的感应端子;
42.步骤三:重复上述步骤二的运动过程,将多个第一工装组件6和第二工装组件7内的底模壳902和顶模壳901依次配合导线和压感结构904形成成品压感式端子,当第一工装组件6和第二工装组件7内的模壳使用完后,再次打开第一合页锁压板10和第二合页锁压板11,将更换第一工装组件6和第二工装组件7,然后关闭第一合页锁压板10和第二合页锁压板11将第一工装组件6和第二工装组件7锁固,然后再次重复步骤二的运作过程,实现持续性的多数量的同步生成多组压感式端子;
43.本发明在智能化感应卡接松紧度的压感端子9的基础上,进一步通过设置配套的第一工装组件6和第二工装组件7以及适配的线性往复电机12和协同驱动组件8,从而实现精准对位,还实现了压感端子9的多数量持续性生产,提高生产效率和质量,使本发明更加智能,自动化程度较高,降低了工作人员的劳动强度,解决了传统人工对位较差,易造成偏移,劳动强度较大,自动化智能化程度较低,造成生产效率较低的问题。
44.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。