1.本技术涉及塑料加工设备技术领域,更具体地说,涉及一种用于吹灌封一体机的自动上料控制装置。
背景技术:
2.目前,市面上的塑料瓶吹灌封一体机设备,大多采用对射光电开关检测料斗内颗粒情况,由于颗粒表面本身含有粉尘,随着时间的推移粉尘会吸附在玻璃内壁上,对射光电开关检测极易造成误检测,影响上料过程。
技术实现要素:
3.本技术提供一种用于吹灌封一体机的自动上料控制装置,提高了料斗内塑料颗粒的检测精度,实现自动化上料,有效地提高了生产效率。
4.本技术提供一种用于吹灌封一体机的自动上料控制装置,包括:
5.料仓,用于存储物料;
6.真空料斗,用于存储由所述料仓传入的物料;
7.吸料管路,用于连接所述料仓与所述真空料斗;
8.阻旋开关,安装于所述真空料斗的侧壁、用于检测所述真空料斗内部物料存在情况;
9.高压风机和吸真空管路,所述高压风机通过所述吸真空管路连接所述真空料斗,所述高压风机提供负压将所述料仓内存储的物料输送至所述真空料斗;
10.plc,用于通讯连接所述阻旋开关及所述高压风机、以当所述阻旋开关检测到所述真空料斗内缺少物料时启动所述高压风机运行。
11.在一些实施例中,所述plc设有数字量输入模块和数字量输出模块,所述数字量输入模块通讯连接所述阻旋开关,所述数字量输出模块通讯连接所述高压风机的接触器。
12.在一些实施例中,还包括设置于高压风机电路的电机保护开关,所述电机保护开关与所述plc的数字量输入模块通讯连接。
13.在一些实施例中,还包括通讯连接所述plc的数字量输出模块、用于当所述真空料斗内缺少物料时鸣响报警的蜂鸣器。
14.在一些实施例中,所述真空料斗设有第一观察窗。
15.在一些实施例中,所述料仓设有第二观察窗。
16.本技术所提供的用于吹灌封一体机的自动上料控制装置,由料仓、吸料管路、真空料斗、阻旋开关、高压风机、吸真空管路及plc组成上料系统,物料检测装置采用机械式的阻旋开关,其能够不受颗粒表面本身附着的粉尘干扰,较为精确地检测料斗内物料存在情况,同时阻旋开关能够将料斗缺料信号直接发送给plc,plc控制高压风机实现自动上料。本技术结构简单,检测精准灵敏,自动化程度高,实现自动化上料,确保高效生产。
附图说明
17.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
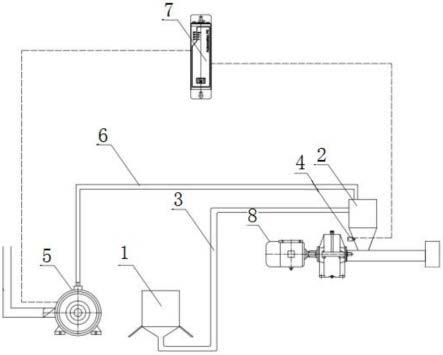
18.图1为本技术所提供的用于吹灌封一体机的自动上料控制装置的示意图;
19.图2为本技术所提供的用于吹灌封一体机的自动上料控制装置的控制逻辑原理图。
20.其中,1-料仓、2-真空料斗、3-吸料管路、4-阻旋开关、5-高压风机、6-吸真空管路、7-plc、8-挤出电机、9-电机保护开关、10-蜂鸣器;
21.41-转换触点、51-接触器、71-数字量输入模块、72-数字量输出模块。
具体实施方式
22.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
23.为了使本技术领域的技术人员更好地理解本技术方案,下面结合附图和具体实施方式对本技术作进一步的详细说明。
24.请参考图1,图1为本技术所提供的用于吹灌封一体机的自动上料控制装置的示意图。
25.本技术提供一种用于吹灌封一体机的自动上料控制装置,包括料仓1、真空料斗2、吸料管路3、阻旋开关4、高压风机5、吸真空管路6和plc7。
26.料仓1用于存储物料,其通过吸料管路3连接于真空料斗2的顶部。真空料斗2用于存储由料仓1经吸料管路3传入的物料。真空料斗2的侧壁安装阻旋开关4,阻旋开关4用于检测真空料斗2内部物料存在情况。高压风机5通过吸真空管路6连接真空料斗2,高压风机5将真空料斗2内空气吸出排走,从而使真空料斗2内形成真空环境,料仓1内的颗粒物料通过空气压差将物料通过料斗入料口输送至料斗内。
27.plc7通讯连接阻旋开关4及高压风机5,当阻旋开关4检测不到物料时,表明此时真空料斗2内缺少物料,阻旋开关4发送信号给plc7,plc7输出信号使高压风机5的接触器51吸合,高压风机5启动,从而实现自动上料。相反,当阻旋开关4停止运行时,plc7输出信号使高压风机5的接触器51断开,从而控制高压风机5停止运行。
28.本技术中的阻旋开关4采用市面上的阻旋开关4,其设有电机、转轴和叶片,转轴和叶片穿过真空料斗2侧壁伸入至真空料斗2内部。
29.检测开关的公共端接入dc24v电源,为电机供电,检测开关的接通端连接plc7。阻旋开关4带有一组常开触点和常闭触点,当叶片转动时,表明真空料斗2内缺料,此时常开触点断开,常闭触点导通;当叶片不转动时,表明真实料斗内存有一定容量的物料,此时常开触点导通,常闭触点断开。
30.开机后,阻旋开关4的电机转动,阻旋开关4的叶片用于检测真空料斗2内的料粒缺
料情况。当阻旋开关4的叶片转动时表明真空料斗2内缺料,然后将缺料信号发送给plc7,plc7通过逻辑控制程序使高压风机5的接触器51吸合,启动高压风机5,高压风机5通过吸真空管路6使真空料斗2内产生真空,料仓1中的颗粒通过空气压差通过吸料管路3将颗粒输送至真空料斗2内。吸料完成后,如果阻旋开关4检测到有料,高压风机5接触器51断开,高压风机5停止工作。如果检测到仍然缺料,高压风机5继续工作,进行吸料。当在一定时间内阻旋开关4保持无料信号后,plc7会发出缺料报警,并使挤出电机8停止挤料。
31.本技术通过采用机械式的阻旋开关4检测料斗内颗粒缺料情况,阻旋开关4通讯连接plc7,能够将料斗缺料信号直接发送至plc7,plc7发送信号给高压风机5实现自动上料,从而达到为吹灌封一体机挤出系统自动上料的目的。这样,采用阻旋开关4代替对射光电开关实现物料检测,能够避免光电检测造成的误检测风险,提升检测的精准性。
32.根据本技术一种具体实施例,plc7设有数字量输入模块71和数字量输出模块72,数字量输入模块71通讯连接阻旋开关4,数字量输出模块72通讯连接高压风机5的接触器51。
33.参考图2,图2为本技术所提供的用于吹灌封一体机的自动上料控制装置的控制逻辑原理图。
34.自动上料装置控制逻辑原理为:阻旋开关4的转换触点41根据阻旋开关4的马达转动情况进行切换。dc24v 电源连接至转换触点41的公共端,接通端连接plc7的数字量输入模块71。当出现缺料时,阻旋开关4电机转动,使得转换触点41的公共端和接通端接通,dc24v 高电平信号输入至数字量输入模块71,plc7接收到缺料信号后,通过数字量输出模块72输出高电平信号至高压风机5的接触器51,使接触器51主触点吸合,从而使高压风机5启动,进行吸料。当吸料一定时间后(一次吸料时间可以根据实际需要设置),数字量输出模块72输出低电平信号至接触器51,使接触器51主触点断开,高压风机5停止工作;如果料斗内颗粒满仓,颗粒阻止阻旋开关4电机叶片转动,转换触点41的公共端和接通端断开,plc7的数字量输入模块71接收到低电平,表示料斗满料;如果一次吸料完成后,阻旋开关4电机叶片依然转动,plc7的数字量输入模块71仍然接收到高电平信号,间隔一定时间后(间隔时间可设置),高压风机5重新启动进行吸料。
35.根据本技术一种具体实施例,高压风机5的电路上设置电机保护开关9,电机保护开关9与plc7的数字量输入模块71通讯连接,电机保护开关9起到电机的过流保护作用。当电机保护开关9跳闸后,电机保护开关9的常开触点断开,plc7的数字量输入模块71接收到低电平信号,此时plc7发出高压风机5过载故障报警。当接触器51吸合后,其常开触点同时吸合,作为高压风机5正在运行状态指示。
36.市面上的自动上料系统,大多通过真空吸料机实现缺料报警功能,无法与设备本身实现通信,应用现场的吸料机和储料仓与设备分开放置,当储料仓内部缺少颗粒物料时,操作员无法听到吸料机报警蜂鸣,因此无法及时补料,直到设备无法工作时不得不停机补料,影响生产效率。
37.为了改善这一现状,本技术中设置蜂鸣器10,该蜂鸣器10与plc7的数字量输出模块72通讯连接。当真空料斗2内缺少物料时,蜂鸣器10进行鸣响报警。如果连续吸料一定次数后,plc7控制蜂鸣器10进行报警,并使数字量输出模块72输出高电平给蜂鸣器10,同时关闭挤出电机8。如果plc7的数字量输出模块72输出高电平使接触器51吸合后,plc7的数字量
输入模块71接收到低电平信号,则plc7发出高压风机5运行故障报警。需要说明的是,连续吸料次数可以根据生产需求进行设置,本文不作限定。
38.本实施例在上述实施例的基础上,plc7既可以根据缺料信号进行报警,又可以实现高压风机5的自动启动功能,使得设备具有缺料报警和停机保护双重功能,提醒操作员对料仓1及时补料,长时间缺料后停机保护高压风机5,进一步提升运行的安全性。
39.为了方便检测真空料斗2内部的物料,真空料斗2可以采用透明材料制成,或者在真空料斗2上开设第一观察窗,工作人员通过第一观察窗可以观测物料存量及运行状况,及时对异常情况进行处置。此外,料仓1上开设有第二观察窗,以便于工作人员观察。
40.综上,本技术采用阻旋开关4检测物料有无,并将信号发送给plc7的数字量输入模块71,plc7接收到缺料信号时,通过数字量输出模块72输出高压风机5启动信号,使接触器51吸合,实现高压风机5自动启动吸料,从而既能够实现高压风机5自动吸料,又能够将缺料信号发送给plc7,以使设备具备缺料报警和停机保护功能,确保正常生产。
41.需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
42.以上对本技术所提供的用于吹灌封一体机的自动上料控制装置进行了详细介绍。本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。