1.本发明涉及锂电池隔膜处理设备技术领域,尤其涉及一种用于锂电池隔膜的双面涂布设备。
背景技术:
2.锂电池隔膜根据生产要求需要在正、反两面分别涂覆,通常生产工艺为:正面涂覆、正面烘烤、反面涂覆、反面烘烤,故需要配置两台涂覆机和两台烤箱方能实现加工要求,而传统的设备通常采用直线式布局方式,但是这种生产方式具有生产设备成本高、空间占用面积大的缺点,导致产品成本居高不下,需要改良。
技术实现要素:
3.为了克服现有技术中存在的生产成本高、设备占用空间大的缺点,本发明的目的在于提供一种用于锂电池隔膜的双面涂布设备,实现一个烤箱烘烤正、反两面的目的,降低设备投入成本,减少总设备占用空间的问题,实现降低产品成本的目的。
4.为实现上述目的,本发明的技术方案为:
5.一种用于锂电池隔膜的双面涂布设备,包括烤箱、放卷装置、预热装置、面涂装置、底涂装置及收卷装置;
6.所述烤箱包括第一进料口、第一出料口、第二进料口、第二出料口,所述第一进料口、第一出料口、第二进料口、第二出料口均位于烤箱的同侧;
7.所述放卷装置、预热装置、面涂装置、底涂装置、收卷装置均位于烤箱的同侧;
8.外界隔膜依次经放卷装置、预热装置、面涂装置、第一进料口、第一出料口、底涂装置、第二进料口、第二出料口,最后由收卷装置完成收料。
9.进一步的,所述涂布设备还包括牵引装置,所述牵引装置设于预热装置和面涂装置之间,所述牵引装置设于第二出料口和面涂装置之间。
10.进一步的,所述收卷装置靠近放卷装置并远离烤箱设置。
11.进一步的,所述烤箱包括箱体、发热件及输送件;
12.所述箱体包括第一通道及第二通道;
13.所述输送件包括第一牵引件、第二牵引件及第三牵引件,所述第一牵引件沿第一通道设置,所述第二牵引件沿第二通道设置,所述第三牵引件连通第一牵引件的末端和第二牵引件的首端。
14.进一步的,所述烤箱还包括气浮件,所述气浮件设于第一通道和/或第二通道内。
15.进一步的,所述气浮件包括总管道、若干个支管道及若干个喷嘴,每个支管道与所述总管道连通,每个支管道连通若干个喷嘴,所述喷嘴的出口中心线与输送方向的中心线成锐角设置,所述喷嘴以输送线的中心轴线呈上、下设置。
16.进一步的,所述喷嘴包括第一侧板、第二侧板、第三侧板及第四侧板,所述第一侧板与所述支管道连接,所述第三侧板与所述支管道连接,所述第二侧板经由第一侧板弯折,
第四侧板经由第三侧板弯折,所述第三侧板朝向第一侧板倾斜,所述第四侧板与所述第二侧板围成出口。
17.本发明的有益效果:通过在烤箱的同侧设置第一进料口、第一出料口、第二进料口、第二出料口,并在烤箱的同侧设置放卷装置、预热装置、面涂装置、底涂装置、收卷装置,实现一个烤箱完成隔膜面涂、底涂的固化加工,达到降低生产成本,减少设备占用空间的目的。
附图说明
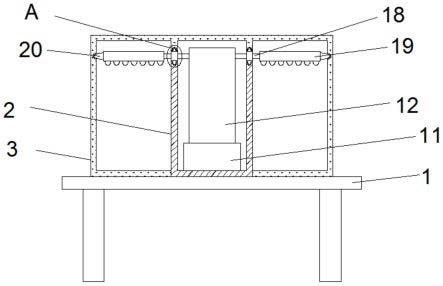
18.图1为本发明的主视图;
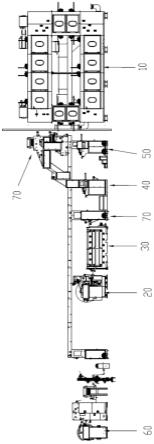
19.图2为本发明的工作原理示意图;
20.图3为本发明的烤箱主视图;
21.图4为本发明的烤箱侧视图;
22.图5为图4中的a-a剖视图;
23.图6为本发明的第一通道、第二通道、发热件、输送件、气浮件结构示意图;
24.图7为图5中b部分的放大结构示意图;
25.图8为图5中c部分的放大结构示意图。
26.附图标记包括:
27.10—烤箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20—放卷装置
ꢀꢀꢀꢀꢀꢀꢀ
30—预热装置
28.40—面涂装置
ꢀꢀꢀꢀꢀꢀꢀꢀ
50—底涂装置
ꢀꢀꢀꢀꢀꢀꢀ
60—收卷装置
29.70—牵引装置
ꢀꢀꢀꢀꢀꢀꢀꢀ
1—箱体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—第一通道
30.111—第一进口
ꢀꢀꢀꢀꢀꢀꢀ
112—第一出口
ꢀꢀꢀꢀꢀꢀ
12—第二通道
31.121—第二进口
ꢀꢀꢀꢀꢀꢀꢀ
122—第二出口
ꢀꢀꢀꢀꢀꢀ
21—第一发热体
32.22—第二发热体
ꢀꢀꢀꢀꢀꢀ
23—第三发热体
ꢀꢀꢀꢀꢀ
24—第四发热体
33.25—第五发热体
ꢀꢀꢀꢀꢀꢀ
26—第六发热体
ꢀꢀꢀꢀꢀ
27—第七发热体
34.31第一牵引件
ꢀꢀꢀꢀꢀꢀꢀꢀ
32—第二牵引件
ꢀꢀꢀꢀꢀ
33—第三牵引件
35.4—喷嘴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41—第一侧板
ꢀꢀꢀꢀꢀꢀꢀ
42—第二侧板
36.43—第三侧板
ꢀꢀꢀꢀꢀꢀꢀꢀ
44—第四侧板
ꢀꢀꢀꢀꢀꢀꢀ
45—第五侧板。
具体实施方式
37.为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
38.请参阅图1至图8,一种用于锂电池隔膜的双面涂布设备,包括烤箱10、放卷装置20、预热装置30、面涂装置40、底涂装置50及收卷装置60;
39.所述烤箱10包括第一进料口111、第一出料口112、第二进料口121、第二出料口122,所述第一进料口111、第一出料口112、第二进料口121、第二出料口122均位于烤箱10的同侧;
40.所述放卷装置20、预热装置30、面涂装置40、底涂装置50、收卷装置60均位于烤箱10的同侧;
41.外界隔膜依次经放卷装置20、预热装置30、面涂装置40、第一进料口111、第一出料
口112、底涂装置50、第二进料口121、第二出料口122,最后由收卷装置60完成收料。
42.具体的,本实施中,烤箱10由左侧板、右侧板、前挡板、后挡板、顶板及底板组装成框体,在左侧板自上而下依次加工第二出料口122、第一进料口111、第一出料口112及第二进料口121,外界隔膜由放卷装置20放料,进入预热装置30,预热装置30对隔膜进行加温,使得隔膜的表面温度达到预设值,接着隔膜进入面涂装置40,完成隔膜上表面的涂覆,接着涂覆有涂层的隔膜由第一进料口111进入烤箱10内,完成涂层的固化,然后由第一出料口112移出烤箱10,接着隔膜进入底涂装置50,完成隔膜上表面的涂覆,接着隔膜由第二进料口121进入烤箱10内,完成隔膜下表面涂层的固化,隔膜由第二出料口122移出烤箱10,最后由收卷装置60将加工后的隔膜收料,完成自动化生产加工的目的。
43.通过在烤箱10的同侧设置第一进料口111、第一出料口112、第二进料口121、第二出料口122,并在烤箱10的同侧设置放卷装置20、预热装置30、面涂装置40、底涂装置50、收卷装置60,实现一个烤箱10完成隔膜面涂、底涂的固化加工,达到降低生产成本,减少设备占用空间的目的。
44.所述涂布设备还包括牵引装置70,所述牵引装置70设于预热装置30和面涂装置40之间,所述牵引装置70设于第二出料口122和面涂装置40之间,牵引装置的数量为两个,分别用于面涂烘烤前的牵引及底涂烘烤后的牵引,提高生产效率。
45.所述收卷装置60靠近放卷装置20并远离烤箱10设置。
46.所述烤箱10包括箱体1、发热件及输送件;
47.所述箱体1包括第一通道11及第二通道12;
48.所述发热件包括自上而下依次设于箱体1内的第一发热体21、第二发热体22、第三发热体23、第四发热体24,所述第二发热体22和第三发热体23位于第一通道11内,所述第四发热体24和第一发热体21位于第二通道12内;
49.所述输送件包括第一牵引件31、第二牵引件32及第三牵引件33,所述第一牵引件31沿第一通道11设置,所述第一牵引件31的牵引方向经第二发热体22进入第三发热体23,所述第二牵引件32沿第二通道12设置,所述第二牵引件32的牵引方向经第四发热体24进入第一发热体21,所述第三牵引件33连通第一牵引件31的末端和第二牵引件32的首端。
50.在箱体1的内部设置第一通道11和第二通道12,第一通道11包括第一进口111和第一出口112,第二通道12包括第二进口121和第二出口122,其中第一进口111、第一出口112、第二进口121、第二出口122均位于箱体1的同侧,第二出口122、第一进口111、第一出口112、第二进口121自上而下依次设置,第一牵引件31位于第一通道11内,起到牵引隔膜的作用,第二牵引件32位于第二通道12内,起到牵引隔膜的作用,第三牵引件33位于箱体1的外部并位于第一出口112和第二进口121之间,使得隔膜经第一出口112后进入第二进口121内,隔膜完成正面涂覆后由第一进口111进入第一通道11内,在第一通道11内的第二发热件22、第三发热件23的作用下完成烘烤,接着经第一出口112移出箱体1外,隔膜在箱体1外完成反面涂覆,接着在第三牵引件33的作用下进入第二进口121,由第二牵引件32进入第二通道22,在第二通道22内的第四发热体24、第一发热体21的作用下完成反面烘烤,最后经第二出口122移出箱体1,进入下个工序。
51.所述发热件还包括第五发热体25,所述第五发热体25位于第一通道11内,所述第五发热体25位于第二发热体22和第三发热体23之间。
52.所述发热件还包括第六发热体26,所述第六发热体26位于第一通道11内,所述第六发热体26靠近第三发热体23并远离第二发热体22设置。
53.第二发热体22和第三发热体23呈水平设置,第五发热件25和第六发热体26呈纵向设置,第五发热件25的两端分别与第二发热体22和第三发热体23间距设置,第六发热体26的两端分别与第二发热体22和第三发热体23间距设置,第二发热体22、第五发热件25、第三发热体23、第六发热体26大致呈口字状,多段发热体的设置,使得隔膜表面的涂覆层经过多次烘烤,或者根据实际需求,设置不同温度段的烘烤温度,进一步提高涂覆层的烘烤质量。
54.所述发热件还包括第七发热体27,所述第七发热体27位于第二通道12内,所述第七发热体27设于第四发热体24和第一发热体21之间,所述第四发热体24、第一发热体21、第七发热体27呈u字形排布设置,多段发热体的设置,使得隔膜表面的涂覆层经过多次烘烤,或者根据实际需求,设置不同温度段的烘烤温度,进一步提高涂覆层的烘烤质量。
55.所述烤箱10还包括气浮件,所述气浮件设于第一通道11和/或第二通道12内,优选的,第一通道11和第二通道12均设有气浮件,通过气流的冲力完成隔膜的输送,达到降低耗能的目的。
56.所述气浮件包括总管道、若干个支管道及若干个喷嘴4,每个支管道与所述总管道连通,每个支管道连通若干个喷嘴4,所述喷嘴4的出口中心线与输送方向的中心线成锐角设置,所述喷嘴4以输送线的中心轴线呈上、下设置,总管道设于箱体,用于接通外界的高压气流,通过支管道和喷嘴4。
57.所述喷嘴4包括第一侧板41、第二侧板42、第三侧板43及第四侧板44,所述第一侧板41与所述支管道连接,所述第三侧板43与所述支管道连接,所述第二侧板42经由第一侧板41弯折,第四侧板44经由第三侧板43弯折,所述第三侧板43朝向第一侧板41倾斜,所述第四侧板44与所述第二侧板42围成出口,第一侧板41和第三侧板43之间的距离大于第二侧板42和第四侧板44的距离,使得经喷嘴4的气流具有汇集的效果,增大出口处气流的冲力,进一步增加隔膜的输送速度。
58.所述喷嘴4还包括第五侧板45,所述第五侧板45经第四侧板44弯折而成,第五侧板45远离第二侧板42设置,所述第五侧板45与输送方向平行设置,所述第五侧板45至送中心线的距离大于第二侧板42至中心线的距离,第五侧板45的设置,使得经出风口的气流被第五侧板45挡止,确保气流方向的稳定性,起到推动隔膜运动的目的。
59.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。